Фцг.2
Изобретение относится к электротехнической промышленности, в частности к конструкции и технологии изготовления роторов асинхронных машин.
Целью изобретения является упрощение технологии изготовления.
На фиг. 1 изображен ротор асинхронной машины; на фиг. 2 - схема процесса формирования вала ротора.
Ротор асинхронной машины состоит из ; вала 1, выполненного из высокопрочного чугуна, монолитного ярма 2 из ферромаг- нитного материала и шихтованной зубцо- вой зоны 3.
I Соединение ярма 2 с валом 1 и зубцовой : зоной 3 выполнено с образованием биметаллических пар, например, с помощью литья,
Изготовление ротора асинхронной ма- : шины производится в следующей последо- i вательности.
: Литейную форму 4 с размещенной и предварительно нагретой до 500-650°С шихтованной зубцовой зоной 3 вращают и в полость 5, формирующую ярмо 2, заливают под слой флюса расплав 6 ферромагнит- ной стали, по свойствам близкой к материалу шихтованной зубцовой зоны 3, перегретый на 20°С выше температуры ликвидуса. После этого создают выдержку и . охлаждают внутреннюю поверхность ярма 2 на 80-120°С ниже температуры солиду- са. Затем в полость 7, образованную враща- ющейся формой 4 и внутренней поверхностью ярма 2, заливают расплав высокопрочного чугуна, перегретого до 1440- 1460°С. Вращение формы 4 производят до затвердевания металла.
Выполнением ротора биметаллическим обеспечивают упрощение технологии изготовления, экономию высококачественных металлов и сплавов за счет раздельного получения отливки ярма из ферромагнитного материала с близкими к шихтованному цилиндру свойствами на его внутренннэю поверхность и последующей отливки вала из высокопрочного чугуна на внутреннкэю поверхность ярма.
Заливая в полость вращающейся формы на поверхность зубцовой зоны расплав ферромагнитного материала с близкими к материалу шихтованного цилиндра свойствами, обеспечивают прочное соединение ярма с зубцовой зоной за счет сплавления с материалом зубцового слоя.
Заливкой ферромагнитного сплава под слой флюса обеспечивают надежное соединение его с материалом шихтованного цилиндра за счет предотвращения окисления
его поверхности, предварительно нагретой до 600°С.
Заливая полость ярма расплавом, перегретым на 20°С выше температуры ликвиду- са, достигают заполнение щелей на шихтованной поверхности зубцовой зоны расплавом, обеспечивая соединение ярма с материалом зубцового слоя.
Создавая выдержку после заливки фер- 0 ромагнитного сплава, обеспечивают затвердевание ярма за счет кристаллизации по всему объему отливки.
Охлаждая внутреннюю поверхность ярма на 80-120°С ниже температуры солиду- 5 са, достигают образования корочки, формирующей твердую поверхность отливки ярма. При охлаждении менее 80°С ниже температуры солидуса формируется неустойчивая корочка ярма, не готовая для 0 заливки последующего сплава материала вала. Охлаждение более 120°С нецелесообразно вследствие существенных потерь времени и снижения производительности.
Заливкой в полость вращающейся фор- 5 мы высокопрочного чугуна осуществляют формирование отливки вала. При заливке перегретого до 1440-1460° чугуна достигается заполнение всей полости вала и обеспечивается прочное соединение сплава с 0 ферромагнитным материалом залитого ярма. При перегреве ниже 1440°С прочного соединения с материалом ярма не достигают за счет потерь тепла на нагрев охлажденной поверхности ярма и потерь при заливке. 5 Заливку чугуна, перегретого выше 1460°С, вести нецелесообразно за счет увеличения энергозатрат на поддержание высокой температуры.
Продолжая вращение формы до затвер- 0 девания металла, обеспечивают формирование отливки вала за счет затвердевания высокопрочного чугуна по всему объему без раковин, газовых включений , рыхлот и других дефектов. 5Формула изобретения
1. Ротор асинхронной машины, содержащий вал, шихтованную зубцовую зону и монолитное ярмо из ферромагнитного материала, соединенное с валом и зубцовой зо- 0 ной, отличающийся тем, что, с целью упрощения технологии изготовления, вал выполнен из высокопрочного чугуна, а соединение ярма выполнено с образованием биметаллических пар.
52. Способ изготовления ротора асинхронной машины, по которому ярмо формируют путем заливки ферромагнитного материала в шихтованную зубцовую зону в литейной форме, отличающийся тем, что, с цельюупрощения технологии изготовления, ферромагнитный материал, перегретый на выше температуры ликвидуса, заливают во вращающуюся форму под слой флюса, после выдержки охлаждают внутреннюю поверхность ярма на 80-120°С ниже температуры солидуса, после
производят заливку в полость, образованную вращающейся формой и внутренней поверхностью ярма, расплава высокопрочного чугуна для формирования вала, а вращение формы производят до затвердевания металла.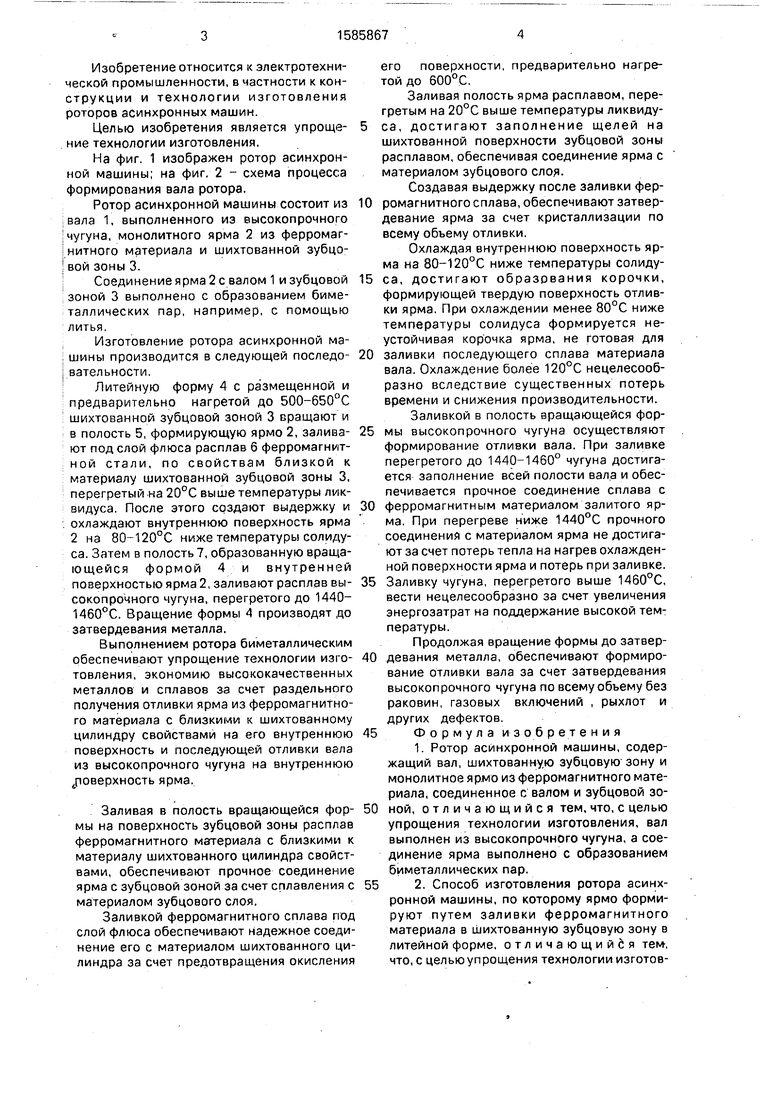
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины | 1987 |
|
SU1511811A2 |
| Способ изготовления ротора асинхронной электрической машины | 1987 |
|
SU1525820A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| Способ центробежного литья двухслойных чугунных валков | 1983 |
|
SU1135540A1 |
| Способ изготовления магнитопровода электрической машины | 1983 |
|
SU1100687A1 |
| Способ изготовления ротора электрической машины | 1989 |
|
SU1809499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| СПОСОБ ОЧИСТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2415733C1 |
Изобретение относится к электротехнической промышленности, в частности к конструкции и технологии изготовления роторов асинхронных машин. Целью изобретения является упрощение технологии изготовления. Ротор асинхронной машины состоит из вала, выполненного из высокопрочного чугуна, монолитного ярма из ферромагнитного материала и шихтованной зубцовой зоны 3. Соединение ярма с валом и зубцовой зоной выполнено с образованием биметаллических пар. Литейную форму 4 с размещенной и предварительно нагретой зубцовой зоной 3 вращают и в полость 5 заливают под слой флюса расплав ферромагнитной стали, перегретый на 20°С выше температуры ликвидуса. После этого создают выдержку и охлаждают внутреннюю поверхность ярма на 80 - 120°С ниже температуры солидуса. Затем в полость 7 заливают расплав высокопрочного чугуна, перегретого до 1440 - 1460°С. Вращение формы производят до затвердевания металла. 2 с.п. ф-лы, 2 ил.
Фи8.1
| Виноградов Н.В | |||
| Производство электрических машин | |||
| М.: Энергия | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Технология производства асинхронных двигателей | |||
| М.: Энергия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Способ изготовления магнитопровода электрической машины | 1983 |
|
SU1100687A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
