i
Изобретение относится к станкостроению, в частности к устройствам обработки круглой стали типа прутков методом давления и резания.
По основному авт. св. 561587 известна двухвалковая машина для правки прутков,содержащая станину,выполненную в виде стянутых колоннами поперечин,приводные правильные валки, выполненные в виде тел вращения, образуювдае которых составлены из сопряженных между собой выпуклой и вогнутой линий, а привод их размещен в планшайбах, закрепленных в поперечинах станины, и, кроме того, привод зажимных роликов выполнен в виде редукторов и шпинделей, передакнцих вращение с нижних на верхние ролики 1 .
Недостатком известной машины является невозможность осуществления последовательных правки и обточки прутков.
Цель изобретения - расширение технологической возможности путем осуществления последовательной правки и обточки прутков.
Указанная цель достигается тем, что машина снабжена блоком режущих инструментов, содержащим неподвижный патрон и резцовую головку, снабженные находя1цимися в зацеплении подвижными кулачками, а на кулачках резцовой головки установлены резцедержатели с возмопностью перемещения от введенных в машину.редуктора и рейки, связанной с подвижной поперечиной, при этом машина также снабжена приводом с редуктором, одна из шестерен которого установлена с возможностью взаимодействия с резьбой, выполненной на хвостовике рейки.
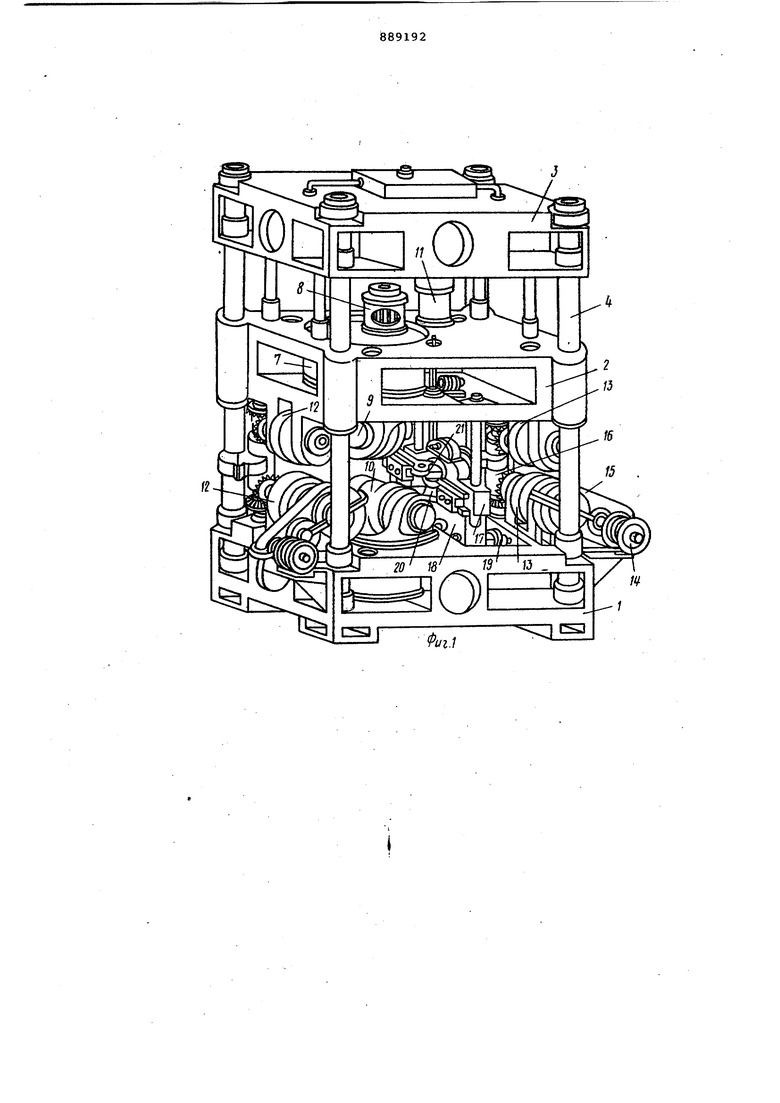
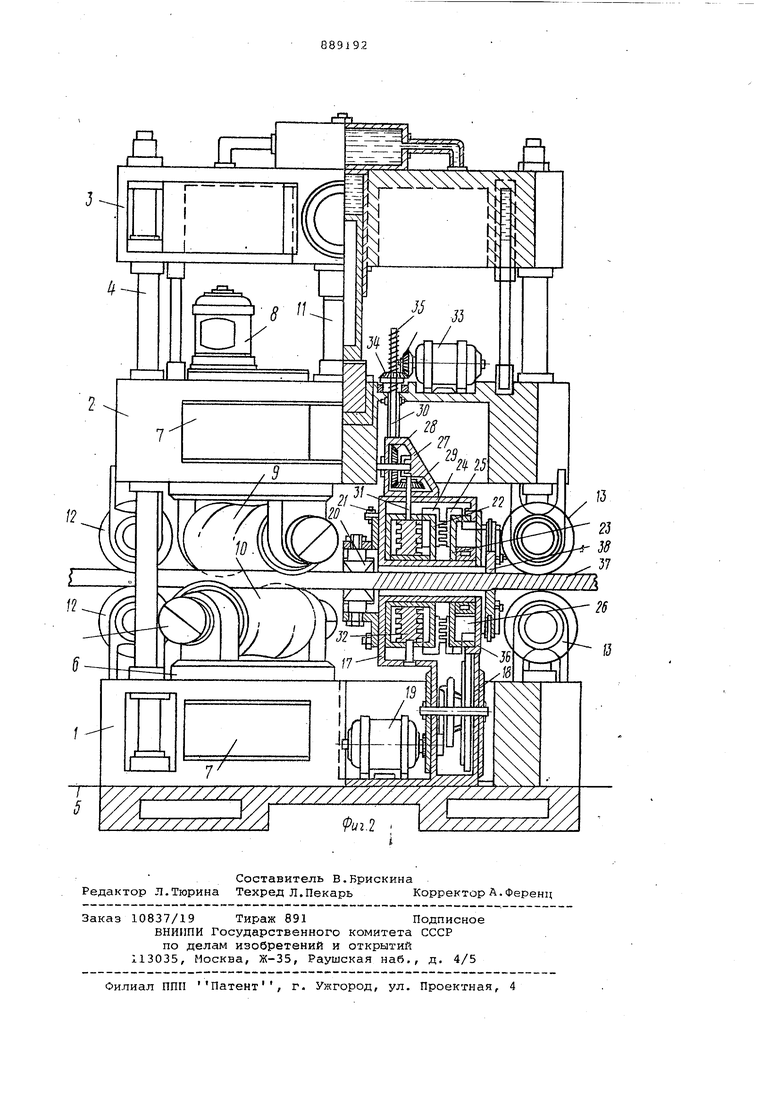
На фиг.1 изображена предлагаемая машина, общий вид; на фиг.2 - то
15 же, профильный разрез.
Двухвалковая машина для правки и обточки прутков содержит станину, состоящую из горизонтальных нижней 1, подвижной 2 и верхней 3 поперечии, стянутых между собой колоннгмн 4, установленными- на фундаменте 5. В нижней и подвижной поперечинах выполнены отверстия, в которых размещены планшайбы 6 с редукторами 7 и
25 приводами от двигателя 8. Планшайбы на подушках имеют- рабочие вгшки 9 и 10. На цапфе валка установлена коническая шестерня, входящая в зацепление,с конической
30 шестерней редуктора (не показана). Подвижная поперечина машины получает перемещение от гидроцилиндра 11. Машина содержит две пары зажимных роликов 12 и 13, которые приводятся во врацение от электродвигателей 14 через редукторы 15 и шпиндели 16. Между рабочими валками и зажимными роли ками устанавливается корпус 17 с редуктором 18, с приводом от электродвигателя 19, а также центрирующие ро лики 20. В корпусе по оси правки уста навливается блок режушего инструмента 21, который состоит из неподвижного патрона 22 и резцовой головк 23. Между собой неподвижный патрон и резцовая головка соединены кулачками 24 и 25, находящимися в зацеплении. На кулачках резцовых головок выполнены резцедержатели 26. Привод радиального перемещения кулачков- неподвижного патрона осуществляется прямоугольным редуктором 27, установленным сверху на корпусе. Прямоугольный редуктор содержит шестерни 28 и 29. Шестерня 28 находится в зацеплении с рейкой 30, вмонтированной в подвихсную поперечину машины. Шестерня 29 посредством валика 31 находится в зацеплении с квадратом винта 32 неподвижного патрона. Привод индивидуального перемещения рейки 30 для настройки кулачков в блоке режущего инструмента осуществляется электродвигателем 33, содержащим коническую шестерню 34 с внутренней резьбоП, взаимодействующей с резьбой 35, выполненной на хвостовике рейки 30. Вращение резцовой головки осуществляется крышкой-шестерней 36, входящей в зацепление с шестерней редуктора.. Работа машины осуществляется следующим образом. Заготовка 37 по вводному рольгангу подается к системе рычагов, которые подают команду на гидравлический распределительный узел (не показано) Он автоматически устанавливает необходирлый зазор. Осуществляется коман да на подъем или опускание поршня гидроцилиндра И, котррый производит перемещение подвижной поперечины 2. При этом устанавливается зазор между зажимными роликами 12 и 13 и правиль ными валками 9 и 10 на размер прутка В процессе перемещени-я подвижной поперечины 2 осуществляется подъем или опускание рейки 30, находящейся в зацеплении с шестерней 28 прямоугольного редуктора 27. Редуктор посредством валика 31 шестерни 29 обеспечивает вращение винта 32 неподвижного патрона 22. Происходит радиальное перемещение кулачков 24 неподвижного патрона и находящихся в зацеплении с ними кулачков 25 резцовой головки 23. Перемещение кулачков осуществляет автоматическую установку резцов 38 на заданный размер прутка. Точная установка резцов в блоке режущего инструмента производится электродвигателем 33, который при вращении шестерни 34 осуществляет индивидуальное перемещение рейки 30 и вреза ше .резцов 38 на съем стружки прутка. После этого выпрямленный и обточенный пруток второй парой зажимных роликов 13 выдается на рольганг разгрузки. При этом возможен вариант применения тянущейся каретки, которая выдает пруток на сбрасыватель кармана-накопителя (не показан). Изобретение обеспечивает расширение технологических возможностей машины путем осуществления последовательной правки и обточки прутков. Формула изобретения Двухвалковая машина для правки прутков по авт. св. № 561587, о т лич ающа я с я тем, что, с целью расширения технологической возможности t путем осуществления последовательной правки и обточки прутков, машина снабжена блоком режущих инструментов, содерхсащим неподвижный патрон и резцовую головку, снабженные находящимися в зацеплении подвижными кулачками, а на кулачках резцовой головки установлены резцедержатели с возможностью перемещения от введенных в машину редуктора и рейки, связанной с подвижной поперечиной, при этом машина также снаблсена приводом с редуктором,одна из шестерен которого установлена с возможностью взаимодействия с резьбой, выполненной на хвостовике рейки. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР 561587, кл. В 23 В 31/04, 1974.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2023538C1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок для отрезки литников и прибылей | 1980 |
|
SU942892A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |