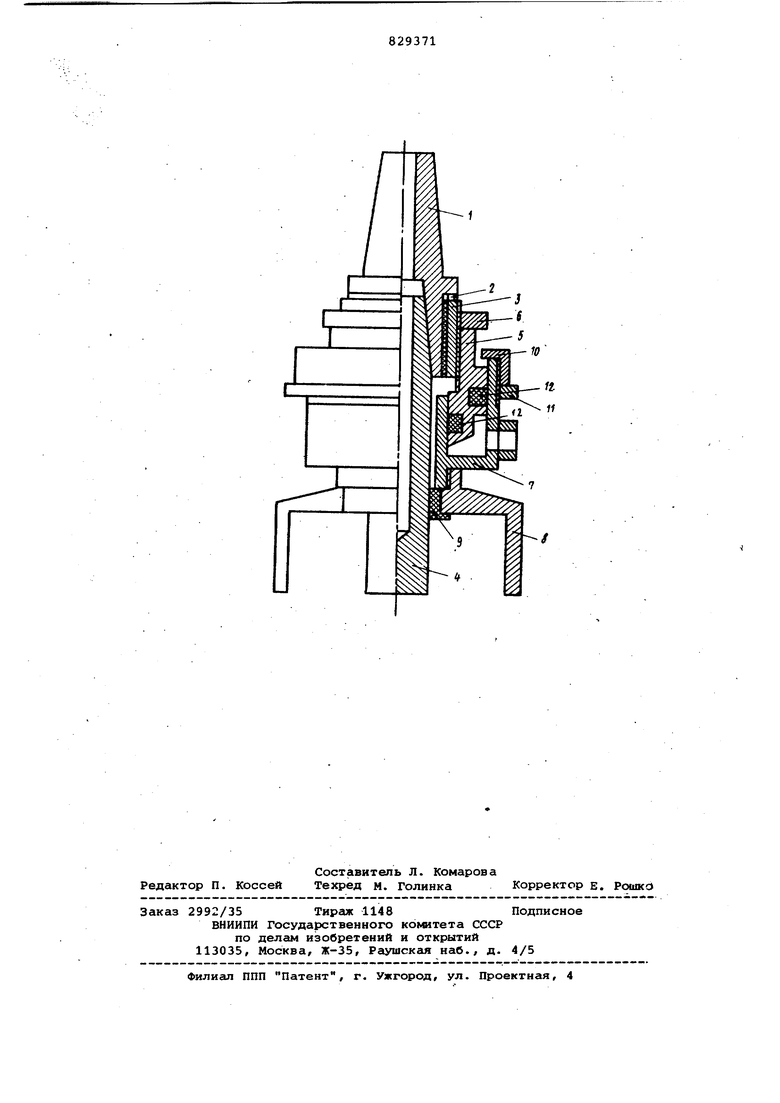
Изобретение относится к контактной точечной сварке, и может быть использовано в машиностроении. В технологии контактной точечной сварки обжатие периферии зоны формир вания соединения применяется с целью повышения устойчивости процесса свар ки. Известны электродр для контактной точечной сварки, содержащие токопроводящий стержень, обжимную втулку и упругий элемент электроды, повышают устойчивость формирования соединения Однако наличие упругого элемента большой жесткости (200-300 кГ/мм), величина предварительной деформации которого и определяет величину усилия на пуансоне, вызывает значительные отклонения усилия на электроде и пуансоне от заданных значений при сварке изделий. Это объясняется тем что величина вдавливания электродов и деформации сваривае 1Х деталей носят случайный характер. Отсутствие электрической изоляции контура приводит к шунтированию сварочного тока Все это снижает эффект обжатия как в области уплотняющего пояска, так и за зоной нагрева свариваемых.деталей, которое применяется для сближения свариваемых деталей при наличии упругих зазоров. Известен электрод для контактной точечной сварки, содержащий размещенный в корпусе упругий элемент, силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем токопроводящий с ержень 2. Однако этот электрод имеет низкую стабильность величины усилия на пуансоне и токопроводящем стержне, потому, что величина усилия на пуансоне определяется величиной деформации упругого элемента, т.е. величиной перемещения пуансона деформации упругого элемента, т.е. величиной перемещения луансона относительно токопроводящего стержня,.которая в реальном процессе точечной сварки является величиной случайной. Наличие упругого элемента большой жесткости делает этот электрод практически непригодным для обжатия свариваемых деталей за зоной нагрева с целью их сближения при наличии упругих зазоров, так KciK величина зазора носит случайных характер и может превышать допускаемую величину деформации упругого элемента. Кроме TOIXJ, отсутствие электрической изоляции силового пуансона от токопроводящих , деталей электрода приводит к шунтированию сварочного тока и нагреву пуансона. Эксплуатация данного электрода трудоемка, так как требует тщательной регулировки положения )абочей поверхности токопроводящего стержня относительно силового пуансона после каждой зачистки электрода и систематического контроля жесткости упругого элемента с применением специального сжимающего оборудования и приспособлений. Известен электрод для контактной точечной сварки, содержащий токопроводящую втулку, силовой пуансон и про ходящий сквозь отверстие в нем и изолированный от него токопроводящий стержень 3 . Однако данный электрод также требует контроля жесткости упругого элемента. Нестабильность величины усилия на токопроводящем стержне снижает качество сварного соединения. Целью изобретения является повышение качества сварного соединения. Эта цель достигается тем, что эле трод снабжен соединенным с силовым пуансоном гидроприводом, цилиндр которого выполнен в виде охватывающего токопроводящий стержень кольца с дву мя резьбовыми участками/ на одном из которых закреплен пуансон, а на другом - ограничительная и стопорная гайки, при этом в поршне гидропривод выполнены две смещенные относительно друг друга по его длине канавки с уплотнительными элементами, на одном из концов поршня на уровне входного отверстия цилиндра выполнена фигурна проточка, на другом его конце выполнена внутренняя резьба для соединения с токопроводящей втулкой, котора оснащена опорной гайкой, фиксирукицей поршень. На чертеже показан электрод с пуансоном для обжатия за зоной нагрева свариемых деталей. Электрод содержит сборную токопро водящую втулку 1, которая включает в себя напрессованную через изоляцио ную прокладку 2 обойму 3 с наружным резьбовым участком. В токопроводящую втулку 1 вставляется сменный раб чий токопроводящий стержень 4. На обойму 3 навинчен поршень 5 и зафиксирован гайкой 6. Цельный, кольцеобразный, двустенный цилиндр 7, на которой навинченыпуансон В, с впрессованной в него изоляционной втулкой 9, ограничительная 10 и стопорная 11 гайки, герметизирован с поршем уплот нениями 12. Электрод для контактной точечной сварки работает следующим образом. в камеру гидропривода постоянно подается рабочая жидкость с заданным . давлением, которое и определяет вели чину усилия на силовом пуансоне. При этом цилиндр 7 с пуансоном 8 находится в крайнем нижнем положении. Движение цилиндра 7 вниз ограничивается гайкой 10 и упорной плоскостью на поршне 5. Токопроводящий стержень 4 утопает относительно пуансона 8 на величину навинчивания поршня 5 на обойму 3. При сжатии свариваемых деталей они вначале сжимаютсл выступающим пуансоном 8, который по мере нарастания усилия сжатия вместе с цилиндром 7 перемещается вверх относительно токопроводящего стержня 4 и поршня 5. При этом усилие на пуансоне не изменяется. Во время подъема электрода после цикла сварки пуансон возвращается в крайнее нижнее положение. При повторении цикла сварки электрод работает в той же последовательности. Использование электрода обеспечивает стабильность усилия обжатия периферии и повышение качества сварного соединения. Формула изобретения Электрод для контактной точечной сварки, содержащий токопроводящую втулку, силовой пуансон и проходящий сквозь отверстие в нем и изолированный от него токопроводящий стержень, отлич ающийся тем, что, с целью повышения качества сварного соединения, электрод снабжен соединенным с силовым пуансоном гидроприводом. Цилиндр которого выполнен в виде охватыванадего токопроводящий стержень кольца с двумя резьбовыми участками, на одном из которых закрепленпуансон, а на другом - ограничительная и стопорная гайки, при этом в поршне гидропривода выполнены две смещенные относительно друг друга по его длине канавки с уплотнительными элементами, на одном из концов поршня на уровне Бхбдного отверстия цилиндра выполнена фигурная проточк , н ДРУгом его конце выполнена внутренняя резьба для соединения с токопроводящей втулкой, которая оснащена опорной Гс1йкой, фиксирующей поршень. Источники информации, принятые во внимание при экспертизе 1.Орлов Б.Д. и др. Технология и оборудование контактной сварки. М., Машиностроение, 1976, с. 153. 2.Авторское свидетельство СССР 479591, кл. В 23 К 11/30, 1973. 3.Авторское свидетельство СССР по заявке 2735444, кл. В 23 К 11/30, 12.03.79.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1734972A2 |
| Электрод для контактной точечной сварки | 1991 |
|
SU1811461A3 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829370A1 |
| Электродное устройство для контактной точечной сварки | 1990 |
|
SU1787724A1 |