Изобретение относится к турбомашиностроению и может быть использовано при изготовлении облегченной пустотелой лопатки для газотурбинного двигателя.
Известен способ изготовления полых лопаток, при котором лопатка состоит из двух частей, соединенных между собой, например, диффузионной сваркой, причем линия соединения между частями проходит вдоль кромок от передней до задней кромки данной лопатки. Полости, предназначенные для снижения веса лопатки, формируются путем выдувания в горячем состоянии после диффузионной сварки (SU №1896658, B23P 15/04, 1999 г.).
Недостатком данного способа является то, что в месте соединения двух частей лопатки сосредотачиваются чередующиеся механические напряжения растяжения и сжатия, приводящие к появлению трещин и снижению усталостной прочности материала лопатки.
Прототипом предложенного технического решения является способ изготовления заготовки пустотелой лопатки газотурбинного двигателя (пат. RU №2264902). В выборку полой боковины заготовки лопатки вводят крышку, обваривают и окончательно обрабатывают заготовку. При этом сварку осуществляют при помощи трения способом «Friction Stir Welding» на специальной сварочной машине.
Недостатком данного способа является возникновение значительной разницы температур в зоне сварки - между сварным швом и зоной термического влияния. Это приводит к тому, что в близлежащих к сварному шву участках происходят различные термические деформации, приводящие к пластическим деформациям, изменению структуры кристаллической решетки, что в свою очередь ведет к снижению усталостной прочности материала лопатки.
Предложение отличается от известного технического решения тем, что перед сваркой производят локальный прогрев зоны соединения полой боковины лопатки и крышки, причем локальный прогрев зоны соединения полой боковины лопатки и крышки осуществляют в вакууме сканированием электронного луча. При этом локальный прогрев вышеупомянутой зоны осуществляют с заданным распределением температуры поля локального прогрева в пределах упругости свариваемого материала. Кроме того, распределение температуры прогрева зоны соединения полой боковины лопатки и крышки контролируют дистанционно термовизором, а ширина поля сканирования электронного луча в каждую сторону от линии стыка полой боковины лопатки и крышки соотносится с шириной выборки в полой боковине лопатки не менее как 4:1, где 1 - ширина выборки. Кроме того, после сварки электронным лучом проводят локальный прогрев зоны шва заготовки лопатки.
Техническим результатом данного изобретения является повышение долговечности лопатки путем увеличения усталостной прочности лопатки за счет снижения искажений кристаллической решетки в процессе изготовления лопатки.
Указанный технический результат достигается тем, что в способе изготовления заготовки пустотелой лопатки газотурбинного двигателя, при котором выполняют выборку под крышку в полой боковине лопатки, вводят крышку в эту выборку, сваривают и окончательно обрабатывают, перед сваркой производят локальный прогрев зоны соединения полой боковины лопатки и крышки. Причем локальный прогрев зоны соединения полой боковины лопатки и крышки осуществляют в вакууме сканированием электронного луча. При этом локальный прогрев вышеупомянутой зоны осуществляют с заданным распределением температуры поля этого прогрева в пределах упругости свариваемого материала. Распределение температуры прогрева зоны соединения полой боковины и крышки контролируют дистанционно термовизором, а ширина поля сканирования электронного луча в каждую сторону от линии стыка полой боковины и крышки соотносится с шириной выборки в полой боковине под крышку не менее как 4:1, где 1 - ширина выборки. Кроме того, после сварки электронным лучом проводят локальный прогрев зоны шва заготовки лопатки
Предварительный локальный прогрев перед сваркой материала заготовок лопатки обусловлен тем, что при механической обработке заготовок лопаток в последних появляются внутренние напряжения. Сварка также является источником напряжения в свариваемом материале. Поэтому сумма остаточных напряжений в материале лопатки при ее механообработке и сварке создает деформацию и приводит к снижению усталостной прочности и дефектам в материале лопатки за счет искажения кристаллической решетки материала. Кроме того, материал заготовок может быть насыщен газовыми примесями (кислород, водород, азот), которые также приводят к снижению усталостной прочности материала заготовки. Прогрев же последнего перед сваркой, напротив, приводит к обезгаживанию материала лопатки.
Перед сваркой предварительный локальный прогрев крышки и полой боковины лопатки обусловлен тем, что при последующей сварке материал заготовки лопатки расширяется.
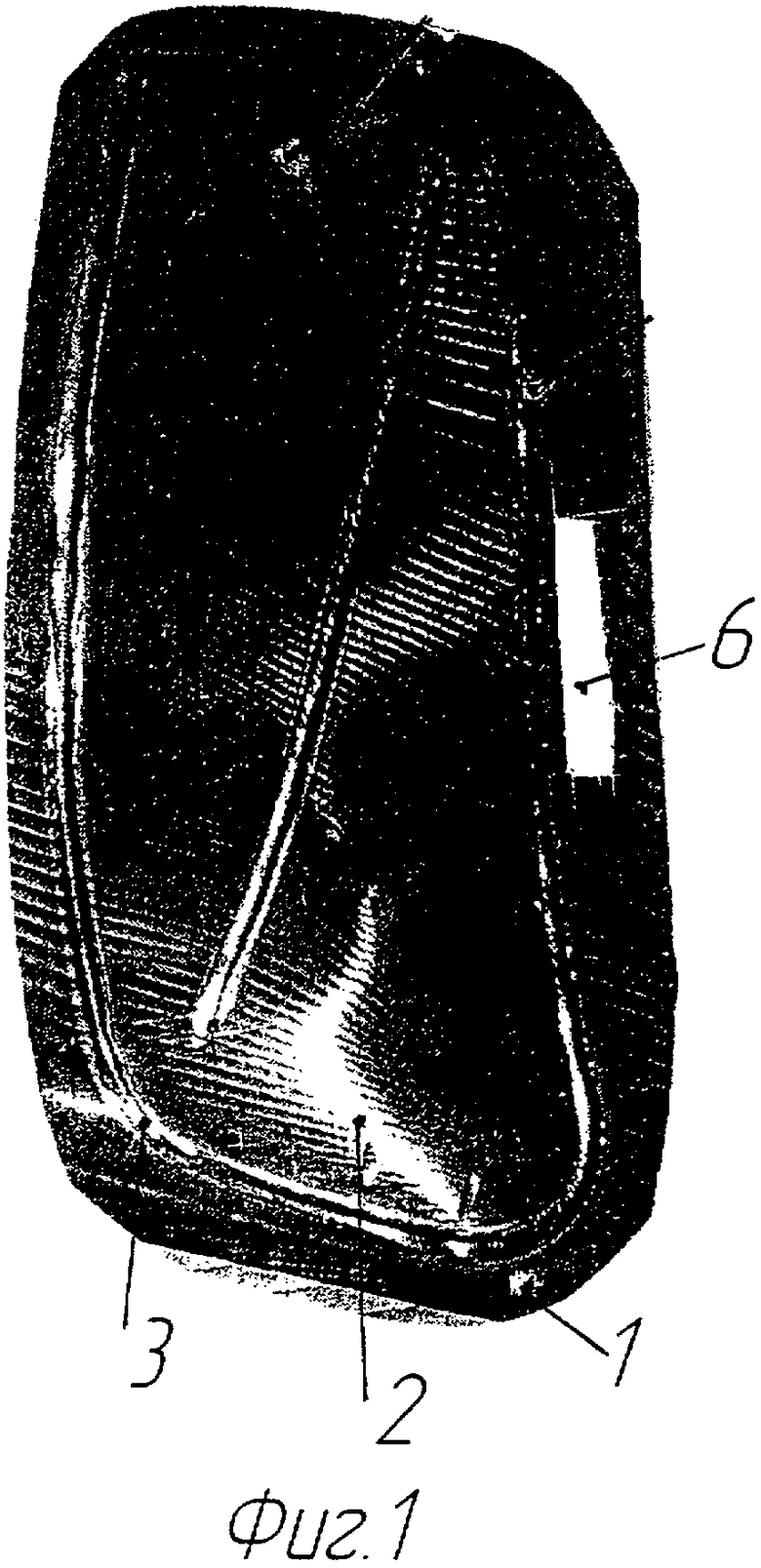
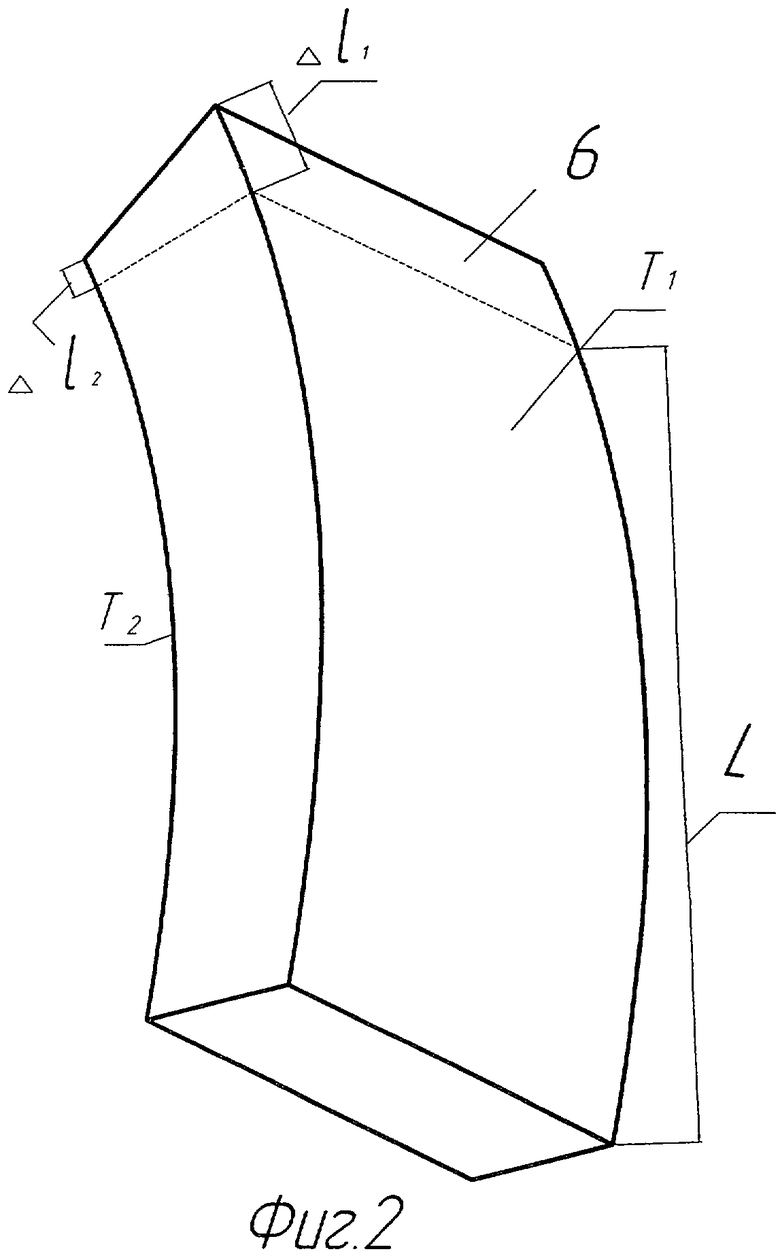
Прогрев заготовки лопатки на примере рассматриваемого элемента, расположенного на пере лопатки, производят следующим образом. При сварке ближайший к сварочному шву слой рассматриваемого элемента нагревается до температуры T1, а удаленный от него слой элемента - до температуры T2. Удлинение Δ ближайшего к сварочному шву слоя элемента L1 при температурном расширении составит: ΔL1=L·αT1, где L - длина слоя на лопатке, α - коэффициент температурного удлинения. Удлинение удаленного от сварочного шва слоя элемента за счет температурного расширения составит: ΔL2=L·αТ2. Разность длин ближайшего слоя элемента и удаленного составит: Δl=ΔL1-ΔL2=L·α(T1-Т2). При температурном расширении ΔL1 слой ближайшего элемента будет воздействовать на его удаленный слой силой F, которая вызовет удлинение последнего на величину Δl. При этом после охлаждения свариваемых деталей с целью снижения плотности дислокации нарушений кристаллической решетки удлинение Δl в околошовной зоне должно находиться в области упругой деформации материала свариваемых деталей при температуре T1. В упомянутой области сила F, вызывающая удлинение элемента на величину ΔL, выражается формулой: 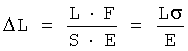 , где S - площадь элемента, Е - модуль упругости, σ - предел текучести материала, находится в области упругости. При ΔL2≤ΔL, проведя некоторые преобразования, получим
, где S - площадь элемента, Е - модуль упругости, σ - предел текучести материала, находится в области упругости. При ΔL2≤ΔL, проведя некоторые преобразования, получим  , где α - коэффициент линейного расширения. Если процесс происходит в области упругости, то при остывании материал принимает свое первоначальное положение, а именно: ΔT=0, ΔL=0 и, следовательно, F=0. Если нагретый материал находится в зоне текучести, то при его охлаждении удлинение ΔL не исчезнет полностью, ΔL>0, что приведет к искажению кристаллической решетки, однородность которой в значительной мере влияет на усталостную прочность. Как было указано выше, сварка создает внутренние напряжения или даже деформации материала, обусловленные его расширением. В то же время при остывании и кристаллизации расплавленного металла происходит усадка шва, вызывающая в околошовной зоне напряжения, противоположные по знаку. Металл в области термического влияния подвержен знакопеременным нагрузкам. Они снижают усталостную прочность и деформируют материал. Дополнительный прогрев, например, сканирующим электронным лучом сварочного шва и его околошовной зоны термического влияния устраняет этот недостаток.
, где α - коэффициент линейного расширения. Если процесс происходит в области упругости, то при остывании материал принимает свое первоначальное положение, а именно: ΔT=0, ΔL=0 и, следовательно, F=0. Если нагретый материал находится в зоне текучести, то при его охлаждении удлинение ΔL не исчезнет полностью, ΔL>0, что приведет к искажению кристаллической решетки, однородность которой в значительной мере влияет на усталостную прочность. Как было указано выше, сварка создает внутренние напряжения или даже деформации материала, обусловленные его расширением. В то же время при остывании и кристаллизации расплавленного металла происходит усадка шва, вызывающая в околошовной зоне напряжения, противоположные по знаку. Металл в области термического влияния подвержен знакопеременным нагрузкам. Они снижают усталостную прочность и деформируют материал. Дополнительный прогрев, например, сканирующим электронным лучом сварочного шва и его околошовной зоны термического влияния устраняет этот недостаток.
Прогрев материала в направлении, перпендикулярном свариваемому шву, осуществляют с целью недопущения выхода материала при сварке из области упругой деформации, так как в этом случае удается избежать увеличения плотности дислокации концентраторов напряжений в околошовной зоне при охлаждении лопатки.
Прогрев материала околошовной зоны осуществляют с целью ограничения величины градиента температуры материала в зоне сварки. Градиент - мера возрастания или убывания в пространстве какой-либо физической величины.
Техническое решение поясняется фигурами, где приведено следующее:
1 - заготовка пустотелой лопатки в сборе;
2 - рассматриваемый элемент, поз.6;
3 - полая боковина лопатки;
4 - крышка.
Заготовка лопатки в сборе содержит полую боковину 1 лопатки и крышку 2, соединенные сварочным швом 3. В полой боковине 1 выполнена полость 4, по контуру которой изготовлена выборка с полкой 5 под крышку 2. Глубина полки 5 выборки соответствует толщине крышки 2. Рассматриваемый элемент обозначен позицией 6.
Пример осуществления способа
На полку 5 выборки полой боковины 1, изготовленной из титанового сплава путем ковки или литья, устанавливают крышку 2. Последнюю предварительно изготавливают из листового материала того же сплава и придают ей форму поверхности заготовки лопатки корыта или спинки лопатки. Крышку 2 устанавливают так, чтобы наружная ее поверхность располагалась заподлицо с поверхностью полой боковины 1 лопатки. Предварительно перед сваркой проводят локальный прогрев зоны соединения полой боковины 1 и крышки 2 сканирующим электронным лучом в вакууме с шириной поля сканирования электронного луча в каждую сторону от линии стыка полой боковины и крышки с соотношением 4:1, где 1 - ширина полки 5 стыковочного паза. Прогрев осуществляют с заданным распределением температуры поля локального прогрева в пределах упругости свариваемого материала. После завершения прогрева полую боковину 1 заготовки лопатки и крышку 2 сваривают электронным лучом, а затем вновь прогревают вышеуказанную зону соединения, т.е. проводят термическую обработку шва для снятия внутренних напряжений. После чего проводят окончательную обработку заготовки лопатки, состоящую из зачистки сварного шва, подгонки ее поверхности под требуемую геометрию и чистоту.
Результатом использования предложенного способа изготовления заготовки пустотелой лопатки газотурбинного двигателя является повышение долговечности лопатки путем увеличения усталостной прочности материала за счет снижения искажений кристаллической решетки в процессе ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА МОНОКОЛЕСА ТУРБОМАШИН | 2009 |
|
RU2419527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛИНГА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ | 2008 |
|
RU2395376C1 |
| ОБЛЕГЧЕННАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2264902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| Способ изготовления моноколеса газотурбинного двигателя | 2018 |
|
RU2687855C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |

Изобретение относится к турбостроению и может быть использовано при изготовлении пустотелой лопатки для газотурбинного двигателя. Способ изготовления заготовки пустотелой лопатки газотурбинного двигателя включает выполнение выборки под крышку в боковине лопатки, установку в нее крышки и сварку. Перед сваркой боковину лопатки и крышку прогревают в вакууме сканированием электронного луча. Прогрев осуществляют с заданным распределением температуры поля в пределах упругости свариваемого материала. Распределение температуры прогрева зоны соединения полой боковины лопатки и крышки контролируют дистанционно термовизором. Ширина поля сканирования электронного луча в каждую сторону от линии стыка боковины лопатки и крышки соотносится с шириной выборки не менее как 4:1. Повышается долговечность лопатки за счет увеличения усталостной прочности материала вследствие снижения искажений кристаллической решетки в процессе ее изготовления. 3 з.п. ф-лы, 4 ил.
1. Способ изготовления заготовки пустотелой лопатки газотурбинного двигателя, при котором выполняют выборку под крышку в боковине лопатки, устанавливают крышку в эту выборку, сваривают и окончательно обрабатывают, отличающийся тем, что перед сваркой боковину лопатки и крышку прогревают в вакууме сканированием электронного луча в каждую сторону от линии их стыка, при этом ширина поля сканирования электронного луча в каждую сторону от линии стыка соотносится с шириной выборки не менее как 4:1.
2. Способ по п.1, отличающийся тем, что каждую сторону стыка боковины лопатки и крышки прогревают до температуры, обеспечивающей недопущение выхода материала из области упругой деформации.
3. Способ по п.1, отличающийся тем, что распределение температуры прогрева зоны соединения боковины лопатки и крышки контролируют дистанционно термовизором.
4. Способ по п.1, отличающийся тем, что после сварки зону шва заготовки лопатки прогревают электронным лучом.
| ОБЛЕГЧЕННАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2264902C1 |
| Сварка в машиностроении | |||
| Справочник | |||
| /Под ред | |||
| В.А.ВИНОГРАДОВА | |||
| - М.: Машиностроение, 1979, с.385 | |||
| НИКОЛАЕВ Г.А., ОЛЬШАНСКИЙ Н.А | |||
| Специальные методы сварки | |||
| - М.: Машиностроение, 1975, с.87 | |||
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| СПОСОБ ДИАГНОСТИКИ ПЕРИКРАНИАЛЬНЫХ И ШЕЙНЫХ МЫШЕЧНЫХ РАССТРОЙСТВ ПРИ ГОЛОВНОЙ БОЛИ | 1999 |
|
RU2160039C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| SU 923780 A, 30.04.1982. | |||

