Изобретение относится к области сварки, а именно к способу контактной точечной сварки деталей неравных толщин.
Целью изобретения является повышение качества сварного соединения.
На чертеже показана циклограмма контактной точечной сварки деталей неравных толщин, где приняты следующие условные обозначения.
FCB общее усилие сжатия деталей;
Рэ1. F32 усилие на токопроводящем электроде со стороны тонкой и толстой деталей;
Fen, Fo2 - усилие обжатия со стороны тонной и листовой деталей;
FK - общее ковочное усилие;
Fxi. Ьк2 - ковочное усилие на токопрово- аящчх электродах со стг-ооны тонкой и толстой деталей;
ti - время от момента начала сжатия деталей токопроводя цими электродами до момекта начала приложения усилия обжатия,
tc, - время от момента начала сжатия деталей до нзнзла импульса точа,
tee длительность импульса сварочного тока.
Детали сжимают токопроводящими электродами, прикладывают вокруг них дополнительное усилие обжатия, причем сумма усилий обжатия и на токопроводящем электроде в любой момент раэна общему усили-о С /.агиь детапей, и пропускают имО 00
К)
о
00 W
i
пульс сварочного тока, величину усилия обжатия со стороны тонкой детали задают из условия сварки двух тонких деталей, а со стороны толстой детали величину усилия обжатия задают меньшей, чем со стороны тонкой детали, на максимальную величину силы сопротивления деталей их прогибу в месте обжатия в пределах упругой деформации. При величине силы сопротивления деталей их прогибу в месте обжатия в пределах упругой деформации, равной усилию обжатия со стороны тонкой детали, обжатие осуществляют только со стороны тонкой детали.
При уменьшении усмпия обжатия со стороны толстой детали соответственно увеличивается усилие на токопроводящем электроде, что приводит к увеличению площади его контакта с деталью, а следовательно, - к увеличению теплоотвода и уменьшению зоны расплавления в толстой детали и увеличению проплавления тонкой детали. Таким образом, повышается качество сварного соединения
Формула изобретения
1,Способ контактной точечной сварки деталей неравных толщин, при котором детали сжимают токопроводящими электродами,
прикладывают вокруг них дополнительное усилие обжатия и пропускают импульсы сварочного тока, отличающийся тем, что, с целью повышеми&качества сварного соединения, величину усилия обжатия со стороны
тонкой детали задают из условия сварки двух тонких деталей, а со стороны толстой детали величину усилия обжатия задают меньшей, чем со стороны тонкой детали на максимальную величину силы сопротивления деталей их
прогибу в месте обжатия в пределах упругой деформации и соответственно увеличивают усилие на токопроводящем электроде на ту же величину.
2.Способ по п. 1, отличающийся тем, что при величине силы сопротивления
деталей их прогибу в месте обжатия в пределах упругой деформации, равной усилию обжатия со стороны тонкой детали, обжатие осуществляют только со стороны тонкой де- тали.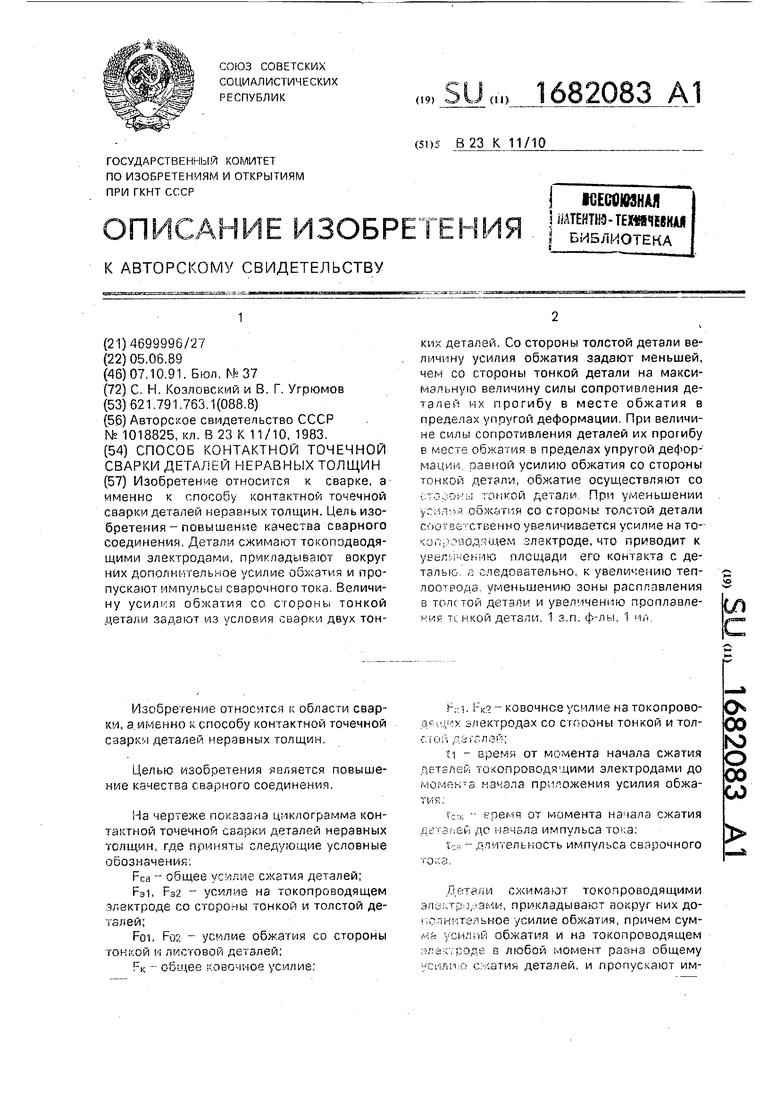

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Способ контактной точечной сварки деталей разной толщины | 1984 |
|
SU1186431A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной точечной сварки | 1989 |
|
SU1648677A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1738548A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1734972A2 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1031685A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1808574A1 |
Изобретение относится к сварке, а именно к способу контактной точечной сварки деталей неравных толщин. Цель изобретения - повышение качества сварного соединения. Детали сжимают токопздводя- щими электродами, прикладывают вокруг них дополнительное усилие обжатия и пропускают импульсы сварочного тока. Величину усилия обжатия со стороны тонкой детали задают из условия сварки двух тонких деталей. Со стороны толстой детали величину усилия обжатия задают меньшей, чем со стороны тонкой детали на максимальную величину силы сопротивления деталей их прогибу в месте обжатия в пределах упругой деформации. При величине силы сопротивления деталей их прогибу в месте обжатия в пределах упругой деформации, равной усилию обжатия со стороны тонкой детали, обжатие осуществляют со .торосы тонкой детали При уменьшении усилия обжатчя со стороны толстой детали соответственно увеличивается усилие на то- ко проводящем электроде, что приводит к увеличению площади его контакта с деталью а следовательно, к увеличению теп- поотеода, уменьшению зоны расплавления в толстой детали и увеличению лроплавле- НИР тснкой детали. 1 з.п. ф-лы, 1 Замеса
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
