Изобретение относится к области станкостроения и может быть использовано для обработки деталей большой длины фигурного профиля.
Известен станок, содержащий станину, на которой установлена шлифовальная бабка с двумя шлифовальными головками, закрепленное между последними и передней бабкой устройство для базирования детали, а также механизмы радиальных колебаний шлифовальных бабок и продольной подачи передней бабки, при этом механизм радиальных колебаний каждой шлифовальной бабки кинематически связан через введенный- в станок редуктор с механизмом продольной подачи передней бабки,
выполненным в виде цепной передачи, кроме того, механизм радиальных колебаний выполнен в виде кулачка.
Недостатком станка является невысокая производительность.
Целью изобретения является повышение производительности обработки и уменьшения габаритов.
Поставленная цель достигается тем, что станок для шлифования наружной поверхности вращения длинномерных деталей, содержащий станину, на которой установлена шлифовальная бабка с двумя шлифовальными головками. закрепленное между последними и передней бабкой устройство для базирования детали, а также механизмы р
1
00
о о ю
иальных колебаний шлифовальных бабок и родольной подачи передней бабки, при том механизм радиальных колебаний кажой шлифовальной бабки связан через ввеенный в станок редуктор с механизмом родольной подачи передней бабки, выполенным в виде цепной передачи, а мехаизм радиальных колебаний выполнен в виде кулачка, согласно изобретению, станок снабжен обгонной муфтой, смонтированной на приводном валу механизма продольной подачи передней бабки, и приводом обратного хода, связанным с упомянутым валом.
Кроме того, кулачок механизма радильных колебаний выполнен в виде цилиндра с винтовым пазом,предназначенным для размещения в нем ролика шлифовальной головки.
На фиг.1 изображен станок, вид сбоку; на фиг.2 - то же, вид сверху.
Станок содержит смонтированную на станине 1 шлифовальную бабку 2, состоящую из двух шлифовальных головок 3 с фланцевыми электродвигателями 4 и абразивными кругами 5, кинематически связанными с роликами б, установленным и находящимся в соприкосновении с винтовым пазом цилиндрического кулачка радиальных колебаний 7, а также фильеру 8,
При вращении кулачков 7 обеспечиваются радиальные колебания головок 3. На станине установлены направляющие 9, закрепленные на опорах 10. На направляющих установлена передняя бабка 11 с электродвигателем 12, приводящим во вращение патрон 13 с закрепленной в нем об,- рабатываемой деталью 14.
На передней бабке 11 расположен шпиндель 15 и на ней же закреппена цепь 16, охватывающая звезду 17, расположенную на валу 18. На нем же установлена обгонная муфта 19, соединяющая его с мотор-редуктором 20 и механизмом обратного хода 21. Вал 18 через редуктор 22, в котором расположены шестеренки 23 и 24, связан с кулачком 7.
Станок работает следующим образом.
Обрабатываемую деталь вручную пропускают через шпиндель 15 передней бабки и через фильеру 8 шлифовальной бабки до- упора а абразивные круги и закрепляют обрабатываемую деталь в патроне 13. Включив мотор-редуктор 20 соединенный с валом 18, на котором находится звездочка цепной передачи, закрепленной на передней бабке 11, осуществляют продольную подачу обрабатываемой детали. При этом одновременно включают электродвигатели 4 вращения абразивных кругов 5 и обрабатываемую деталь 14. Вал 18, с посаженной на него звездочкой 17, через редуктор кинематически связан с кулачками 7, которые, вращаясь, раздвигают шлифовальные голо- вки и обеспечивают фигурную обработку детали.
После окончания обработки включается механизм обратного хода 21, при этом обгонная муфта 19 разъединяет вал 18 и мо- тор-редуктор 20.
В предлагаемой конструкции угол сбега кулачка определяется по формуле
15
а -
П-360-l ;Zi 13 Za Z2
где п - количество полных оборотов кулачка, а- рабочий сбег кулачка, Zi - число зубьев шестеренки 23 редук- тора 22,
7.1 - число зубьев шестеренки 24 редуктора 22,
Z3 - число зубьев звездочки 17 цепной передачи, т.3- шаг звездочки 17,
I - длина обрабатываемой детали. При условии постоянства величин 1, т.з и Zs, переменной величиной остается соотношениеn -Zi
Z2
Таким образом, повышение производительности труда достигается путем увеличения скорости обратного хода и увеличения чистоты обработки с RZ 80 до RZ 20, а увеличение возможности поворота кулачка больше, чем на один оборот (т.е. увеличение числа п) позволяет уменьшить габариты редуктора 22 и кулачка 7, за счёт пропорцио- нального уменьшения числу оборота числа зубьев шестеренки.
Формула изобретения
1.Станок для шлифования наружной поверхности вращения длинномерных деталей, содержащий шлифовальную бабку с двумя голосками, устройство для базирования детали, переднюю бабку с механизмом
ее продольной подачи, приводной вал которого кинематически связан с механизмом радиальных колебаний головок, включающим кулачок,отличающийся тем,что, с целью повышения производительности
обработки, станок Снабжен обгонной муфтой, смонтированной на приводном валу ме- ханизма продольной подачи передней бабки, и приводом обратного хода, связанным с упомянутым взлом.
517809976
2.Станок по п.1,отличающийся выполнен в виде цилиндра с винтовым па- тем, что, с целью уменьшения габаритов, зом, предназначенным для размещения в кулачок механизма радиальных колебаний нем ролика шлифовальной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1985 |
|
SU1278185A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| Металлорежущий станок для обработки тонкостенных цилиндрических деталей | 1982 |
|
SU1092011A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| Ленточно-шлифовальный станок для об-РАбОТКи лОпАТОК | 1978 |
|
SU837795A1 |
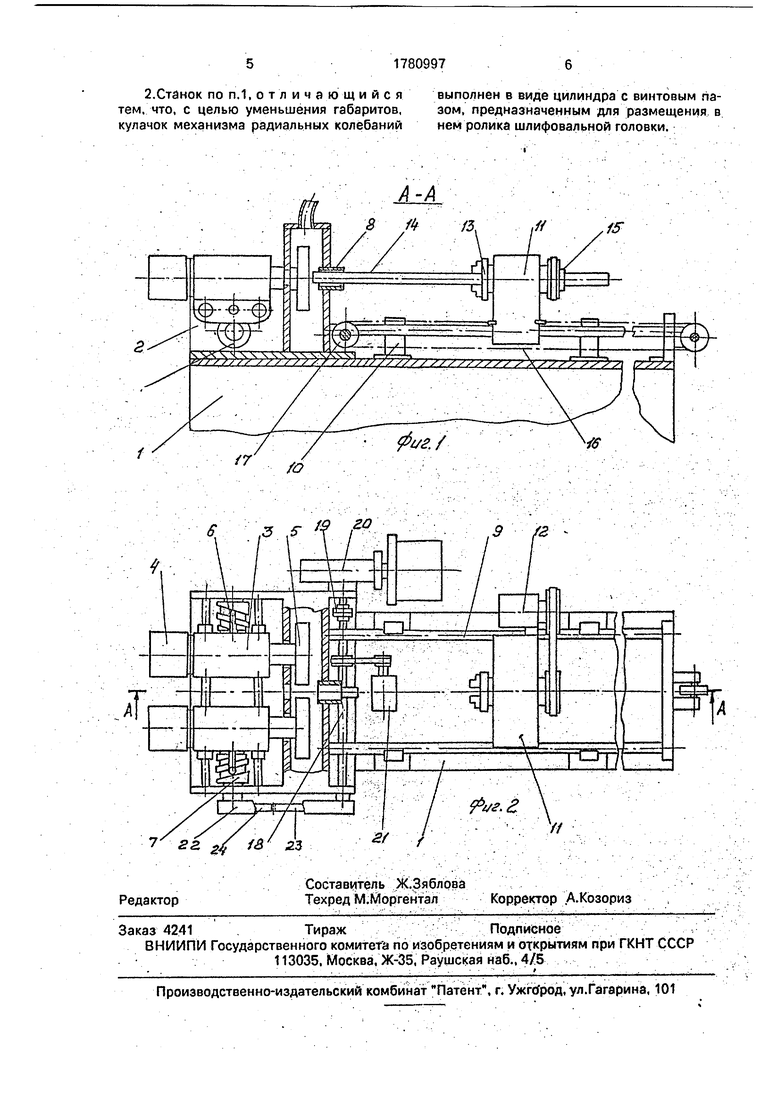
Использование: в станкостроении для обработки деталей большой длины фигурного профиля. Сущность: станок содержит смонтированную на станине 1 шлифовальную бабку, состоящую из двух шлифовальных головок 3 с фланцевыми электродвигателями 4 и абразивными кругами 5, кинематически связанными с роликом 6, установленным и находящимся в соприкосновении с винтовым пазом цилиндрического кулачка 7 механизма радиальных колебаний. При вращении кулачков 7 обеспечиваются радиальные колебания головок 3. На станине установлены направляющие 9, на которых установлена передняя бабка 11с электродвигателем 12 и патроном для закрепления обрабатывающей детали. На приводном валу 18 механизма подач передней бабки 11 установлена обгонная муфта 19, соединяющая его с мотор-редуктором 20 и механизмом обратного хода 21. Вал 18 через редуктор 22, Ё котором расположены шестерни 23 и 24, связан с кулачком 7, вы- полненным в виде цилиндра с винтовым пазом. 2 ил. сл
А-А
у/
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1985 |
|
SU1278185A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
