Изобретение относится к литейному производству, в частности к материалам для изготовления форм при литье по выплавляемым моделям.
Цель изобретения -улучшение качества форм за счет устранения их деформации, повышение производительности труда за счет ускорения прокалки форм и сокращения продолжительности отделения керамики от отливок.
В составе суспензии может быть использовано как высокомодульное стекло,
так и низкомодульное ,при этом жидкое стекло М 2,85-3,4 (высокомодульное) вводится плотностью 1100-1250 кг/м3 в количестве 50-65 мас.%, а жидкое стекло М 2,5-2,84 (низкомодульное) вводится плотностью 1180-1250 кг/м3 и в количестве 35,0- 60,0 кг/м . В последнем случае необходимо ввести неорганическую кислоту и пылевид- ны й кварц.
Пыль электрофильтров - тонкозернистый порошок, продукт пылеуноса при обжиге кускового шамота при 1450-1750°С во
сл о
ы
ю
вращающихся печах, имеет следующий химсостав, , %: SI02 40-60; 37-50; ТЮ2 1,5-2,8; Ре20з 1,8-3,5; СаО 0,6-1,6; МдО 0,4-1,5; R200,3-1,5.
Прокаленная при 1450-1750°С пыль электрофильтров претерпевает полиморфные превращения и представляет собой де- гидратированный каолинит псевдоморфозами муллита по пластинкам каолинита и а -кварцем.
Так, двуокись кремния при этих температурах переходит в кристобалит, который не вступает в реакцию с №20 жидкого стекла и поэтому не образуется эвтектический расплав. Отсутствие полиморфных превращений кварцевой составляющей пыли электрофильтров и высокая термическая стойкость кристобалита и глинозема позволяют ускорить нагрев форм, т.е. прокалку без опасности образования трещин м разрушения форм .За это время успевают удалиться органическая часть этилсиликатного связующего при изготовлении комбинированных форм, остатки модельного состава, а также1 свободная и конституционная вода.
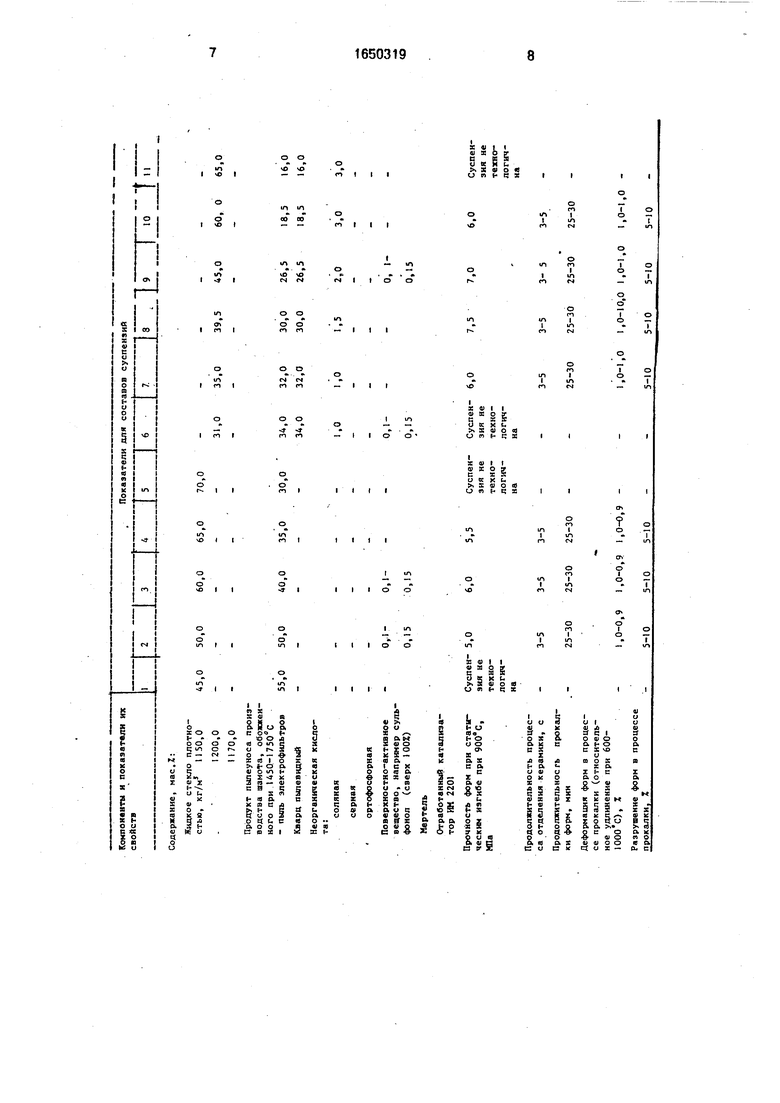
Составы суспензий и свойства форм приведены в таблице.
П р и м е р 1. Жидкое стекло разводится водой до необходимой плотности. При перемешивании в мешалку загружается продукт пылеуноса шамота, обожженного при 1450- 1750°С (пыль электрофильтров), и в течение 20-30 мин доводится до однородной консистенции. При необходимости улучшения смачиваемости за 5 мин до конца перемешивания вводится поверхностно-активное вещество (ПАВ).
П р и м е р 2. Жидкое стекло разводится водой до плотности 1180-1250 кг/м3. Необходимое количество кислоты быстро (одной порцией) вводится в непрерывно перемешивающийся водный раствор жидкого стек- ла. При появлении хлопьев геля перемешивание следует продолжить в течение 10-15 мин. Затем в этот раствор вводятся в любой последовательности пылевидный кварц и продукт пылеуноса производства шамота, обожженного при 1450-1750°С - пыль электрофильтров, и перемешивается 20-30 мин до получения однородной консистенции.При необходимости за 3-5 мин до окончания перемешивания вводят в суспензию поверхностно-активное вещество.
Как видно из таблицы, состав суспензии обеспечивает сокращение продолжительности прокалки форм в 3-4 раза. При этом не происходит разрушение форм также и в связи с тем, что устраняется их деформация в процессе нагрева. Так, наибольшее относительное удлинение составляет 0,95 ,0 Относительное удлинение формы в интервале 600-1000°С изменяется незначительно (на 0,1-0,15%), т.е. размеры форм в
указанном интервале температур не изменяются или изменяются незначительно, что не имеет практического влияния на прочность,1 а также и деформацию форм. Стоимость 1 т продукта пылеуноса при производстве
шамота 2 р. 83 коп.
Горячая прочность находится на уровне 5-7 МПа, т.е. формы при прокалке могут нагреваться с любой.скоростью без опасности растрескивания и разрушения. Таким
образом ускоряется прокалка форм в 3-4 раза по сравнению с прототипом, согласно которому формы должны прокаливаться 2 ч по определенному режиму, обеспечивающему протекание всех процессов, в основном оплавление и вслед за ним формирование твердофазной структуры керамики. Однако оплавление сопровождается деформационными превращениями и потерей прочности в горячем состоянии.
После заливки формы металлом ранее оплавленная керамика охлаждается с нарастанием остаточной прочности, в результате она плохо отбивается от отливок, особенно в закрытых насыщенных отливками местах металлического блока, Керамика же по изобретению после заливки и охлаждения разупрочняется, время отбивки керамики от отливки сокращается в 3-5 раз. Реализация изобретения позволит повысить качество форм за счет устранения их деформации, повысить производительность труда за счет ускорения прокалки форм и сокращения продолжительности отделения керамики от отливок, а также снизить их
стоимость.
Формула изобретения 1. Состав суспензии для форм по выплавляемым моделям, включающий огнеупорный наполнитель .жидкое стекло ,о т- личающийся тем, что ,с целью улучшения качества форм путем устранения их деформаций, повышения производительности труда путем ускорения прокалки форм и сокращения продолжительности отделения керамики от отливок, а также снижения их стоимости, состав дополнительно содержит пыль электрофильтров при производстве шамота, прокаленную при 1450-1750°С,
при следующем соотношении ингредиентов, мас.%:
Жидкое стекло
Пыль электрофильтров
при производстве
35-65
шамота, прокаленная
при 1450-1750°С35-65
2. Состав по п.1, преимущественно при использовании высокомодульного жидкого стекла с М 2,85-3,4 и плотностью 1100-1250, 5 его компоненты имеют следующее соотношение, мас.%:
Жидкое стекло
М 2,85-3,4, у 11001250кг/м3.50,0-65,010
Пыль электрофильтров
при производстве
шамота, прокаленная
при 145«М750°С35,0-50,0
3. Состав по п.1, преимущественно при использовании низкомодульного жидкого стекла с М 2,5-2.84. и плотностью 1180- 1250 кг/м , он дополнительно содержит пылевидный кварц и неорганическую кислоту при следующем соотношении компонентов. мас.%:
Жидкое стекло М 2.5-2.84, у 1180- 1250 кг/м335,0-60.0
Пыль электрофильтров при производстве шамота, прокаленная при 1450-1750°С18,0-45,
Неорганическая кислота 0,3-3,0 Пылевидный кварцОстальное

| название | год | авторы | номер документа |
|---|---|---|---|
| Суспензия для изготовления литейных форм по выплавляемым моделям | 1983 |
|
SU1154027A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2130358C1 |
| Связующее для формовочных и стержневых смесей | 1989 |
|
SU1616753A1 |
| Способ изготовления многослойных комбинированных форм по выплавляемым моделям | 1982 |
|
SU1129014A1 |
| Суспензия для изготовления оболочковых форм по выплавляемым моделям | 1979 |
|
SU1011323A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| Суспензия для изготовления оболочковых форм по выплавляемым моделям | 1981 |
|
SU1090481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПО ПОСТОЯННЫМ МОДЕЛЯМ | 1999 |
|
RU2157292C1 |
| Связующее для изготовления литейных керамических форм по выплавляемым моделям и способ его приготовления | 1983 |
|
SU1107948A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1999 |
|
RU2146983C1 |
Изобретение относится к литейному производству, в частности к материалам для изготовления форм при литье по выплавляемым моделям. Цель - улучшение качества форм за счет устранения их деформации, повышение производительности труда за счет ускорения прокалки форм и сокращения продолжительности отделения керамики от отливок. Содержание в составе с жидкостекольным связующим пыли электрофильтров - продукта пылеуноса при производстве шамота -, прокаленной при i 1450-1750°С в количестве 35-65 мас.%, позволяет благодаря тому, что структура упомянутого уноса представляет собой дегидратированный каолинит псевдоморфозами муллита по пластинкам каолинита и а -кварцем, устранить деформацию жидко- стекольных форм при нагреве до высоких температур, быстрое в течение 5-10 мин нарастание горячей прочности, что обеспечивает повышение скорости нагрева и.уско рение прокалки. 2 з.п.ф-лы, 1 табл.
| Литье по выплавляемым моделям./ Под ред | |||
| Я.И.Шклянника и В.А.Озёрова,- М.: Машиностроение, 1984, с.194 |
