Известны устройства для загрузки рабочей зоны бесцентровошлифовального станка, состоящие из бункера элеваторного типа, предказначеиного для подъема и подачи заготовок в рабочую зону станка, механизма загрузки к выгрузки заготовок и отводного лотка. Управление автоматизированным циклом производится при помощи пневмораспределительной коробки.
В известных автоматизированных станках обработанная деталь из зоны обработки по отводному лотку поступает в ориентированном положении непосредственно на транспортную ленту элеваторного подавателя.
Предлагаемое устройство отличается от известных тем, что бункер с распределительным механизмом связан с механизмом приема и удержания заготовок на рабочей позиции пневматической связью, получающей командные сигналы от золотникового распределительного механизма. Такое выполнение устройства обеспечивает непрерывную и согласованную работу бункера и механизма приема и удержания заготовок на рабочей позиции.
Зубья диска распределительного механизма могут быть выполнены разновысокими. Это препятствует образованию свода.
тельно горизонтально оси. Это позволяет удалять наполненные полуфабрикатами кассеты с позиции выгрузки и подавать заготовки на дальнейщую обработку.
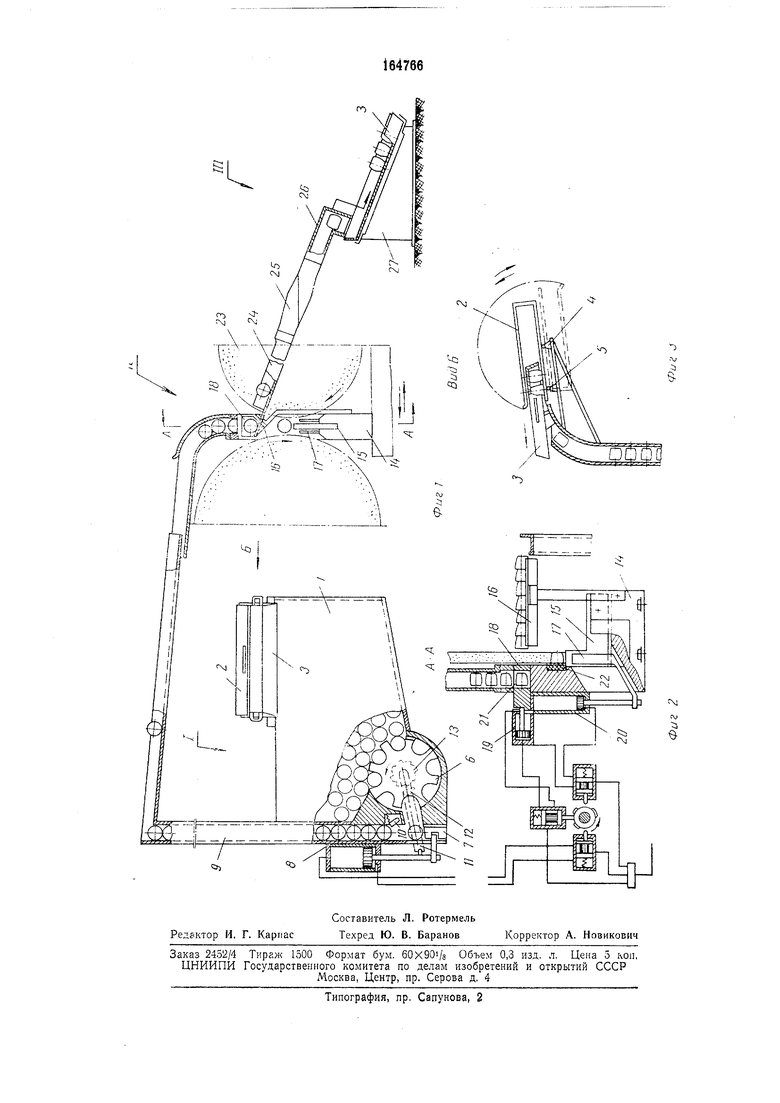
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 дан разрез механизма загрузки и выгрузки заготовок по А-А; на фиг. 3 - вид механизма выгрузки по стрелке Б.
Устройство включает бункер с распределительным механизмом /, механизм загрузки и выгрузки заготовок 11, гравитационный укладчик роликов в кассеты после обработкн ///. Бункер / загружается заготовками пди помощи короба 2 в ориентированном положении. Вначале в короб 2 вводится кассета 3 с заготовками, затем короб поворачивается на 180° вокруг горизонтальной оси 4 до упора 5 (см. фиг. 3), кассета 3 извлекается, и заготовки, сдвигаемые задней стенкой кассеты, в ориентированном положении направляются в бункер 1 при помощи изогнутых стенок. Из бункера заготовка выдается диском 6 на толкатель 7, который под действием пневмоцилиндра 8 подает ее вверх по каналу 9, где она удерживается отсекателем 10.
Одновременно с подачей заготовки вверх поворачивается рычаг //с собачкой 12 до захвата собачкой зуба на храповике 13, котоПри обратном движении поршня цилиндра 8 диск 6 поворачивается и выдает на толкатель 7 новую заготовку.
Для устранения сводообразовання зубья диска 6 выполнены с занижением через одни зуб.
Механизм загрузки и выгрузки заготовок // устанавливается на подвижной каретке ведущего круга и состоит нз суппорта 14, на котором смонтирован нож 15, лоток 16 отвода обработанных изделий, вилка 17 и толкатель IS, взаимодействующие со штокамн пневмоцилнндроБ 19 и 20.
На позиции загрузки-выгрузки толкатель 18 принимает в окно 21 заготовку, поданную из короба, и передает ее на поднявшуюся до уровня этой позиции вилку 17, охватывающую нож 15.
После этого вилка с заготовкой опускается до уровня позиции шлифования, заготовка упирается на нож 15 в ориентированном положении и в дальнейшем при обработке заготовки располагается на ноже 15 и упоре 22. Одновременно с этим подводится шлифовальный круг 23, заготовка обрабатывается, затем поднимается с ножа /5 вилкой 17 до уровня позиции выгрузки и сталкивается толкателем 18 на лоток 16. Круг 23 при этом отводится.
Гравитационный укладчик обработанных изделий в кассеты состоит из лотка 24, смонтированного наклонно на станине станка со стороны рабочего места. Лоток имеет прямой участок 25, спиральный 26 для разворота изделий на торец поворотом на 90° и угловой участок 27, с помощью уголка которого изделие направляется в кассету 3. При падении в кассету на торец изделие двигается по паклонному дну до упора в борт кассеты или п ранее упавшие изделия.
Предмет изобретения
1: Устройство для загрузки рабочей зоны бесцентровошлифовального станка, состоящее из бункера с дисковым распределительным механизмом, механизма для приема, удержания на рабочей позиции и удаления с этой
позиции заготовки в кассету и механизма для выгрузки из кассеты полуфабриката, отличающееся тем, что, с целью непрерывной согласованной работы бункера и механизма приема и удержания заготовок на эабочей
позиции, механизм приема связан с бункером пневматической связью, получающей командные сигналы от золотникового распределительного устройства.
2.Устройство по п. 1, отличающееся тем, что с целью раз-рушения свода, зубья диска выполнены разновысокими.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью удаления наполненных кассет с позиции выгрузки и для подачи заготовок на дальнейшую обработку, механизм выгрузки выполнен в виде короба, в который вводится кассета, выгружаемая путем поворота короба относительно горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ И ВЫГРУЗКИ ИЗДЕЛИЙ ПРИ ВРЕЗНОМ ШЛИФОВАИИИ НА БЕСЦЕНТРОВО-ШЛИФОВАЛЬНОМСТАНКЕ | 1971 |
|
SU425761A1 |
| Загрузочное устройство к резьбонакатному станку | 1988 |
|
SU1632595A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для загрузки и выгрузки изделий при врезном шлифовании на бесцентрово-шлифовальном станке | 1960 |
|
SU138501A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Устройство для формования стеклоизделий | 1977 |
|
SU710992A1 |
| Ведущий круг бесцентрово-шлифовального стайка | 1961 |
|
SU144422A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для групповой обработки деталей | 1990 |
|
SU1815154A1 |