Изобретение относится к сварке, а именно к способам изготовления сварных колес, и может быть использовано в турбо- машиностроении, например при изготовлении статоров турбобуров. , Цель изобретения - повышение производительности.
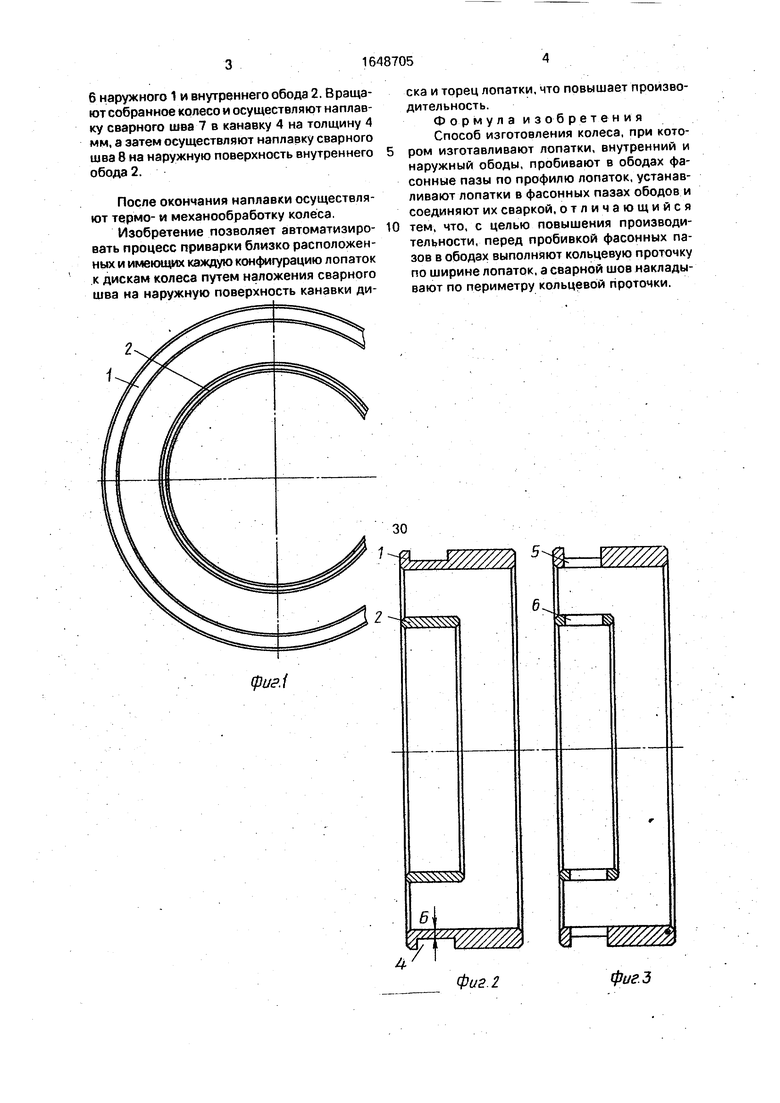
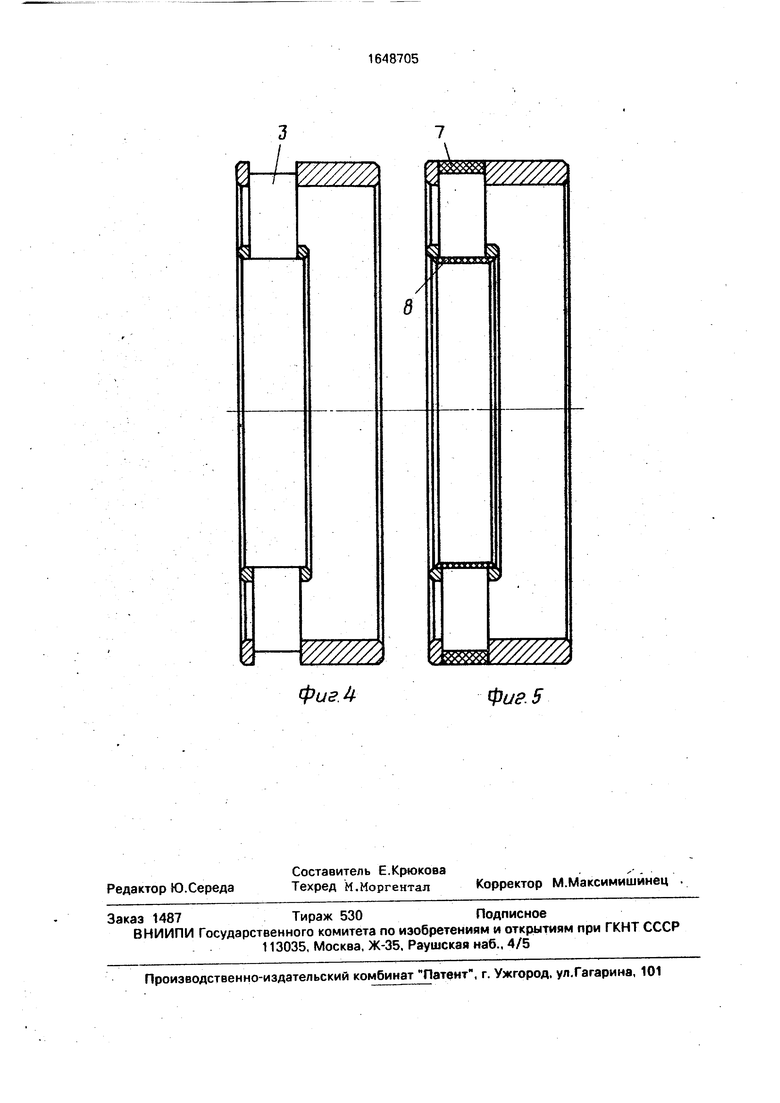
На фиг. 1 схематично показаны заготовки наружного и внутреннего ободов колеса; на фиг. 2 - заготовки внутреннего и наружного ободов после выполнения на нем канавки, разрез; на фиг. 3 - заготовки ободов после пробивки в них фасонных пазов, раз- дез; на фиг. 4 - ободы с вставленными в фасонные пазы лопастями, разрез; на фиг. 5 г готовое колесо, разрез.
Способ изготовления колеса статора, состоящего из наружного обода 1, внутреннего обода 2 и лопасти 3, осуществляют следующим образом.
На одном из ободов, например наружном ободе 1, выполняют канавку 4 по ширине вставляемых лопаток. На наружном ободе 1 и внутреннем ободе 2 выполняют фасонные пазы 5 и 6. В противоположные фасонные пазы 5 и 6 вставляют лопатки 3, располагая торец
лопатки на уровне канавки 4 наружного диска Собранное колесо вращают и осуществляют наплавку сварного шва 7 на канавку 4 наружного обода 1, наплавку сварногб шва 7 осуществляют по всей ширине канавки 4.
После окончания наплавки сварного шва 7 осуществляют наплавку сварного шва 8 на наружную поверхность внутреннего обода 2. Наплавку осуществляют по всей ширине внутреннего обода 2.
После окончания наплавки готовое колесо подвергают термо- и механообработке Пример конкретного выполнения способа при изготовлении статора турбобура, имеющего лопатки толщиной 4 в большем сечении и 2 мм в наименьшем сечении, наружный обод толщиной 6,5 и внутренний обод толщиной 2 мм.
В наружном ободе 1 выполняют канавку
4глубиной 4,5 оставляя толщину Б наружного обода t под канавкой 4, равной минимальной толщине лопатки 3, т. е. 2 мм.
Осуществляют пробивку фасонных пазов
5и 6 соответственно в наружном 1 и внутреннем ободе 2. Осуществляют установку лопаток 3 в соответствующие фигурные пазы 5 и
00
si
6 наружного 1 и внутреннего обода 2. Вращают собранное колесо и осуществляют наплавку сварного шва 7 в канавку 4 на толщину 4 мм, а затем осуществляют наплавку сварного шва 8 на наружную поверхность внутреннего обода 2.
После окончания наплавки осуществляют термо- и механообработку колеса.
Изобретение позволяет автоматизировать процесс приварки близко расположенных и имеющих каждую конфигурацию лопаток к дискам колеса путем наложения сварного шва на наружную поверхность канавки ди
ска и торец лопатки, что повышает производительность.
Формула изобретения Способ изготовления колеса, при котором изготавливают лопатки, внутренний и наружный ободы, пробивают в ободах фасонные пазы по профилю лопаток, устанавливают лопатки в фасонных пазах обо до в и соединяют их сваркой, отличающийся тем, что, с целью повышения производительности, перед пробивкой фасонных пазов в ободзх выполняют кольцевую проточку по ширине лопаток, а сварной шов накладывают по периметру кольцевой проточки.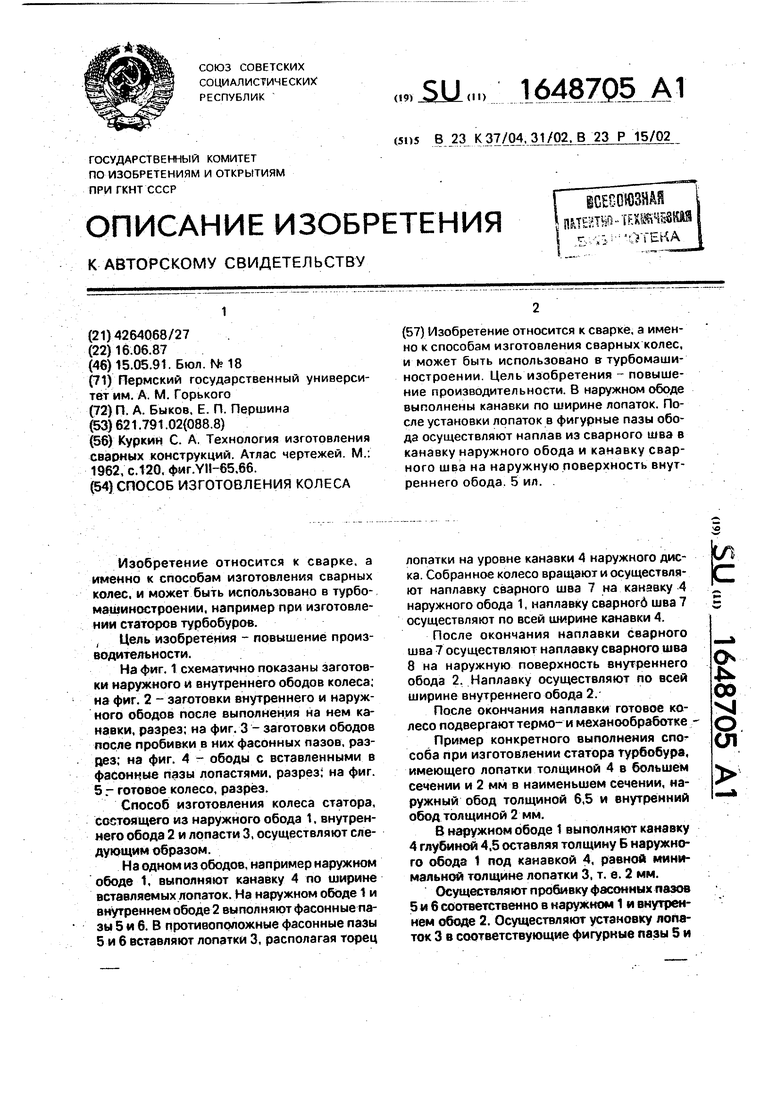
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| Сварное рабочее колесо двустороннего входа для центробежного насоса | 2023 |
|
RU2831740C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| ОСЕВОЙ КОМПРЕССОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2270937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЫ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2580254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПУСТОТЕЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2423216C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ РАБОЧИХ КОЛЕС ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1582494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| СТАТОР ОСЕВОЙ ТУРБОМАШИНЫ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ТУРБОМАШИНА, СОДЕРЖАЩАЯ УКАЗАННЫЙ СТАТОР | 2013 |
|
RU2568353C2 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
Изобретение относится к сварке, а именно к способам изготовления сварных колес, и может быть использовано в турбомаши- ностроении Цель изобретения - повышение производительности. В наружном ободе выполнены канавки по ширине лопаток. После установки лопаток в фигурные пазы обода осуществляют наплав из сварного шва в канавку наружного обода и качавку сварного шва на наружную поверхность внутреннего обода 5 ил.
30
фиг 2
фиг.З
фигЛ
Фие.5
| Куркин С | |||
| А | |||
| Технология изготовления сварных конструкций | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
