для выступа с геометрией усеченного конуса
hx(ri2 +п (n -hx -ctgg) +(rH1x-ctg(T)2). Ь(Г) 2 +П fn -h ctga)+(n - h ctg«)2
К
e - объемная усадка, %;
h - высота измерительного выступа до затвердевания;
П - радиус основания выступа, мм;
hx высота измерительного выступа после затвердевания;
а- угол наклона образующей конуса к горизонтали.
Увеличение относительного объема из- мерительного выступа больше чем 1:8 приводит к повышению погрешности определения усадки, так как при этом компенсация усадки измерительного выступа будет осуществляться за счет изменения его высоты.
Уменьшение относительного объема измерительного выступа менее 1:16 не обеспечивает требуемую компенсацию усадки пробы и возможность реализации способа.
Увеличение соотношения площади основания и площади всей остальной поверхности измерительного выступа более чем 1:2 приводит к созданию в выступе усадочного конуса соизмеримого с его высотой и тем самым не обеспечится реализация способа.
Уменьшение этого соотношения менее чем 1:10 приводит к существенному влиянию капиллярных сил и сил трения на перемещение металла в измерительном выступе, что в свою очередь повышает погрешность определения усадки.
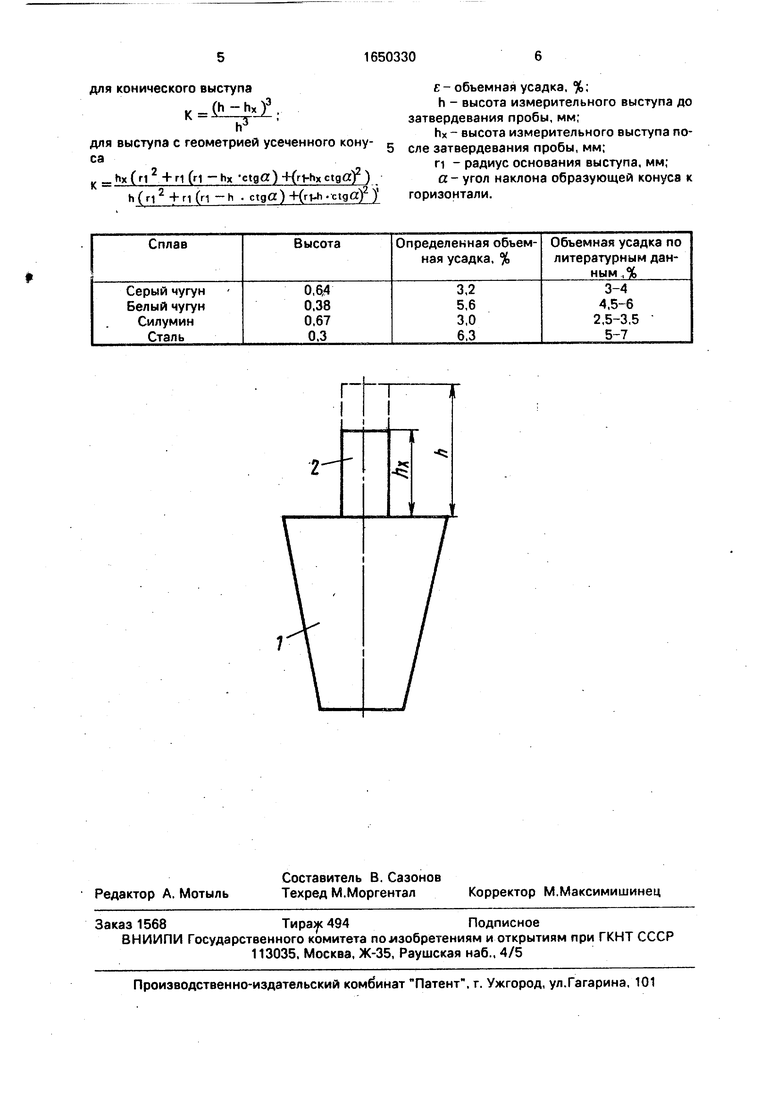
Отливка и литейная форма для пробы сконструирована таким образом, что в ней создаются условия направленного затвер- девания в сторону основания измерительного выступа, а питание (компенсация усадки) осуществляется за счет металла измерительного выступа пробы, затвердевающего в последнюю очередь.
На чертеже приведена схема отливки пробы,
Отливка пробы состоит из двух частей: массивной 1, в которой создается направленное затвердевание, и измерительного выступа 2.
Способ определения объемной усадки сплавов реализуется следующим образом.
8 литейную форму, предназначенную для получения пробы, заливают жидкий ме- талл при той температуре, при которой производится его заливка в фасонные формы отливок. Высота измерительного выступа (h) формы известна, его объем полностью заполняется металлом. При этом литейная
форма сконструирована таким образом, что кристаллизация пробы осуществляется к основанию измерительного выступа и его металл все время питал отливку и затвердевал в последнюю очередь, уменьшая свою высоту за счет потери металла на подпитку массивной части пробы. После извлечения из формы полученной пробы измеряется высота измерительного выступа (hx), затем по изменению высоты измерительного выступа до его затвердевания (h) и после (hx) определяется усадка сплава по вышеприведенным формулам в зависимости от выбранной геометрии выступа,
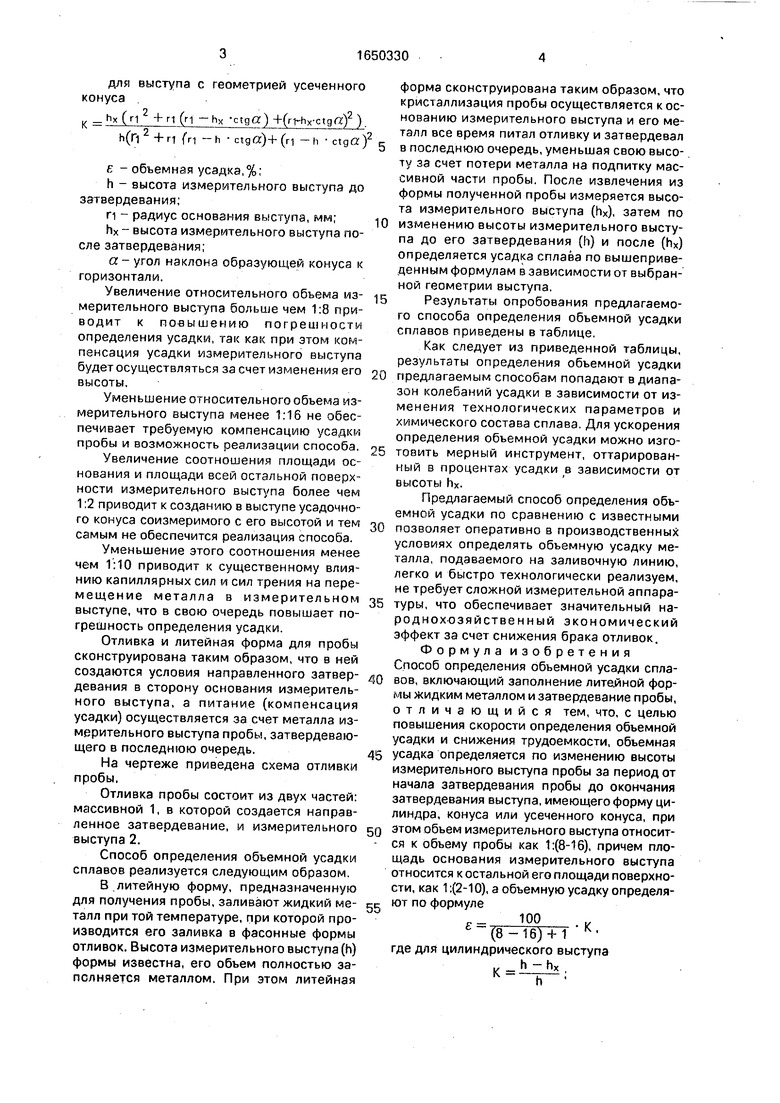
Результаты опробования предлагаемого способа определения объемной усадки сплавов приведены в таблице.
Как следует из приведенной таблицы, результаты определения объемной усадки предлагаемым способам попадают в диапазон колебаний усадки в зависимости от изменения технологических параметров и химического состава сплава. Для ускорения определения объемной усадки можно изготовить мерный инструмент, оттарирован- ный в процентах усадки в зависимости от высоты hx.
Предлагаемый способ определения объемной усадки по сравнению с известными позволяет оперативно в производственных условиях определять объемную усадку металла, подаваемого на заливочную линию, легко и быстро технологически реализуем, не требует сложной измерительной аппаратуры, что обеспечивает значительный народнохозяйственный экономический эффект за счет снижения брака отливок.
Формула изобретения Способ определения объемной усадки сплавов, включающий заполнение литейной формы жидким металлом и затвердевание пробы, отличающийся тем, что, с целью повышения скорости определения объемной усадки и снижения трудоемкости, объемная усадка определяется по изменению высоты измерительного выступа пробы за период от начала затвердевания пробы до окончания затвердевания выступа, имеющего форму цилиндра, конуса или усеченного конуса, при этом объем измерительного выступа относится к объему пробы как 1:(8-16), причем площадь основания измерительного выступа относится к остальной его площади поверхности, как 1:(2-10), а объемную усадку определяют по формуле
г 100 . „
(8-16)-М где для цилиндрического выступа
v - Пх . к -,
для конического выступа
Ј - объемная усадка, %; h - высота измерительного выступа до затвердевания пробы, мм;
hx - высота измерительного выступа по- для выступа с геометрией усеченного кону- g сле затвердевания nЈo6bli мм;
ri - радиус основания выступа, мм; а-угол наклона образующей конуса к
са
к
(h-hx)3. К 7
hx ( М 2 + П (п - hx -ctga ) -f(rt-hx ctgg)2 )
h ( ri 2 + ri (n - h . ctgg ) +(rMi ctgCt)2 ) ГОрИЗОНТЭЛИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма пробы для определения объемной усадки сплавов | 1989 |
|
SU1694317A1 |
| Устройство для определения трещино-устойчивости безопочных форм | 1983 |
|
SU1225674A1 |
| Прибыль | 1986 |
|
SU1437141A1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| КОМПЛЕКСНАЯ ЛИТЕЙНАЯ ТЕХНОЛОГИЧЕСКАЯ ПРОБА | 2000 |
|
RU2167024C1 |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| Способ оценки усадки затвердевающих вфОРМЕ СплАВОВ | 1979 |
|
SU831322A1 |
| Способ получения отливок с полостью @ -1 | 1962 |
|
SU942320A1 |
| Прибыль для крупногабаритных отливок | 1987 |
|
SU1496905A1 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
Изобретение относится к литейному производству, конкретнее к способам определения объемной усадки сплавов. Цель изобретения - быстрое и качественное определение объемной усадки литейных сплавов. Объемная усадка определяется по изменению высоты измерительного выступа пробы за период от начала затвердевания пробы до окончания затвердевания выступа, имеющего форму цилиндра, конуИзобретение относится к литейному производству, в частности к способам определения объемной усадки сплавов. Целью изобретения является повышение скорости определения объемной усадки и снижение трудоемкости. Сущность способа заключается в том, что объемная усадка определяется по изменению высоты измерительного выступа пробы за период от начала затвердевания пробы до окончания затвердевания выступа, имеющего форму цилиндра, конуса или усеченного конуса, при этом объем измерительного выступа так относится к объему са или усеченного конуса. При этом объем измерительного выступа относится к объему пробы как 1:(8-16), причем площадь основания измерительного выступа относится к остальной его площади поверхности как 1:(2-10), а объемную усадку определяют по формуле Ј тй-«g , К
| Курдюмов А.В | |||
| и др | |||
| Лабораторные работы по технологии литейного производства,- М.: Машиностроение, 1970, с.129, рис.62. |
