ивя«.&
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки вертикально расположенных плоских деталей | 1984 |
|
SU1199591A1 |
| Транспортер автоматической линии | 1985 |
|
SU1306692A1 |
| Многооперационное штанговое транспортирующее устройство | 1978 |
|
SU737320A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Устройство для нанесения электролитических покрытий | 1983 |
|
SU1121325A2 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| ПЕРЕКОМПОНУЕМАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2080976C1 |


Изобретение относится к станкостроению, а именно к автоматическим линиям для механической обработки пазов в деталях типа дисков, например в суппортах, маховиках и выходных валов коробок передач автомобилей, имеющих хвостовик и головку в виде плоского диска с пазами. Целью изобретения является расширение технологических возможностей, упрощение конструкции и повышение надежности. 06рабатываемая деталь 24, имеющая пазы А. В, С, Д, Е, устанавливается своими заплечиками на заплечики 5 роликов 4 так, что и ось расположена вертикально, после чего штанги 2 под воздействием привода начинают синхронное движение, увлекая роликами 4 деталь 24. В процессе движения с позиции загрузки деталь своей боковой поверхностью (головкой в виде плоского диска) толкает ролик 22, поворачивая рычаг 21 вокруг оси, до тех пор пока ролик 22 не попадет в один из пазов детали. Перемещаясь на штангах 2 далее деталь благодаоя взаимодействию с роликом 22 поворачивается вокруг своей оси на роликах 4 и, получая тем самым первоначальную ориентацию, попа- - дает пазом (например, пазом Д) на первую ориентирующую планку-ловитель 14. При необходимости поворота детали при подходе ее к следующим позициям она попадает с участка, имеющего планки-ловители, участок с пальцами 15 и переориентируется. 2 з.п. ф-лы, 5 ил. С
Изобретение относится к станкостроению, а именно к автоматическим линиям для механической обработки пазов в деталях типа дисков, например в суппортах, маховиках и других, и выходных валов коробок передач автомобилей, имеющих хвостовик и головку в виде плоского диска с пазами.
Целью изобретения является расширение технологических возможностей, упрощение конструкции и повышение надежности.
Расширение технологических возможностей обеспечивается тем, что автоматическая линия позволяет обрабатывать детали типа дисков, транспортируемых горизонтально, а также типа выходных валов коробок передач автомобилей, транспортируемых вертикально на заплечиках. Поворот детали в позицию обработки происходит без сложных автономных приводных устройств, дополнительной электро-, пневмог гидроаппаратуры, обеспечивающей согласование поворота с циклом автоматической линии, что упрощает конструкцию линии и уменьшает число ее позиций.
Упрощение конструкции приводит к повышению ее надежности.
При использовании изобретения обеспечивается также удобство обслуживания линии, так как съемные поперечины позво00
XS
со
ляют обеспечить свободный доступ к детали при наладке и ремонте линии.
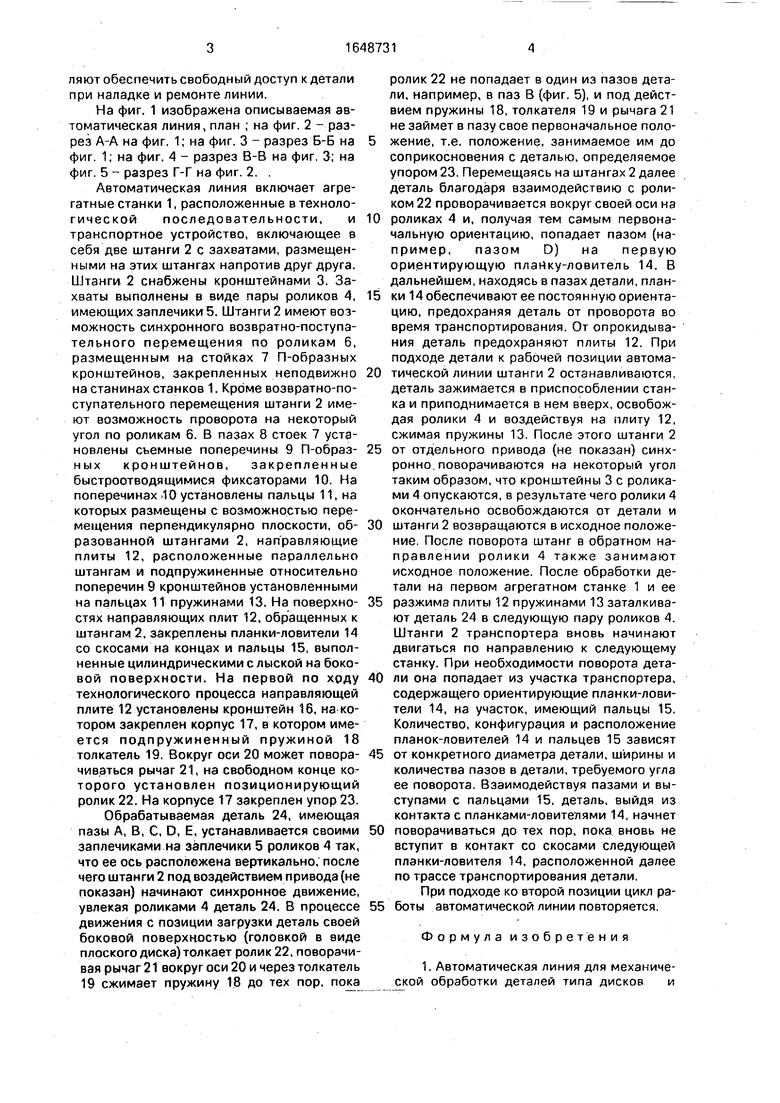
На фиг. 1 изображена описываемая автоматическая линия, план ; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг, 3; на фиг. 5 - разрез Г-Г на фиг. 2. .
Автоматическая линия включает агрегатные станки 1, расположенные в технологической последовательности, и транспортное устройство, включающее в себя две штанги 2 с захватами, размещенными на этих штангах напротив друг друга. Штанги 2 снабжены кронштейнами 3. Захваты выполнены в виде пары роликов 4, имеющих заплечики 5. Штанги 2 имеют возможность синхронного возвратно-поступательного перемещения по роликам б, размещенным на стойках 7 П-образных кронштейнов, закрепленных неподвижно на станинах станков 1. Кроме возвратно-поступательного перемещения штанги 2 имеют возможность проворота на некоторый угол по роликам 6. В пазах 8 стоек 7 установлены съемные поперечины 9 П-образных кронштейнов, закрепленные быстроотводящимися фиксаторами 10. На поперечинах 10 установлены пальцы 11, на которых размещены с возможностью перемещения перпендикулярно плоскости, образованной штангами 2, направляющие плиты 12, расположенные параллельно штангам и подпружиненные относительно поперечин 9 кронштейнов установленными на пальцах 11 пружинами 13. На поверхностях направляющих плит 12. обращенных к штангам 2, закреплены планки-ловители 14 со скосами на концах и пальцы 15, выполненные цилиндрическими с лыской на боковой поверхности. На первой по хрду технологического процесса направляющей плите 12 установлены кронштейн 16, на котором закреплен корпус 17, в котором имеется подпружиненный пружиной 18 толкатель 19. Вокруг оси 20 может поворачиваться рычаг 21, на свободном конце которого установлен позиционирующий ролик 22. На корпусе 17 закреплен упор 23. Обрабатываемая деталь 24, имеющая пазы А, В, С, D, Е, устанавливается своими заплечиками на заплечики 5 роликов 4 так, что ее ось расположена вертикально, после чего штанги 2 под воздействием привода (не показан) начинают синхронное движение, увлекая роликами 4 деталь 24. В процессе движения с позиции загрузки деталь своей боковой поверхностью (головкой в виде плоского диска) толкает ролик 22, поворачивая рычаг 21 вокруг оси 20 и через толкатель 19 сжимает пружину 18 до тех пор, пока
ролик 22 не попадает в один из пазов детали, например, в паз В (фиг. 5), и под действием пружины 18, толкателя 19 и рычага 21 не займет в пазу свое первоначальное положение, т.е. положение, занимаемое им до соприкосновения с деталью, определяемое упором 23. Перемещаясь на штангах 2 далее деталь благодаря взаимодействию с роликом 22 проворачивается вокруг своей оси на
роликах 4 и, получая тем самым первоначальную ориентацию, попадает пазом (например, пазом D) на первую ориентирующую планку-ловитель 14. В дальнейшем, находясь в пазах детали, планки 14 обеспечивают ее постоянную ориентацию, предохраняя деталь от проворота во время транспортирования. От опрокидывания деталь предохраняют плиты 12. При подходе детали к рабочей позиции автоматической линии штанги 2 останавливаются, деталь зажимается в приспособлении станка и приподнимается в нем вверх, освобождая ролики 4 и воздействуя на плиту 12, сжимая пружины 13. После этого штанги 2
от отдельного привода (не показан) синхронно поворачиваются на некоторый угол таким образом, что кронштейны 3 с роликами 4 опускаются, в результате чего ролики 4 окончательно освобождаются от детали и
штанги 2 возвращаются в исходное положение, После поворота штанг в обратном направлении ролики 4 также занимают исходное положение. После обработки детали на первом агрегатном станке 1 и ее
разжима плиты 12 пружинами 13 заталкивают деталь 24 в следующую пару роликов 4. Штанги 2 транспортера вновь начинают двигаться по направлению к следующему станку. При необходимости поворота детали она попадает из участка транспортера, содержащего ориентирующие планки-ловители 14, на участок, имеющий пальцы 15. Количество, конфигурация и расположение планок-ловителей 14 и пальцев 15 зависят
от конкретного диаметра детали, ширины и количества пазов в детали, требуемого угла ее поворота. Взаимодействуя пазами и выступами с пальцами 15, деталь, выйдя из контакта с планками-ловителями 14, начнет
0 поворачиваться до тех пор, пока вновь не вступит в контакт со скосами следующей планки-ловителя 14, расположенной далее по трассе транспортирования детали.
При подходе ко второй позиции цикл ра5 боты автоматической линии повторяется.
Формула изобретения
выходных валов коробок передач автомобилей, содержащая расположенные в технологической последовательности агрегатные станки и транспортное устройство, включающее в себя две штанги с захватами деталей, размещенными на упомянутых штангах напротив друг друга и направляющие плиты, расположенные параллельно штангам, отличающаяся тем, что, с целью расширения технологических возможностей, упрощения конструкции и повышения надежности, она снабжена П-образными кронштейнами, стойки которых закреплены на станинах соответствующих станков, а на их поперечинах установлены пальцы, на которых размещены с возможностью перемещения перпендикулярно плоскости, образованной штангами, направляющие плиты, при этом последние подпружинены относительно упомянутых поперечин кронштейнов, причем каждый из захватов выполнен в виде пары роликов с заплечиками
12
Фиг i
0
5
0
под детали, при этом на поверхностях направляющих плит обращенных к штангам закреплены планки-ловители со скосами на концах и пальцы для ориентации и переориентации деталей соответственно при их перемещении в захватах штанг, а на первой направляющей плите по ходу технологического процесса установлен кронштейн с поворотным и подпружиненным относительно него рычагом, на свободном конце которого установлен позиционирующий ролик для ориентации детали относительно планки-ловителя первой направляющей плиты.
Фиг. г
10
15
в-в
8 ФигЛ
| Автоматическая линия для обработки вертикально расположенных плоских деталей | 1984 |
|
SU1199591A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
