Изобретение относится к механической обработке замка поршневых колец с твердым износостойким покрытием на их рабочей поверхности.
Известен способ обработки замка поршневых колец с износостойким покрытием, включающий ориентацию замка и его калибровку путем снятия пркпуска с торцов замка калибрующим инструментомtl3.
Недостатком известного способа яв ляется то, что при обработке замка поряиневого кольца с износостойким покрытием на внешней цилиндрической поверхности появляются сколы износостойкого покрытия и быстро изнашивается калибрующий инструмент. Это объясняется тем, что форма замковой щели поршневых колец предполагает применение дискового режущего инструмента. Силы, возникающие при обработке таким инструментом замковой щели, лежат в плоскости обработки. Наличие сил резания вызывает скол износостойкого покрытия.
Цель изобретения - ликвидация сколов износостойкого покрытия при калибровке замка и повышение стойкости калибрующего инструмента.
Указанная цель достигается тем, что согласно способу обработки замка поршневых колец с износостойким покрытием на внешней цилиндрической поверхности, включающему ориентацию замка и его калибровку, перед калибровкой замка осуществляют снятие фасок с торцов замка по внеШней цилиндрической поверхности кольца, при этом величину фаски, с выбирают из соотношения
а, fl+Gt ci ,
и - припуск на калибрювку замгдека / Gr-f - толщина износостбйкого
-покрытия,
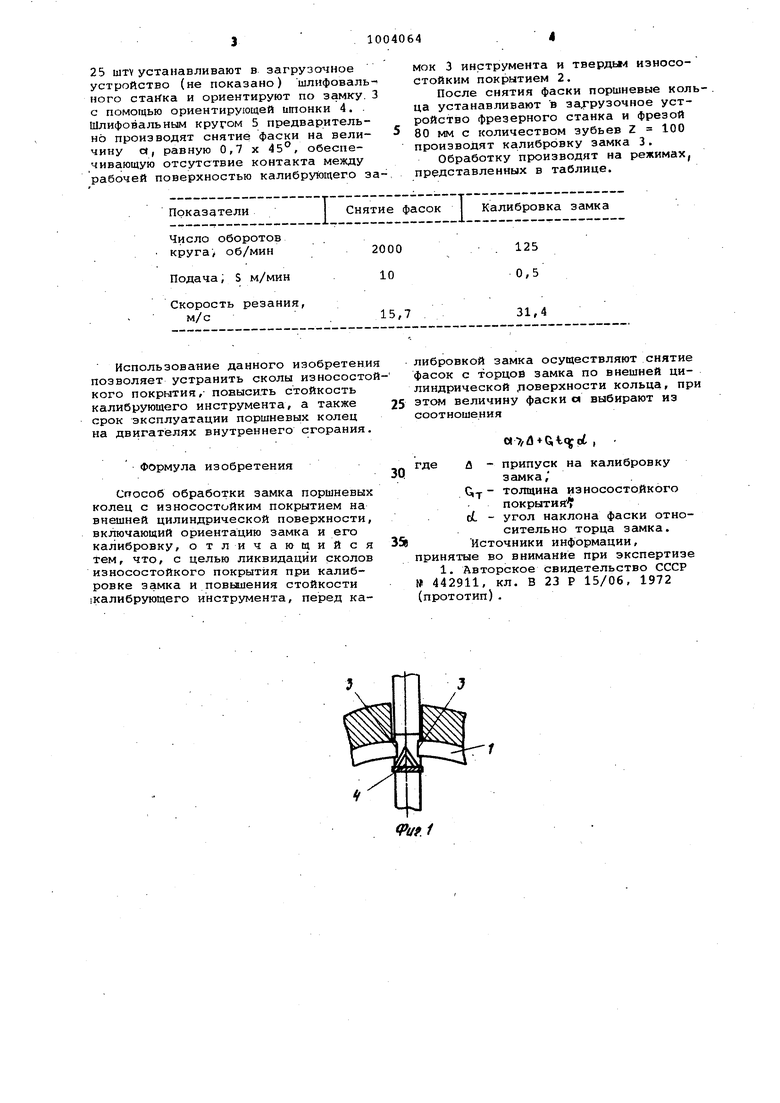
6L - угол наклона фаски относительно торца замка. На фиг.1 представлена схема ори,ентированного перед обработкой замка поршневого кольца; на фиг.2 - схема обработки.
Обработка замков колец 130 .мм из высокопрочного чугуна с твердым износостойким гальваническим покрытием толщиной Q .
Пакет поршневых колец 1 с износо-, стойким покрытием 2 в количестве
25 mTVустанавливают в загрузочное устройство (не показано) шлифовального стаКка и ориентируют по замку. 3 с помощью ориентирующей итонки 4. . Шлифовальным кругом 5 предварительно производят снятие фаски на величину «, равную 0,7 X 45°, обеспечивающую отсутствие контакта между рабочей поверхностью калибрующего заПоказатели
Число оборотов круга/ об/мин
Подача; S м/мин
Скорость резания, м/с
мок 3 инструмента и твердьм износостойким покрытием 2.
После снятия фаски поршневые кольца устанавливают в 3ajpy3O4Hoe устройство фрезерного станка и фрезой 80 мм с количеством зубьев 2 100 производят калибровку замка 3.
Обработку производят на режимах, представленных в таблице.
Калибровка замка
Снятие фасок
125
2000 10
0,5
31,4
15,7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия фасок в замке поршневых колец | 1985 |
|
SU1342700A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU323253A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| Способ изготовления маслосъемных поршневых колец со ступенчатым профилем | 1988 |
|
SU1648734A1 |
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| Способ обработки уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1773586A1 |
| Устройство для пакетной калибровки замка поршневых колец | 1972 |
|
SU442911A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU224293A1 |

Использование данного изобретени позволяет устранить сколы износостокого покрытия , повысить стойкость калибрующего инструмента, а также срок эксплуатации поршневых колец на двигателях внутреннего сгорания.
Формула изобретения
Способ обработки замка поршневых колец с износостойким покрытием на внешней цилиндрической поверхности, включающий ориентацию замка и его калибровку, отличающийся тем, что, с целью ликвидации сколов износостойкого покрытия при калибровке замка и повьЕиения стойкости калибрующего инструмента, перед калибровкой замка осуществляют снятие фасок с торцов замка по внешней цилиндрической поверхности кольца, при 25 этом величину фаски а выбирают из соотношения
(
и припуск на калибровку
где
замка, G,-p - толщина износостойкого
покрытия;
оС - угол наклона фаски относительно торца замка. Источники информации,
ринятые во внимание при экспертизе
