Изобретение относится к порошковой металлургии и может быть использовано для изготовления пористых порошковых материалов.
Цель изобретения - повышение качества изделия.
В предлагаемом способе, включающем v формование заготовки из порошка, спекание и обработку заготовки после спекания, заготовку формуют толщиной (100-400)D4, a после спекания обрабатывают наружные поверхности заготовки проволочным электроэрозионным инструментом на глубину (0,,5)ОЧ и разрезают на слои равной толщины (20-24)D4, причем диаметр инструмента выбирают в пределах (0,016-0.25)D4,
где Оч - средний диаметр частиц исходного порошка.
Пример. Из порошка любым известным способом (спеканием со свободной насыпкой, шликерным литьем, прокаткой, прессованием и т.п.) формуют заготовку толщиной (100-400)D4, где D4 - размер частиц порошка.
После формования заготовку спекают при оптимальной для данного материала температуре. После спекания наружные поверхности заготовки обрабатывают проволочным электроэрозионным инструментом на глубину (0,2-0,4)0Ч.
После обработки наружных поверхностей или одновременно с ней заготовку разрезают проволочным электроэрозионным
О 4 00
о со VJ
инструментом на слои равной толщины (20-24)0ч, причем разрезание можно производить одновременно несколькими инструментами. Проволочный электроэрозионный инструмент в отличие от других типов этого инструмента позволяет обрабатывать за один проход и с высокой производительностью протяженные поверхности - листы значительной ширины, трубы большой длины и т.п. Другим преимуществом электроэрозионного инструмента является, в отличие от любого вида механической обработки, отсутствие силового воздействия на обрабатываемую деталь, а значит и погрешностей в размерах и форме изделия, связанных с упругим действием материала, Кроме того, подбором режимов электроэрозионной обработки в соответствии с обрабатываемым материалом можно получить шероховатость поверхности лишь несколько хуже, чем при, например, шлифовании, зато гораздо более высокую точность формы поверхности (плоскостность, круглость,
прямолинейность и т.п.), чем при механической обработке.
Диаметр проволочного электроэрозионного инструмента выбирают в пределах
(0,016-0.25рч.
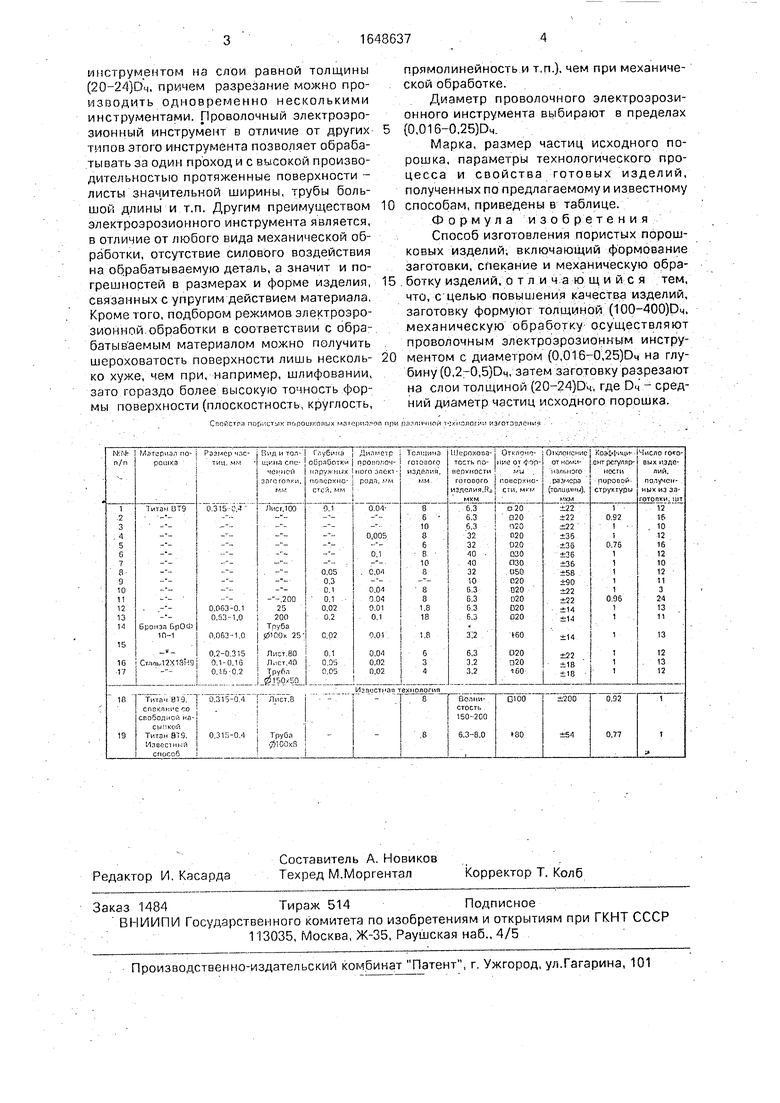
Марка, размер частиц исходного порошка, параметры технологического процесса и свойства готовых изделий, полученных по предлагаемому и известному
способам, приведены в таблице.
Формула изобретения Способ изготовления пористых порошковых изделий, включающий формование заготовки, спекание и механическую обработку изделий, отличающийся тем, что, с целью повышения качества изделий, заготовку формуют толщиной (100-400)0ч, механическую обработку осуществляют проволочным электроэрозионным инструментом с диаметром (0,016-0,25)D4 на глубину (Q,2-0,5)D4, затем заготовку разрезают на слои толщиной (20-24)D4, где D4 - средний диаметр частиц исходного порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| АДДИТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕЙ КЕРАМИКИ МЕТОДОМ ИСКРОВОГО ПЛАЗМЕННОГО СПЕКАНИЯ | 2021 |
|
RU2761813C1 |
| Способ изготовления плоских пористых порошковых изделий | 1989 |
|
SU1639889A1 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА ОСНОВЕ МЕДИ | 2021 |
|
RU2782861C1 |
| Способ изготовления спеченных редкоземельных магнитов мелких и средних типоразмеров | 2020 |
|
RU2746517C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОРИСТЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2022 |
|
RU2782390C1 |
| Способ изготовления трубчатых фильтрующих элементов | 2018 |
|
RU2699492C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ТУГОПЛАВКИХ КАРБИДОВ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2813271C1 |
| Способ формования заготовок изделий сложной формы из порошка кремния | 2019 |
|
RU2707307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВЕРГАЕМЫХ ХОЛОДНОЙ ОБРАБОТКЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА (ВАРИАНТЫ) | 2000 |
|
RU2245760C2 |
Изобретение относится к порошковой металлургии, в частности к производству пористых порошковых материалов, и может быть использовано для изготовления пористых изделий различного назначения повышенного качества путем обеспечения прецезионной точности размеров, формы и малой шероховатости поверхности при обеспечении равномерной пористости и одинаковых размеров пор по всей толщине изделия без снижения проницаемости, пористости и размеров пор. Способ включает формование заготовки из порошка, спекание и обработку заготовки после спекания, причем заготовку формуют толщиной
C WCTpri пор.хтых порошковых матери-Т пп при рт лм 1нол т хгалог и нзготзз/ь 1
| Шатт В | |||
| Порошковая металлургия М.: Металлургия, 1983, с.102 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕЛКОВОЙ КОРМОВОЙ ДОБАВКИ | 1999 |
|
RU2146097C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
