Изобретение относится к электротехнике, а именно к электромашиностроению, и касается технологии изготовления корот- козамкнутых роторов.
Цель изобретения - упрощение технологии изготовления.
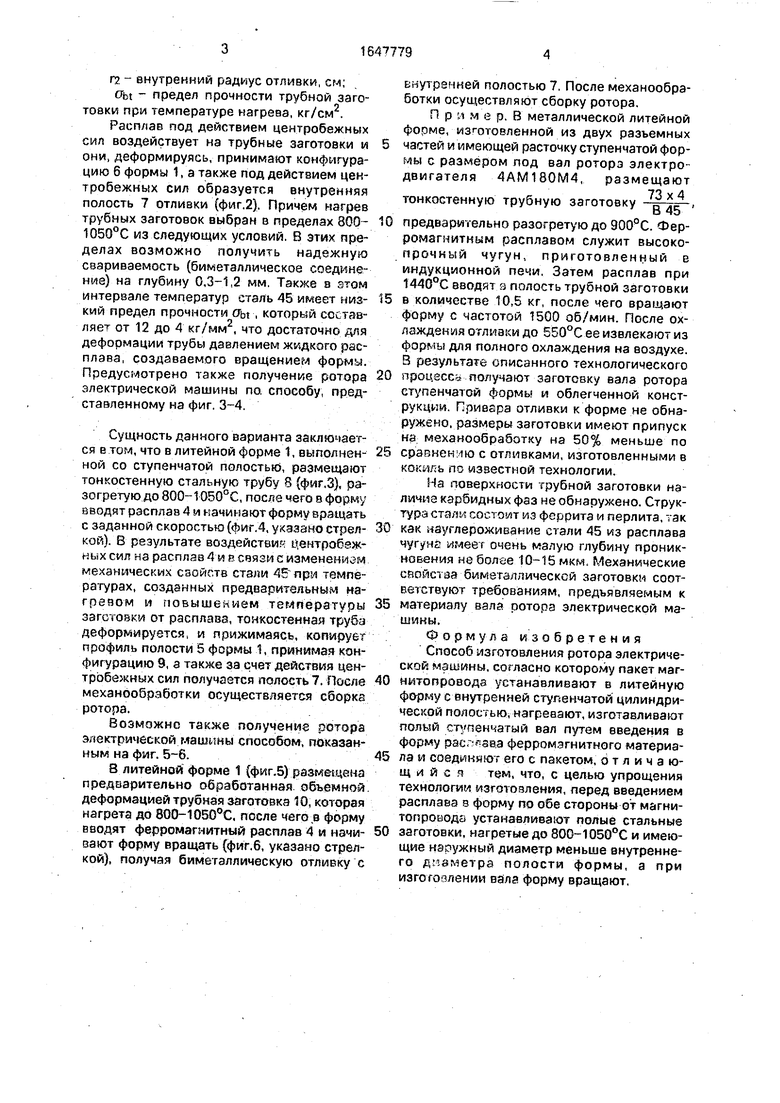
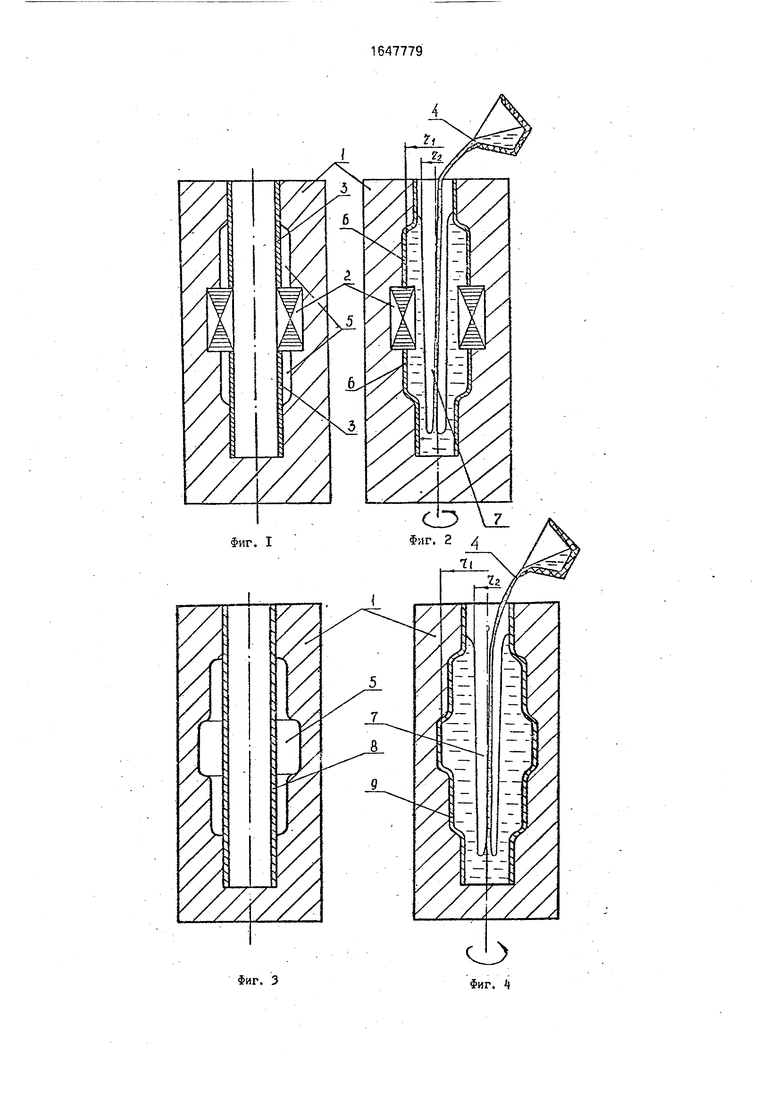
На фиг. 1 и 2 показан вариант размещения пакета магнитопровода и двух трубных заготовок; на фиг. 3 и 4 - вариант стгльной прямой трубной заготовки; на фиг. 5 и 6 - вариант стальной трубной заготовки ступенчатой формы.
На фиг. 1-6 изображены металлическая литейная форма 1, пакет магнитопровода ротора 2, стальные тонкостенные трубные заготовки 3, ферромагнитный расплав 4, полость 5 формы,трубные заготовки 6 после деформации, полость 7 отливки, прямая стальная тонкостенная трубная заготовка 8, стальная труба 9 после воздействия давлением расплава, стальная трубная заготовка 10 ступенчатой формы.
Способ изготовления ротора электрической машины (фиг. 1-2) заключается в следующем. В металлической литейной форме 1 размещают пакет магнитопровода ротора 2 и тонкостенные стальные трубные заготовки 3, при этом пакет разогревают до 800-950°С, а трубные заготовки - до 800- 1050°С. После этого в полость формы вводят ферромагнитный расплав 4, например, из высокопрочного чугуна или стали. Расплав вводят при температуре 1300-1650°С, после форму 1 вращают с частотой, соответствующей выражению;
о) V оы 3 g
y(rj-ri)
Частота вращения формы определяется из условий:
(rf-фгоь,.
Р
Зд
w
fe
г
vj v| vj О
где Р - давление вращающегося металла, кг/см ;
о)- частота вращения,
у-удельный вес расплава, кг/см3;
g - ускорение силы тяжести, см/с ;
П - наружный радиус отливки, смг - внутренний радиус отливки, см; obt - предел прочности трубной заготовки при температуре нагрева, кг/см2.
Расплав под действием центробежных сил воздействует на трубные заготовки и они, деформируясь, принимают конфигурацию 6 формы 1, а также под действием центробежных сил образуется внутренняя полость 7 отливки (фиг.2). Причем нагрев трубных заготовок выбран в пределах 800- 1050°С из следующих условий. В этих пределах возможно получить надежную свариваемость (биметаллическое соединение) на глубину 0,3-1,2 мм. Также в этом интервале температур сталь 45 имеет низкий предел прочности , который составляет от 12 до 4 кг/мм2, что достаточно для деформации трубы давлением жидкого расплава, создаваемого вращением формы. Предусмотрено также получение ротора электрической машины по способу, представленному на фиг, 3-4.
Сущность данного варианта заключается в том, что в литейной форме 1, выполненной со ступенчатой полостью, размещают тонкостенную стальную трубу 8 (фиг.З), разогретую до 800-1050°С, после чего в форму вводят расплав 4 м начинают форму вращать с заданной скоростью (Фиг.4, указано стрелкой). В результате воздействие- центробежных сил на расплав 4 и Е связи с изменением механических свойств стали температурах, созданных предварительным иа- греэом и повышением температуры заготовки от расплава, тонкостенная труба деформируется, и прижимаясь, копирует профиль полости 5 формы 1, принимая кон- Фигурацию 9, а также за счет действия центробежных сил получается полость 7. После механообработки осуществляется сборка ротора.
Возможно также получение ротора электрической машины способом, показанным на фиг. .
8 литейной форме 1 (фиг.5) размещена предварительно обработанная объемной деформацией трубная заготовка 10, которая нагрета до 800-1050°С, после чего в форму вводят ферромагнитный расплав 4 и начи- вают форму вращать (фиг.б, указано стрелкой), получая биметаллическую отливку с
внутренней полостью 7, После механообработки осуществляют сборку ротора.
П р л м е р. В металлической литейной форме, изготовленной из двух разъемных частей и имеющей расточку ступенчатой формы с размером под вал роторэ электродвигателя 4АМ180М4, размещают
73 х 4 тонкостенную трубную заготовку -ЕГлЕ
0 предварительно разогретую до 900°С. Ферромагнитным расплавом служит высокопрочный чугун, приготовленный в индукционной печи. Затем расплав при 1440°С вводят з полость трубной заготовки
5 в количестве 10,5 кг, после чего вращают форму с частотой 1500 об/мин. После охлаждения отлиаки до 550°С ее извлекают из формы для полного охлаждения на воздухе. В результате описанного технологического
0 процесс получают заготовку вала ротора ступенчатой формы и облегченной конструкции. Привара отливки к форме не обнаружено, размеры заготовки имеют припуск на механообработку на 50% меньше по
5 сравнению с отливками, изготовленными в кокиль по мззестной технологии.
На поверхности трубной заготовки наличие карбидных фаз не обнаружено. Структура стада состоит из феррита и перлита, так
0 как науглероживание стали 45 из расплава чугуна имеег очень малую глубину проникновения не более 10-15 мкм. Механические свойства биметаллической заготовки соответствуют требованиям, предъявляемым к
5 материалу вала ротора электрической машины.
Формула изобретения Способ изготовления ротора электрической машины, согласно которому пакет маг0 нитопровода устанавливают в литейную форму с внутренней ступенчатой цилиндрической полостью, нагревают, изготавливают полый ступенчатый вал путем введения в форму раег-гзва ферромагнитного материа5 ла и соединяют его с пакетом, отличающийся тем, что, с целью упрощения технологии изготовления, перед введением расплава в форму по обе стороны от магни- топровода устанавливают полые стальные
0 заготовки, нагретые до 800-1050°С и имеющие наружный диаметр меньше внутреннего дпвметра полости формы, а при изготовлении вала форму вращают.
Фиг. 3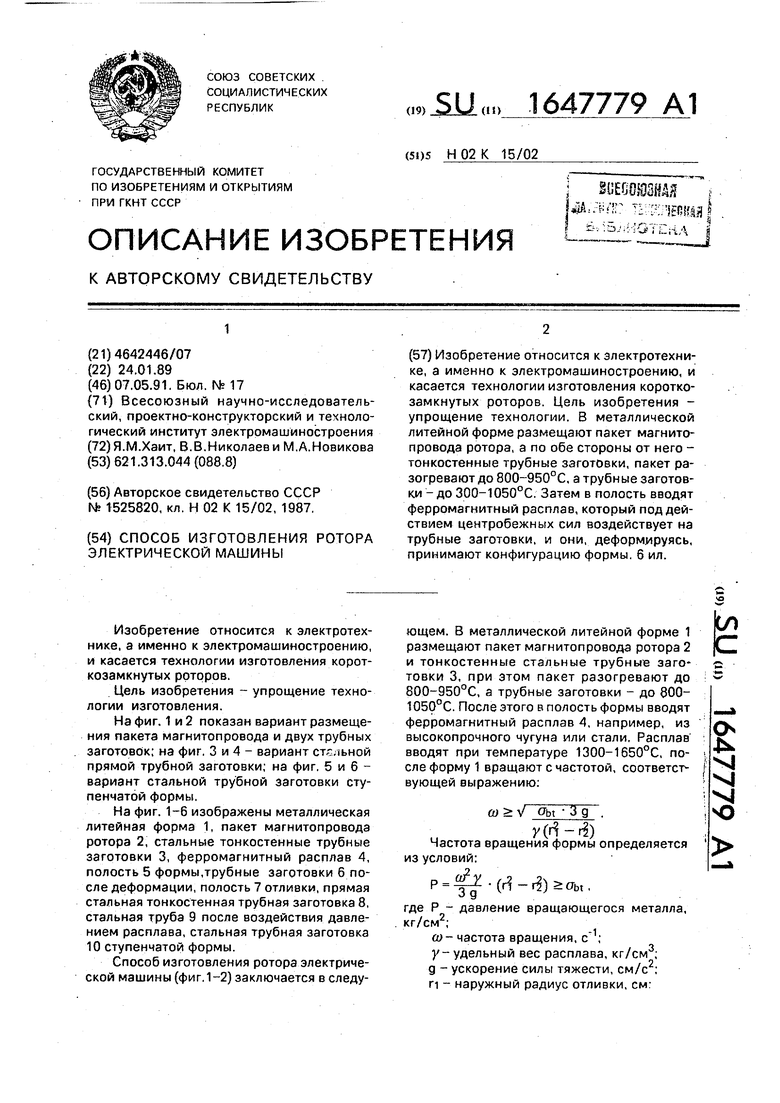
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины | 1989 |
|
SU1809499A1 |
| Способ изготовления ротора электрической машины | 1987 |
|
SU1511811A2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ | 2016 |
|
RU2643850C1 |
| Способ изготовления ротора асинхронной электрической машины | 1987 |
|
SU1525820A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ | 2010 |
|
RU2443505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ТОНКОСТЕННЫХ ВЫСОКОПРОЧНЫХ КОРПУСОВ | 2009 |
|
RU2429939C2 |
| Ротор асинхронной машины и способ его изготовления | 1988 |
|
SU1585867A1 |
| Способ получения биметаллических отливок | 1985 |
|
SU1286343A1 |
Изобретение относится к электротехнике, а именно к электромашиностроению, и касается технологии изготовления коротко- замкнутых роторов. Цель изобретения - упрощение технологии. В металлической литейной форме размещают пакет магнито- провода ротора, а по обе стороны от него - тонкостенные трубные заготовки, пакет разогревают до 800-950°С, а трубные заготовки -до 300-1050°С. Затем в полость вводят ферромагнитный расплав, который под действием центробежных сил воздействует на трубные заготовки, и они, деформируясь, принимают конфигурацию формы. 6 ил.
§иг. 5
Фиг. 6
| Способ изготовления ротора асинхронной электрической машины | 1987 |
|
SU1525820A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
