(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| Пазовая протяжка | 1988 |
|
SU1646721A1 |
| Способ изготовления винтовых протяжек | 1989 |
|
SU1764867A1 |
| Приспособление для заточки протяжек | 1985 |
|
SU1324824A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2003 |
|
RU2263009C2 |
| Способ шлифования протяжки для обработки отверстий | 1990 |
|
SU1815157A1 |
| Протяжка | 1977 |
|
SU745610A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ ЗАТОЧКИ ВИНТОВЫХ ПРОТЯЖЕК | 1968 |
|
SU218680A1 |
| Способ изготовления впадины зуба круглой протяжки | 2018 |
|
RU2689254C1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано при заточке протяжек одинарного резания. Цель изобретения - повышение качества обработки, Ось вращения профильного шлифовального круга скрещивают под прямым углом с осью протяжки. Кругу сообщают подачу врезания. Вектор подачи направлен перпендикулярно оси протяжки и проходит через центр шлифовального круга и режущую кромку зуба протяжки. После врезания шлифовального круга протяжку качают в ее осевой плоскости, перпендикулярной направлению подачи врезания, вокруг оси, совпадающей с вектором указанной подачи. Угол качания оси протяжки определяют по расчетной формуле 4 ил.
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано при заточке протяжек одинарного резания.
Цель изобретения - повышение качества обработки.
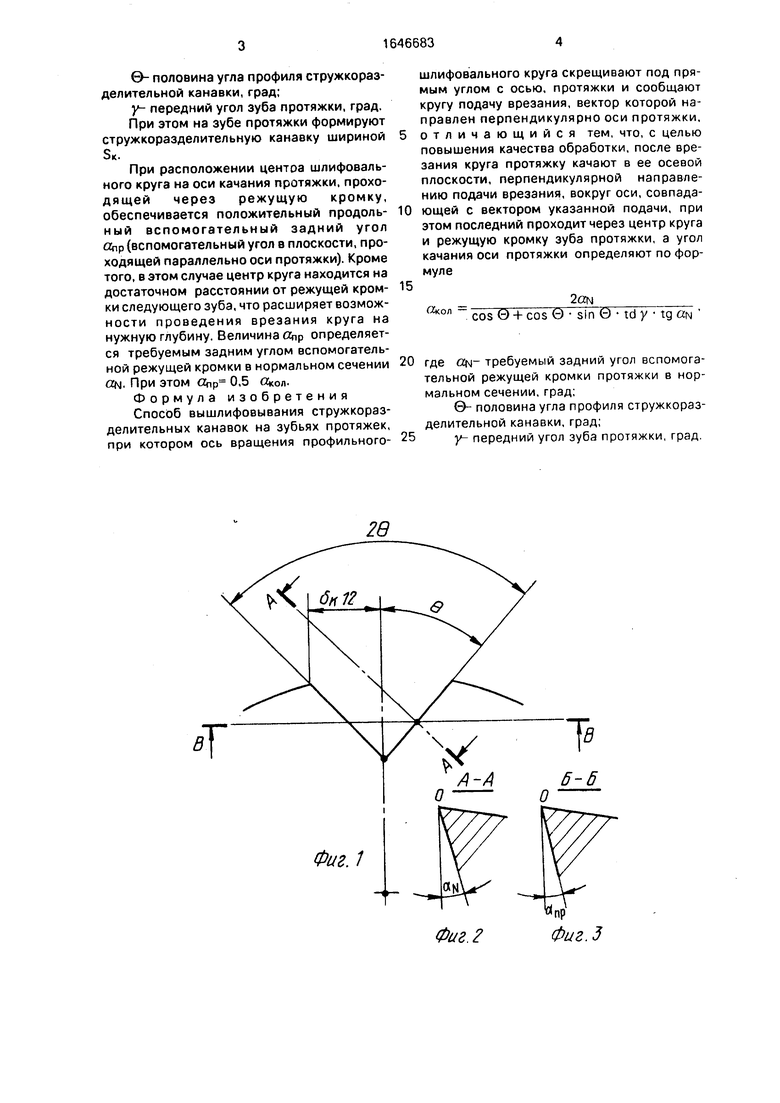
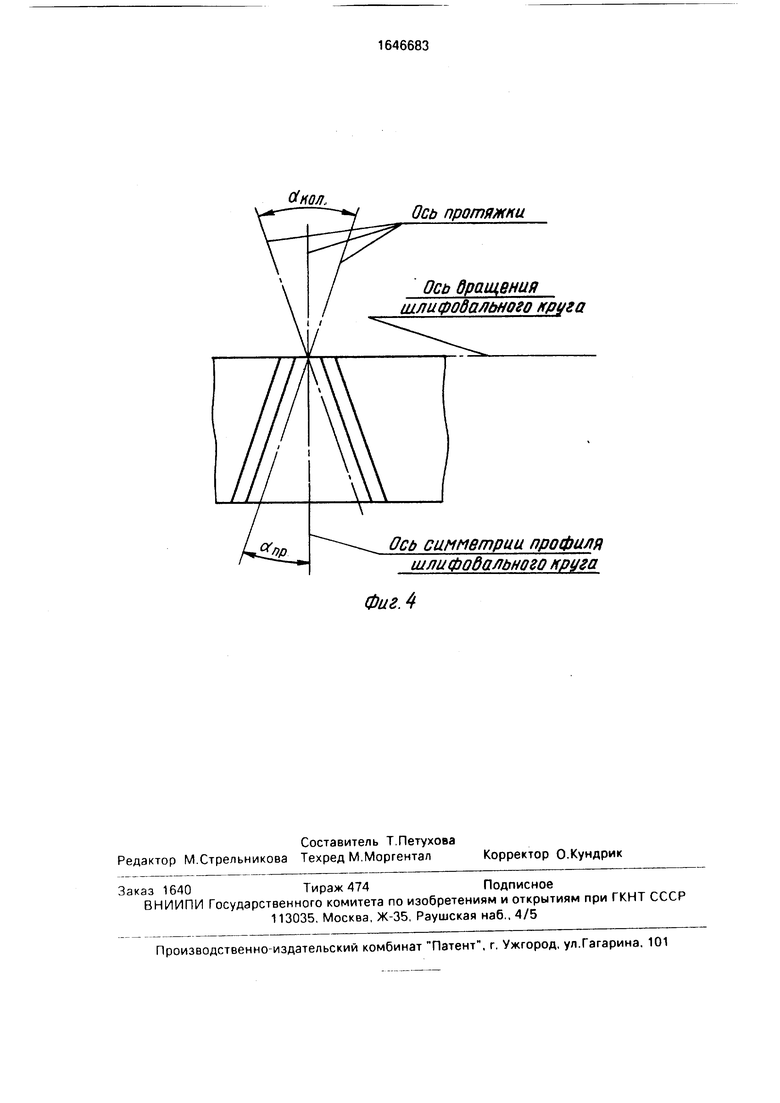
На фиг. 1 изображен зуб протяжки в поперечном сечении со стружкоразделитель- ной канавкой; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - взаимное расположение оси шлифовального круга и оси протяжки при формировании профиля стружкоразделительной канавки.
Ось вращения профильного шлифовального круга (не показан) скрещивают под прямым углом с осью протяжки. Кругу сообщают подачу врезания. Вектор подачи
направлен перпендикулярно оси протяжки и проходит через центр шлифовального круга и режущую кромку зуба протяжки. После вращения шлифовального круга протяжку качают в ее осевой плоскрсти, перпендикулярной направлению подачи врезания вокруг оси, совпадающей с вектором указанной подачи. Угол качания оси протяжки акол определяют по формуле
О
о о
00 CJ
-
20N
cos 0 + cos 0 sin 0 td у tg «N
где ON - требуемый задний угол вспомогательной несущей кромки протяжки в нормальном сечении,град;
0- половина угла профиля стружкораз- делительной канавки, град;
у- передний угол зуба протяжки, град.
При этом на зубе протяжки формируют стружкоразделительную канавку шириной
5к.
При расположении центра шлифовального круга на оси качания протяжки, прохо- дящей через режущую кромку, обеспечивается положительный продольный вспомогательный задний угол Опр(вспомогательный угол в плоскости, проходящей параллельно оси протяжки). Кроме того, в этом случае центр круга находится на достаточном расстоянии от режущей кромки следующего зуба, что расширяет возмож- ности проведения врезания круга на нужную глубину. Величина «пр определяется требуемым задним углом вспомогательной режущей кромки в нормальном сечении ON. При этом Опр 0,5 Окол.
Формула изобретения Способ вышлифовывания стружкораз- делительных канавок на зубьях протяжек, при котором ось вращения профильного0
5
шлифовального круга скрещивают под прямым углом с осью, протяжки и сообщают кругу подачу врезания, вектор которой направлен перпендикулярно оси протяжки, отличающийся тем, что, с целью повышения качества обработки, после врезания круга протяжку качают в ее осевой плоскости, перпендикулярной направлению подачи врезания, вокруг оси, совпадающей с вектором указанной подачи, при этом последний проходит через центр круга и режущую кромку зуба протяжки, а угол качания оси протяжки определяют по формуле
(2кол -
20N
cos 0 + cos 0 sin 0 td у tg GN
20
где ON- требуемый задний угол вспомогательной режущей кромки протяжки в нормальном сечении,град;
0- половина угла профиля стружкораз- делительной канавки, град; 25у- передний угол зуба протяжки, град.
Фиг. 2
&НОЛ
Ось протяжки
Ось дращения иллифодального круга
Ось симметрии профиля шлифобального круга
Фиг А
| Палей М.М | |||
| и др | |||
| Технология шлифования и заточки режущего инструмента | |||
| М.: Машиностроение | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
