Устройства для шлифования внутренней цилиндрической поверхности, в которых применено несколько расположенных во вращающемся корпусе щлифовальных головок, абразивные круги которых в процессе планетарного движения получают одновременную и одинаковую радиальную подачу, известны.
Отличительной особенностью предлагаемого устройства является соединение полого вала корпуса, несущего шлифовальные головки, с выходным валом-шестерней дифференциального редуктора и пропущенного через полый вал вала механизма радиальной подачи абразивных кругов с валом ведущей шестерни редуктора посредством сферических шарниров. Такая конструкция предлагаемого устройства обеспечивает в процессе работы самоустановку абразивных кругов головок по обрабатываемому отверстию и повышает качество обработки отверстия.
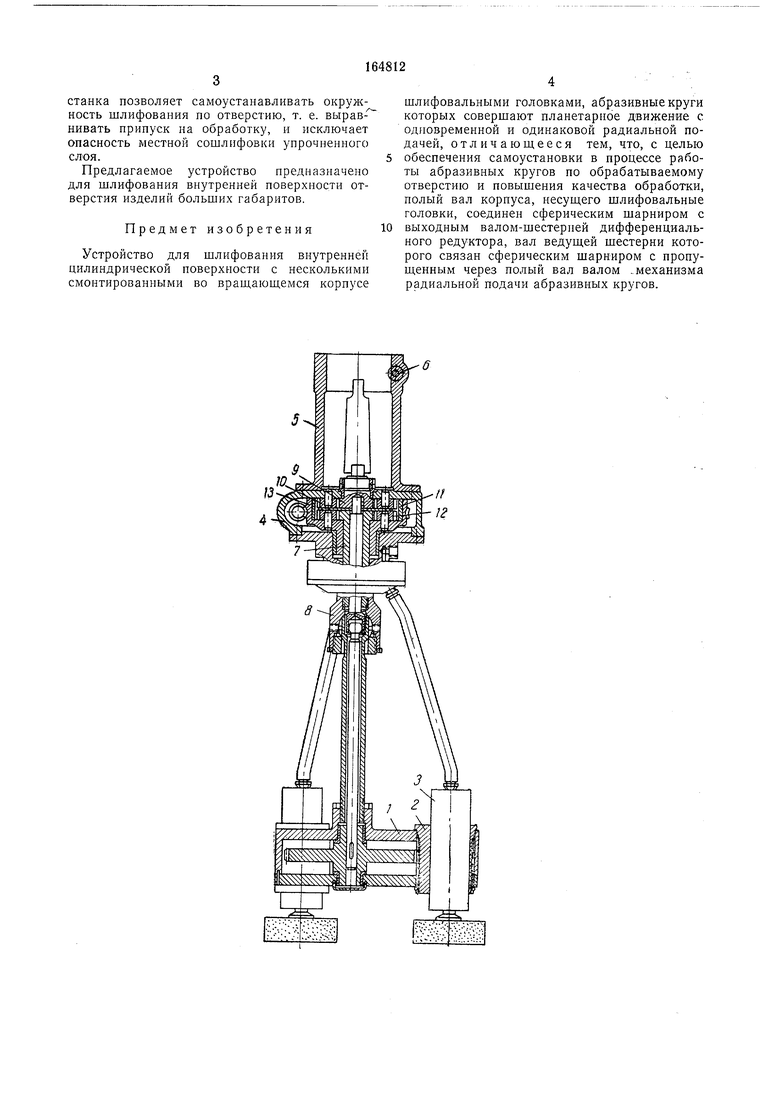
На чертеже изображено устройство для шлифования внутренней цилиндрической поверхности.
В корпусе 1 устройства, связанном шарнирно с приводным валом, например со шпинделем какого-либо станка, могут поворачиваться эксцентриковые втулки 2 с жестко закрепленными в них пневматическими шлифовальными головками 3 с самостоятельным приводом абразивных кругов. От приводного вала абразивные круги получают круговое движение вместе с корпусом и осевую подачу. Одновременная и одинаковая радиальная подача шлифовальных кругов осуществляется при помощи дифференциального редуктора 4, корпус которого с помощью стакана 5 и сухарей 6 зажимается на пиноли станка. Выходной вал 7 редуктора сферическим шарниром 8 связан с валом корпуса шлифовальных головок. Редуктор служит для раздвижения (или сблил ения) шлифовальных головок во время вращения корпуса. Вал ведущей шестерни 9 редуктора связан сферическим шарниром с валом механизма радиальной подачи абразивных кругов.
Сжатый воздух подают к шлифовальным головкам, в результате абразивные круги начинают вращаться со скоростью резания. Затем включается вращение шпинделя станка,
которое передается ведущей шестерне, шестерням 10, колесу 11, сателлитам 12 и валушестерне редуктора. При этом вследствие неподвижности червячного колеса 13, являющегося водилом, дифференциальный редуктор
работает как простой с передаточным отношением.
Благодаря шлифовальным головкам траекторияшлифования всегда круговая, независимо от формы обрабатываемого отверстия, а
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1990 |
|
SU1780997A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2079399C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
