(54) СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1982 |
|
SU1031685A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Способ контактной точечной сварки | 1988 |
|
SU1669666A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1750888A1 |
| Способ контактной точечной сварки | 1979 |
|
SU889337A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2226143C2 |
| Способ контактной точечной сварки | 1991 |
|
SU1825694A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
1
Изобретение относится к машиностроению и может быть использовано для получения неразъемных соединений деталей из металлов.
Известны способы контактной точечной сварки с использованием периферийного обжатия сварной точки. Данные способы нашли широкое применение при сварке жаропрочных сталей l .
Недостатками этих способов является то, что процесс формирования соединения с обжатием периферии протекает аналогично процессу без обжатия периферии, но с использованием электродов больших диаметров, что приводит к .значительному увеличению расхода электроэнергии и снижению эффекта подавления выплесков.
Известен способ контактной точечной сварки, котором cвapивaё tt Ie детали зажимают между электродами, создавая одновременно с электродным дополнительное периферийное усилие, и пропускают сварочный ток li .
Однако использование даннозго способа при сварке легких сплавов приводит к интенсивному вьвдавливанию метгшла из-под обжимной втулки, а при сварке жаропрочных сталей - к
:подгоранию электродов. В обоих случаях снижается эффективность процесН са нагрева вследствие увеличения площади начального контакта детальдеталь и снижения плотности тока, все это приводит к повышению рас- . хода электроэнергии, а также постоянное обжатие периферии снижает эффективность подавления конечных
0 выплесков, в особенности при сварке сталей электродами с плоской рабочей поверхностью вследствие увеличения начальной площади плавления металла.
Цель изобретения - повышение ка5чества сварных соединений.
Поставленная цель достигается тем, что начальное усилие на электродах принимают превышающим величину усилия на электродах при свар0ке деталей без периферийного обжатия, с момента включения сва- рочного тока усилие на электродах уменьшают, одновременно на та-, кую же величину увеличивают периферий5ное усилие, после выключения сварочного тока периферийное усилие уменьшают, а усилие на электродах увеличивают до перврначс1льного значения, Начальное периферийное усилие принимают равным 5-10% от усилия на
0
электродах, а усилие на эпектродах -10% превышающим усилие на электроах при сварке деталей без периферийого обжатия.
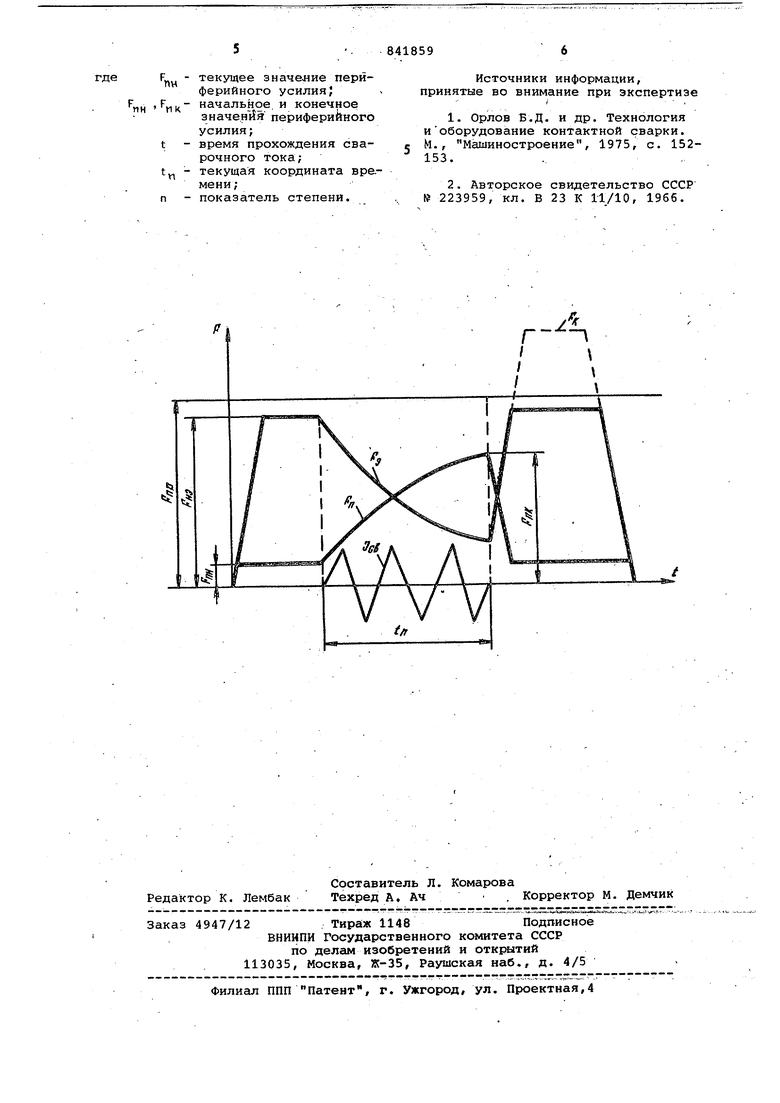
Периферийное усилие изменяется по следующей зависимости: .
+ (пк - Г).
пн
F,
текущее значение перигдеферийного усилия; начальное и конечное
-ПК
пнзначения, периферийно1о усилия;
время прохождения свач рочного тока; . текущаякоордината времени;
п - показатель степени. НА чертеже показана циклограмма процесса сварки по предлагаемому способу.
Получение зависимости внтекаёт из .самой сути изобретения, заключающейся в том, что для устранения выплесков и повышения Тепловой эффективносТи при точечной сварке применяют обжатие периферийной зоны сварной точки, изменяющееся,в течение процесса сварки по какому-либо закону. Это может быть и прямолинейная зависимость, параболическая, логарифмическая и пр. Выбор ЭТОГО закона зависит от механических и физических свойств свариваемого металла, учитывая что с течением времени сварки изменяется сопротивление и скорость деформации. Экспериментальными исследованиями определен и показатель. Его значения должны удовлетворять вышесказанным критериям эффективности процесса. Все экспериментальные значения, удовлетворяющие разработанному способу сварки, приведены в прймере реализации, предлагаемого способа.
Исследование процесса контактной тОчечнс1й сварки проводят на контактной машине переменногб тока МТПУ-300 с плоской поверхностью электродов из сплава БрХ-07, на образцах из стали 12Х18Н9Т.
Образцы из стали 12Х18Н9Т толщиной 0,5 мм, набирают в пакет из 1.0 слоев. Сварку, производят следующим образом.
На нижний электрод устанавливают набранный пакет, опускается верхний электрод и на электродах создают усилие, равное 720 кгс, периферийное усилие составляет 5% от усилия на электродах и равн яется 36.кгс. С момента включения сварочного тока периферийное усилие .изменяют согласно зависимости
),
- F 1 Л-+ (F
пн
п.
ПК
vi текущее значение пери-,
где ферийного усилия; начальное и конечное
пн UK значения периферийног| гЪ усилия; I
t - время прохождения сварочного тока; t - текущая координата
времени;
. п , - показатель степени, равный 0,5-1 при сварке жаропрочных сталей Основные параметры режима:
усилие на приводе 750 кгс;
усилие на электродах 720 кгс;
начальное периферийное уси- пнлие 36 кгс
W
конечное периферийное- усилие 500 кгс показатель степени 0,8;
п время сварки 0,22 с
tee ток сварки 7 100 А.
се. Используя предла:гаемый способ контактной точечной электросварки, повышается качество сварных соединений за счет снижения усилия на электродах, что в свою очередь приводит к увеличению температуры в зоне контакта деталей и глубины их проплавления, устраняются начальные и конечные выплески за счет стабилизации контактов, уменьшается раскрытие зазора (не превышает 0,25-0,5 мм и уменьшается расход потребляемой электроэнергии.
Формула изобретения
же величину увеличивают периферийное усилие, после выключения сварочного тока периферийное усилие уменьшают,а усилие на электродах увеличивают до первоначального знаения.
(Рпгс - F.v,)-()
пкtn
п
де
текущее значелие перипнферийного усилия;
начальное, и конечное
мн
значенйя перифери 1ного усилия;
t - время прохождения сварочного тока;
t - текущая координата вре.мени;
п - показатель степени.
418596
Источники информации, принятые во внимание при экспертизе
i- - ,
с М., Машиностроение, 1975, с. 152153.
