Изобретение относится к операциям поверхностной отделки деталей свободным абразивом и может быть использовано в машиностроении, например, для подготовки поверхностей под защитные покрытия, снятия заусенцев, притупления острых кромок.
Целью изобретения является повышение производительности обработки за счет обеспечения возможности управления степенью перемешивания и взаимодействия абразивной массы и обрабатываемых деталей.
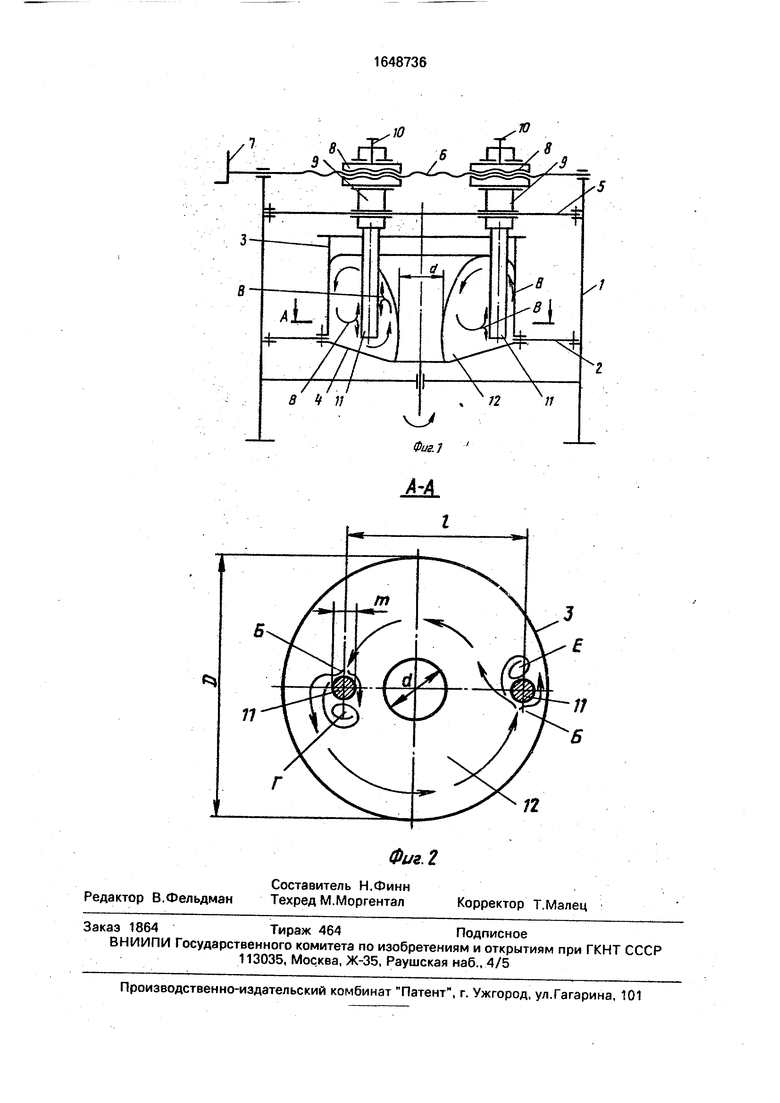
На фиг. 1 дано предлагаемое устройство, фронтальный разрез; на фиг. 2 - сечение А-А на фиг. 1,
Устройство для центробежной абразивной обработки деталей представляет собой корпус 1, в котором на основании 2 смонтированы неподвижная цилиндрическая обечайка 3, вращающееся дно 4 (привод условно не показан) и траверса. Траверса состоит из двух диаметрально расположенных разнесенных направляющих - неподвижной 5 и вращающейся 6.
Вращающаяся направляющая 6 имеет на своей поверхности трапецеидальную резьбу, а на конце снабжена рукояткой 7 На резьбовой поверхности направляющей 6 смонтированы удлиненные гайки 8, связанные с установленными на них и на направляющей 5 корпусами 9 шлицами. Корпуса выполнены с возможностью относительного осевого перемещения по гайкам 8 и фик- сации на последних при помощи фиксаторов 10,
На нижней поверхности корпусов 9 закреплены цилиндрические отбойники 11. погруженные в объем загрузки 12, представляющей собой смесь обрабатываемых детао
Јь
00 VJ СлЭ
о
лей и гранулированной абразивной обрабатывающей среды. Диаметр m отбойников 11
1 D - d выбран из условия m йту-«- , где D внутренний диаметр обечайки 3, d - внутренний диаметр тороида, который образован загрузкой .12, а расстояние между осями отбойников выбрано в диапазоне d +1,5m D - 3m. Интервал иззменения внутреннего диаметра тороида d предварительно (до монтажа отбойников 11) экспериментально определяют для номенклатуры обрабатываемых деталей в смеси с обрабатывающими средами, а затем назначают диаметр m отбойников 11, удовлетворяющий упомянутому условию.
Устройство работает следующим образом.
Регулируется требуемое расстояние между осями отбойников 11. для чего освобождаются фиксаторы 10, перемещаются от руки по поверхности гаек 8 и направляющей 5 корпусы 9, после чего фиксаторы 10 закрепляются. Поворачивая рукоятку 7, вращают направляющую 6, по которой перемещаются в радиальном направлении гайки 8, зафиксированные от проворота в корпусах 9 шлицами, а вместе с ними перемещаются по направляющим 5 и 6 корпусы 9, несущие отбойники 11. При установке отбойников в заданной зоне объёма загрузки 12 рукоятку 7 стопорят.
В рабочий объем контейнера, образованного дном 4 и охватывающей его обечайкой 3, перемещается загрузка 12. Приводится во вращение дно 4, благодаря чему загрузка 12 начинает совершать тороидально-винтовое движение, образуя при этомтороидс внутренним диаметром d. При этом в объеме загрузки 12 происходит взаимодействие обрабатываемых деталей с аб- разивной средой, т.е. собственно обработка.
Тороидальный поток взаимодействует с погруженными в него отбойниками 11, на поверхности которых создаются зоны уплотнения загрузки Б и В, в которых обработка происходит интенсивнее, кроме того, в зонах В происходит сдвиг слоев загрузки относительно друг друга, что повышает относительные скорости перемещения деталей и абразива. Этому способствуют
вихревые течения, устанавливающиеся в гидродинамической тени отбойников 11 (зоны Г и Е), направление которых путем регу- лировки радиального положения отбойников задано противоположным.
Изобретение позволяет повысить производительность труда как минимум в 1,4- 1,5 раза как за счет интенсификации процесса обработки, так и за счет возможности вести полный цикл обработки без остановки для переналаживания режимов.
Формула изобретения
1.Устройство для центробежной абразивной обработки деталей, содержащее установленНый в корпусе цилиндрический контейнер, выполненный в виде вращающегося дна и охватывающей его неподвижной обечайки, и размещенный в нем вертикально цилиндрический интенсификатор перемешивания рабочей загрузки, отличающееся тем, что, с целью повышения производительности обработки, устройство снабжено размещенными на корпусе неподвижной и поворотной направляющими,
несущими интенсификатор, установленный на них с возможностью фиксированного радиального перемещения.
2.Устройство поп. отличающееся тем, что, интенсификатор выполнен в виде по меньшей мере пары оппозит- но расположенных цилиндров, кинематически связанных между собой посредством передачи винт - гайка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная установка для абразивной поверхностной обработки заготовок | 1985 |
|
SU1313668A1 |
| Устройство для центробежной абразивнойОбРАбОТКи дЕТАлЕй | 1975 |
|
SU835717A1 |
| Устройство для абразивной обработки деталей | 1983 |
|
SU1079417A1 |
| Способ центробежной абразивной обработки деталей | 1986 |
|
SU1373546A1 |
| Контейнер для объемно-абразивной обработки | 1982 |
|
SU1060438A1 |
| Устройство для центробежно-абразивной обработки деталей | 1980 |
|
SU899331A1 |
| Установка для центробежной обработки изделий | 1979 |
|
SU905012A1 |
| Устройство для центробежной обработки деталей | 1980 |
|
SU884982A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2022764C1 |
| Устройство для обработки мелких деталей гранулированной средой | 1984 |
|
SU1206064A1 |
Изобретение относится к операциям поверхностной отделки деталей свободным абразивом и позволяет повысить производительность обработки за счет обеспечения возможности и управления степенью перемешивания и взаимодействия абразивной массы и обрабатываемых деталей. Устройство для центробежной абразивной обработки представляет собой корпус 1, в котором на основании 2 смонтированы неподвижная цилиндрическая обечайка 3, вращающиеся дно (Д) 4 и траверса. Траверса состоит из двух диаметрально расположенных разнесенных направляющих - неподвижной 5 и вращающейся 6. Направляющая 6 имеет на своей поверхности трапецеидальную резьбу, а на конце снабжена рукояткой 7 В рабочий объем контейнера, образованного Д(4) и охватывающей его обечайкой 3, помещается загрузка 12. Приводится во вращение Д (4), благодаря чему загрузка начинает совершать тороидально-винтовые движения, образуя при этом тороид с внутренним диаметром d. 1 з.п. ф-лы, 2 ил.
Редактор В.Фельдман
Составитель Н.Финн Техред М.Моргентал
Jbl
п
Фиг. 2
Корректор Т.Малец
| Устройство для центробежной абразивнойОбРАбОТКи дЕТАлЕй | 1975 |
|
SU835717A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
