(21Н353047/02 (22)29.1287 (46)23.05.9. Бюл i МО
(71)Магнитогорский горно-металлургиие- ский институт им. Г 4. Носова
(72)B.C. Блинов, Ю.В. Санкин И.В. Звез- дин, Р.А Ахмадулин и С В Басалаев (53)621.774.07(0888)
(56)Авторское свидетельство СССР № 1082504, кл В 21 В 25/00,1983.
Заявка Гпонии М-- 52-15469, кл. В 21 С 37/15 1977,
(54) ОПРАВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ВСТРЕЧНО НАПРАВЛЕННЫМИ РЕБРАМИ
(57)Изобретение относите к обработке металлов давлением и может быть использовано для производства изделий с
внутренними спиральными ребрами, например гаек, соединительных муфт. Цель изобретения - обеспечение высокого качества внутренней поверхности изделия На оправку, соси.ящую из соединенных резьбой правой 1 и левой 2 рабочих частей, надевают полую заготовку и деформируют. Благодаря тому, что на наружной цилиндрической поверхности рабочих частей имеются встреч- но-направпенные винтовые ребр.а, в оезультате деформации получается изделие со встречно-направленными ребрами на частях его внутренней поверхности Для из- влеиения оправки к хвостовикам 8 прикладывают крутящие моменты и вывинчивают отдельно правую и левую ее части. Такое извлечение опразки не портит внутреннюю поверхность изделия. 1 ил.
сл
,
Чка.я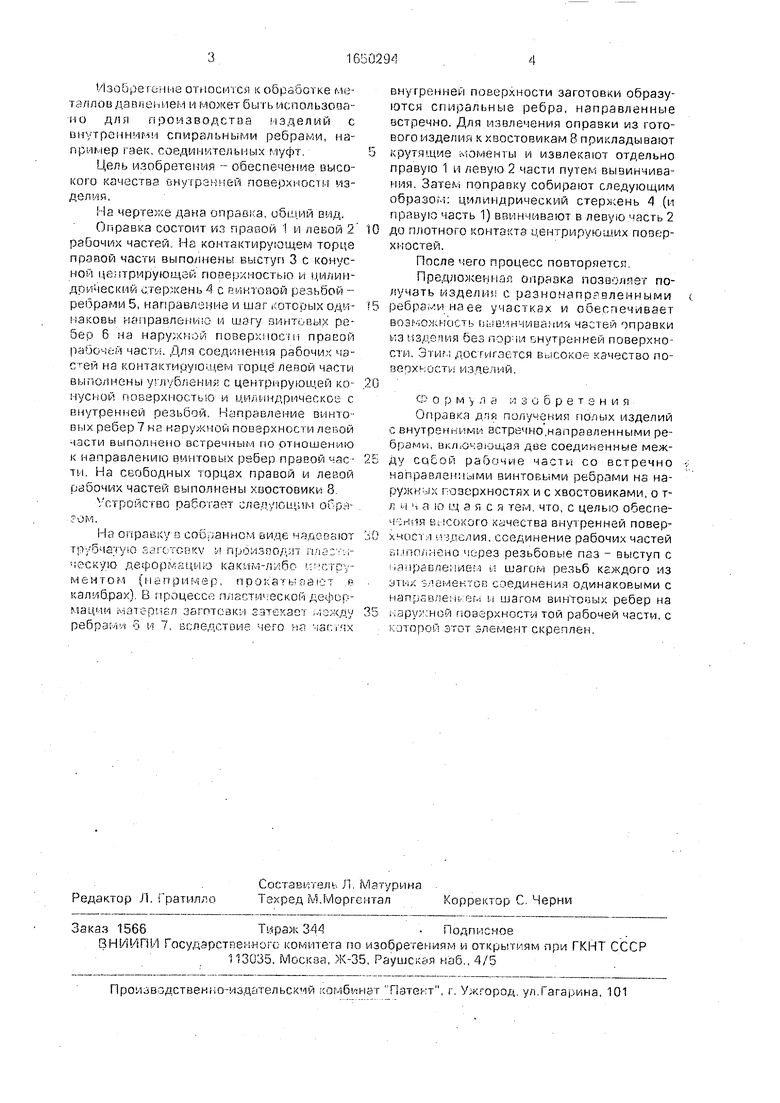
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для производства изделий с внутренними спиральными ребрами | 1983 |
|
SU1082504A1 |
| ЭКСТРАКТОР ДЛЯ СПИРАЛЬНОЙ РЕЗЬБОВОЙ ВСТАВКИ БЕЗ ЦАПФЫ | 2013 |
|
RU2636339C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ прокатки изделий с внутренними спиральными ребрами | 1987 |
|
SU1479190A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| Способ изготовления полых изделий с внутренним винтовым рельефом и устройство для его осуществления | 1989 |
|
SU1636106A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Метчик | 1988 |
|
SU1585162A1 |
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |

,«
С
,ЬI lsovver Hiia oinouiiCtf к оброзотке м.з г-5/1ловдчш(,.|иег1 иножетбьпьмс пользопа- rio для мроизводствя изделий с Ы-Р грсннчпч спиральными ребрами, на- припероек соединительных муфт
Цель изобретения - обеспечение высокого качеств ьнуфэм1 ей поверхности мз- дел ля
I )а черте, в дана onpaei а обпий впд
Пправка состоит s/n прагои 1 п левой 2 рабочих частей На контактирующем торце правой части выполнены высгуп 3 с конусном це тр 1рующ01/. поперхчосчыр и нилии- дгн ческчи i,rep кень л с РИНТОНОИ резьбой - реорзми 5, направлено и nisi |0тсиыходч- ,аковы направлоьч i. гмн BOI ре- 5ео 6 на нарухн л/ iiosepk юо п прасой ра к t п час: Для соединения рабочи ; ча- на конгактииуЮ чем iopue левои части выполнены у л блсыъ с центрпруюшей ко нусной поверхность о и иплпн/фическо, с внутренней резьЬои Чоправлание QHHTO БЫХ ребер 1 ь нгрухчои пооерхног и лсьой ости выполнено встречный по отношению к направлению винтовых ребер правой ас тч На свободных торцах правой л лерой ьабочих частей сыпопнены УDOcтoвик 3
гтричс во раяп,апт олея oi p
JM
Ht5 o.ipac.c о сои /анисм виае чяш
чЮ1
го j4S v o
V ПрО 13РР/ I i I i
. дефор .tituj б ( i ментом (пс-при эр молам s кал 1брах) Biicjueiu пл& т ii ескоп чацчм «. jatPTi зк i ао ,.хл/ pe6pj, i i «, и 7 Bt ле/ пви .его л iar i4
внутренней повсохности заготовки образуются спиральные ребра, направленные встречно Для швпемения оправки из ютового изделия к хвостовикам 8 прикладывают крутчщме моменты и извлекают отдельно правую 1 и левую 2 части путем вывинчивания Затем поправку собирают следующим образом цмлиндрический стержень 4 (и правую часть 1) ввинчивают в левую часть 2 до плотного контакта сен рчруюолих noof р- хмостей.
После процесс повторяется Прецложеы.ог опргнзка позв лпег получать изделш с рззно сшо-чвлеиными ребрами наее учаси- х и обеспечивает вот bi в Н .иве «ич оправки гз is/ о шя Ьез пэр л внутренней поверхно стп Эui i достигается ьыгомэ зчество по- зрох1- ст 1,зпе шй
(. о р м у т d .обретения Оправка ДПР пол/иения попых изделий с внутрен- чми встречно направленными ребрами вкл две соединенные меж- д ср&ой р&Гзпчие части со встречно чаирарлен:1о ми чинтовыми ребрами на на- оужн ix r озерхностях и с хвостовиками о т- г ч 1 а |ц а я с я теп что с целью обеспе- i,н чя Р сочого лочосгва внутренней повер- 4oci 1 п0лия соединение рабочих частей с i .)ено чг рез резьбовые паз - выступ с id ipaLne.uifc i i шагим pr-зьб каждого из ль, loMCi СР „т динения одинаковыми с напрев ie i, сг ц шагом винтоьыу ребер на . jpv/ ной г.овсрхностл той рабочей части с порог этот элемент скреплен
