Изобретение относится к оборудованию для изготовления изделий из вспененных полимерных материалов и может использоваться при производстве холодильной техники, например для изготовления шкафов бытовых холодильников с теплоизоляцией из пенополиуретана.
Целью изобретения является обеспечение безопасности эксплуатации.
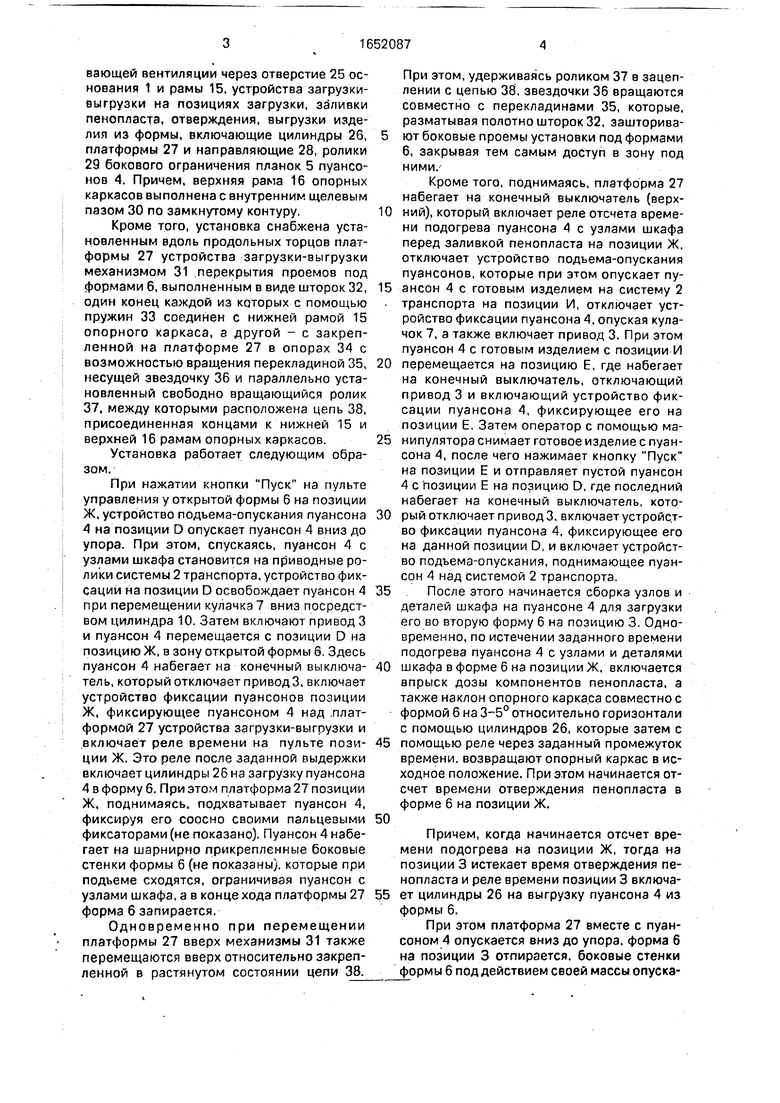
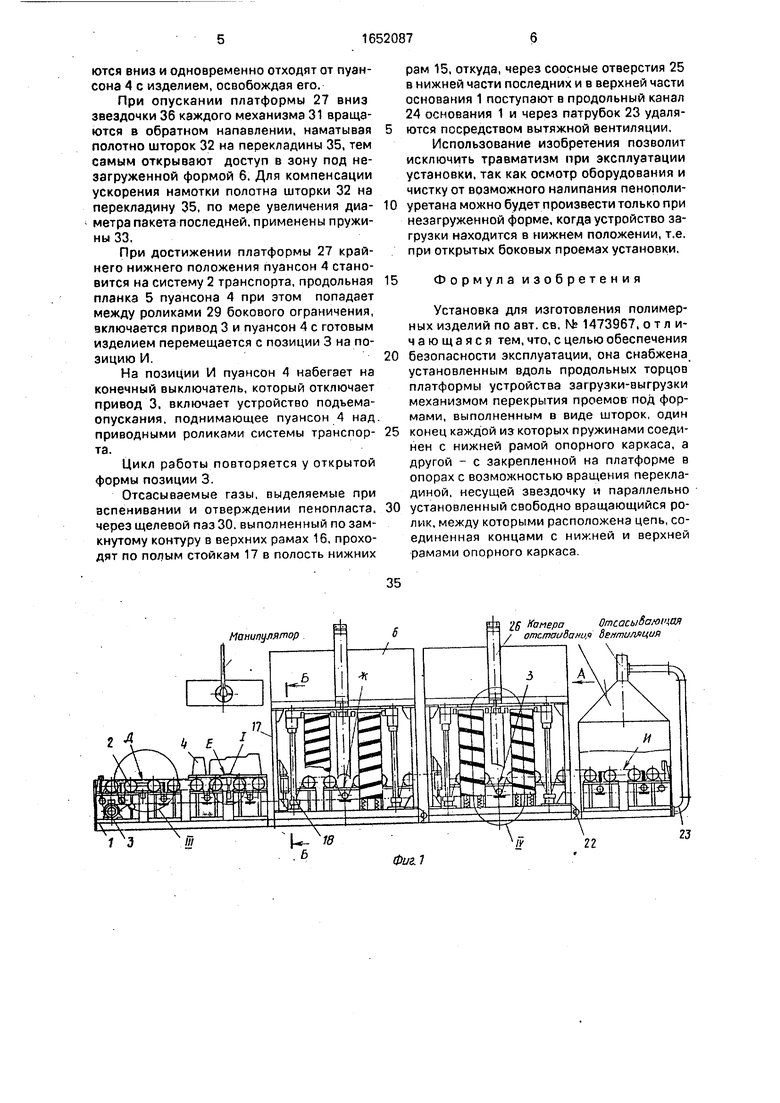
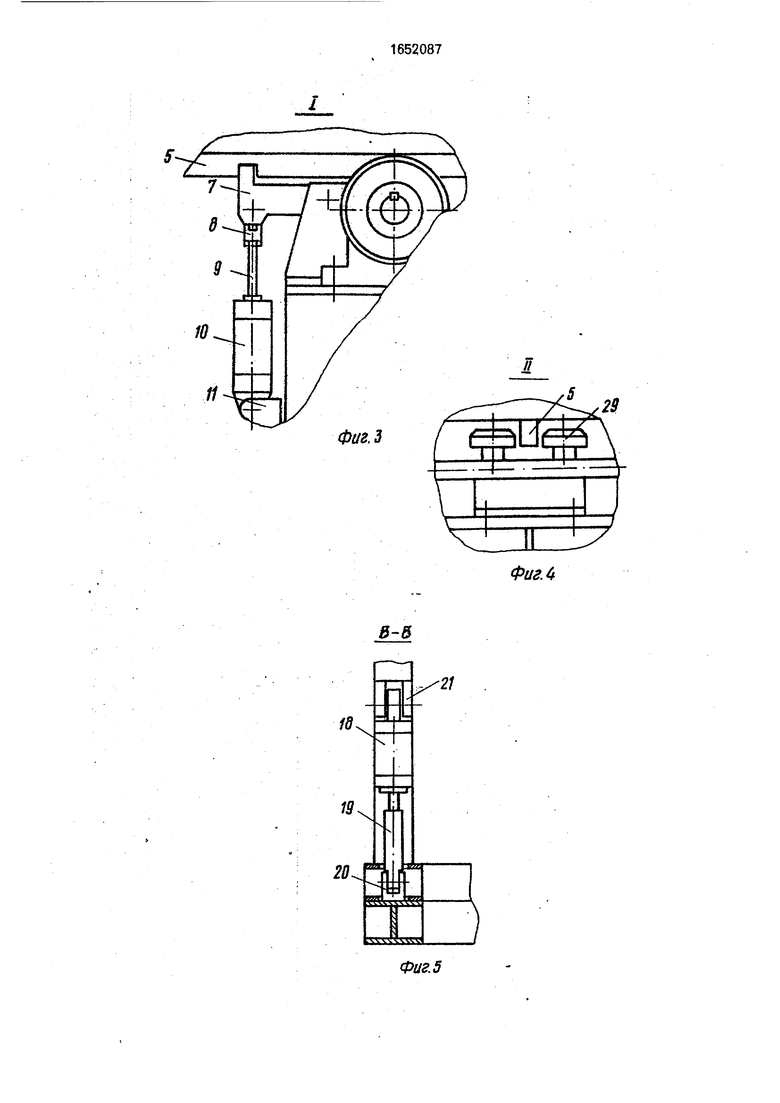
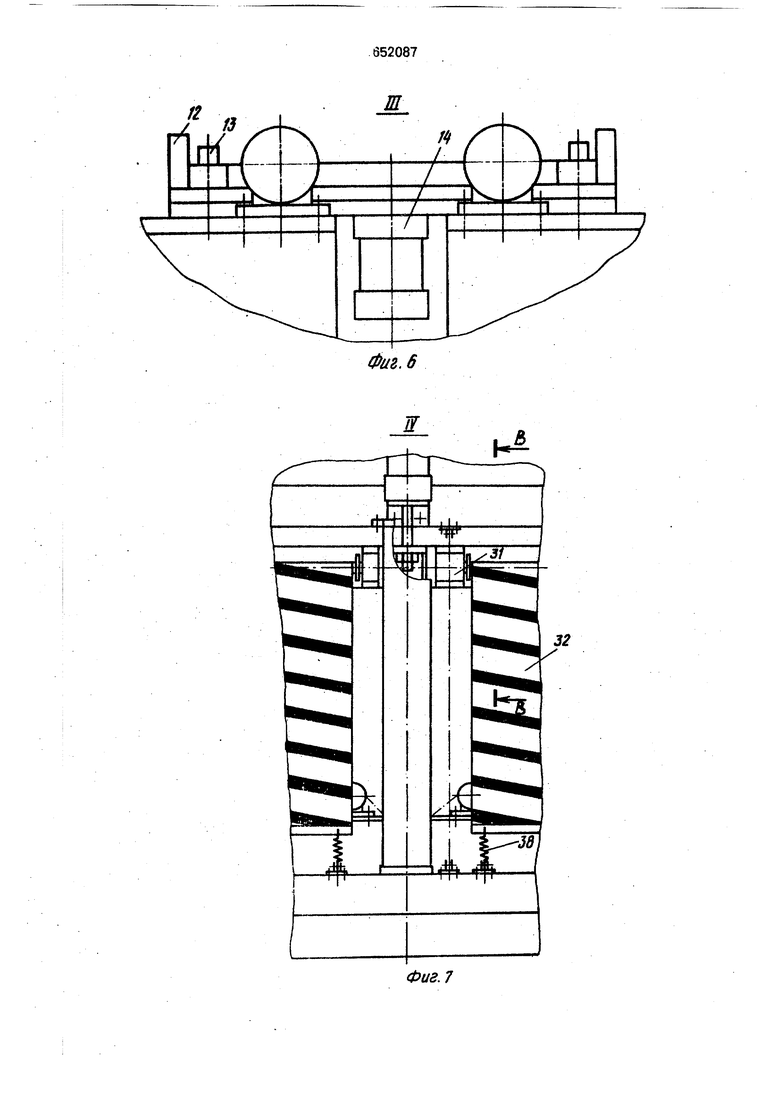
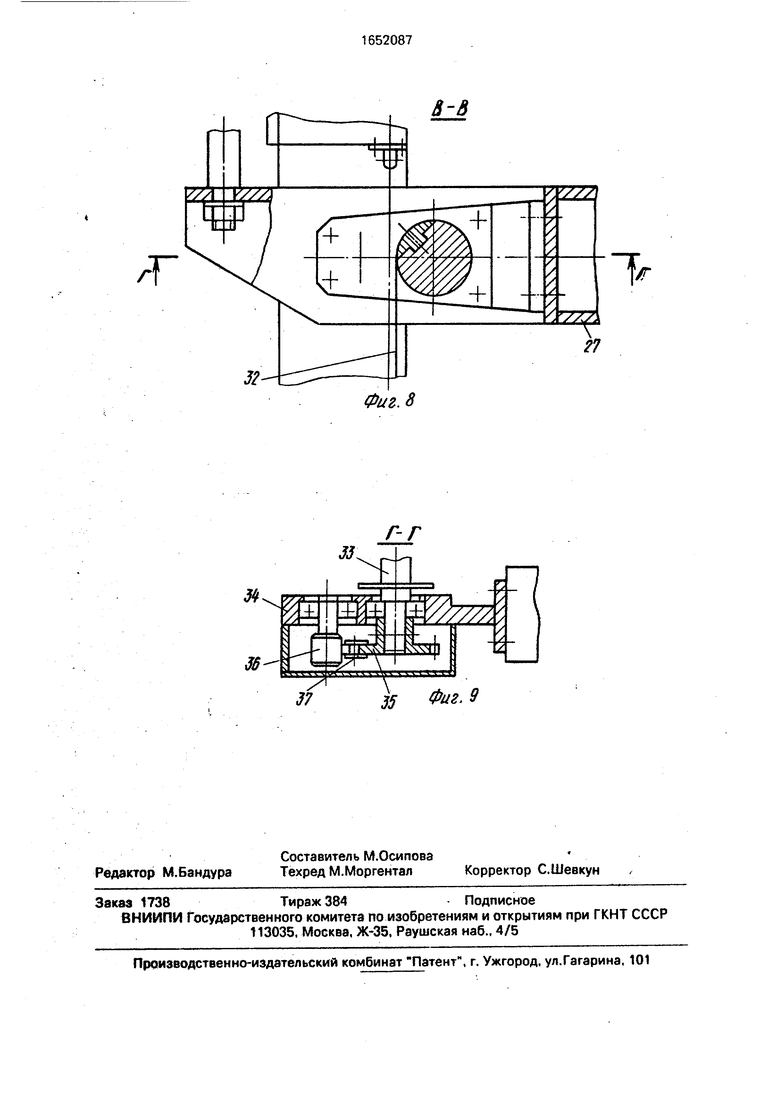
На фиг. 1 показана установка, вид сбоку; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - узел III на фиг. 1; на фиг. 7--узел IV на фиг. 1; на фиг. 8 - разрез В-В на фиг. 7; на фиг. 9 - разрез Г-Г на фиг. 8.
На фиг. 1 обозначены технологические позиции: D - сборка узлов шкафа на пуансоне; Е - съем готовых изделий с пуансона; Ж, 3 - загрузка, заливка пенопласта, отверждение, выгрузка пуансонов с изделиями из формы; И - отстаивание пуансонов с готовыми изделиями.
Установка содержит смонтированную на основании 1 систему 2 транспорта с приводом 3, пуансоны 4 с продольной планкой 5 для бокового ограничения, формы 6, устройства фиксации, смонтированные на каждой технологической позиции, включающие кулачок 7, подвешенный на шарнире 8 и закрепленный на штоке 9 цилиндра 10, закрепленного посредством шарнира 11 на основании 1, устройства подъема-опускания пуансонов4, установленные на позиции (D, И) сборки узлов шкафа на пуансоне и отстаивания готовых изделий, включающие платформу 12, направляющие 13 и цилиндр 14, опорные каркасы на позициях (Ж, 3) загрузки, заливки пенопласта.отверждения и выгрузки пуансонов на формы, включающие нижние полые рамы 15, верхние полые рамы 16 и полые стойки 17, цилиндры 18 со штоками 19 наклона опорных каркасов в вертикальной плоскости посредством шарниров 20, 21 и 22, патрубок 23 для подключения продольного кянзпз 2й, основания 1 к всасысл
с
о сл
N О
сх ч
го
вающей вентиляции через отверстие 25 основания 1 и рамы 15, устройства загрузки- выгрузки на позициях загрузки, заливки пенопласта, отверждения, выгрузки изделия из формы, включающие цилиндры 26, платформы 27 и направляющие 28, ролики 29 бокового ограничения планок 5 пуансонов А. Причем, верхняя рама 16 опорных каркасов выполнена с внутренним щелевым пазом 30 по замкнутому контуру.
Кроме того, установка снабжена установленным вдоль продольных торцов платформы 27 устройства загрузки-выгрузки механизмом 31 перекрытия проемов под формами 6, выполненным в виде шторок 32, один конец каждой из которых с помощью пружин 33 соединен с нижней рамой 15 опорного каркаса, а другой - с закрепленной на платформе 27 в опорах 34 с возможностью вращения перекладиной 35, несущей звездочку 36 и параллельно установленный свободно вращающийся ролик 37, между которыми расположена цепь 38, присоединенная концами к нижней 15 и верхней 16 рамам опорных каркасов.
Установка работает следующим образом.
При нажатии кнопки Пуск на пульте управления у открытой формы 6 на позиции Ж, устройство подъема-опускания пуансона 4 на позиции D опускает пуансон 4 вниз до упора. При этом, спускаясь, пуансон 4 с узлами шкафа становится на приводные ролики системы 2 транспорта, устройство фиксации на позиции D освобождает пуансон 4 при перемещении кулачка 7 вниз посредством цилиндра 10. Затем включают привод 3 и пуансон 4 перемещается с позиции D на позицию Ж, в зону открытой формы 6. Здесь пуансон 4 набегает на конечный выключа- тель, который отключает привод 3, включает устройство фиксации пуансонов позиции Ж, фиксирующее пуансоном 4 над .платформой 27 устройства загрузки-выгрузки и включает реле времени на пульте пози- ции Ж. Это реле после заданной выдержки включает цилиндры 26 на загрузку пуансона 4 в форму 6. При этом платформа 27 позиции Ж, поднимаясь, подхватывает пуансон 4, фиксируя его соосно своими пальцевыми фиксаторами (не показано). Пуансон 4 набегает на шарнирно прикрепленные боковые стенки формы 6 (не показаны), которые при подъеме сходятся, ограничивая пуансон с узлами шкафа, а в конце хода платформы 27 форма 6 запирается.
Одновременно при перемещении платформы 27 вверх механизмы 31 также перемещаются вверх относительно закрепленной в растянутом состоянии цепи 38.
При этом, удерживаясь роликом 37 в зацеплении с цепью 38, звездочки 36 вращаются совместно с перекладинами 35, которые, разматывая полотно шторок 32, зашторивают боковые проемы установки под формами 6, закрывая тем самым доступ в зону под ними.
Кроме того, поднимаясь, платформа 27 набегает на конечный выключатель (верхний), который включает реле отсчета времени подогрева пуансона 4 с узлами шкафа перед заливкой пенопласта на позиции Ж, отключает устройство подъема-опускания пуансонов, которые при этом опускает пуансон 4 с готовым изделием на систему 2 транспорта на позиции И, отключает устройство фиксации пуансона 4. опуская кулачок 7, а также включает привод 3. При этом пуансон 4 с готовым изделием с позиции И перемещается на позицию Е, где набегает на конечный выключатель, отключающий привод 3 и включающий устройство фиксации пуансона 4, фиксирующее его на позиции Е. Затем оператор с помощью манипулятора снимает готовое изделие с пуансона 4, после чего нажимает кнопку Пуск на позиции Е и отправляет пустой пуансон 4 с Позиции Е на позицию D, где последний набегает на конечный выключатель, который отключает привод 3, включает устройство фиксации пуансона 4, фиксирующее его на данной позиции D, и включает устройство подъема-опускания, поднимающее пуансон 4 над системой 2 транспорта.
После этого начинается сборка узлов и деталей шкафа на пуансоне 4 для загрузки его во вторую форму 6 на позицию 3. Одновременно, по истечении заданного времени подогрева пуансона 4 с узлами и деталями шкафа в форме 6 на позиции Ж, включается впрыск дозы компонентов пенопласта, а также наклон опорного каркаса совместно с формой 6 на 3-5° относительно горизонтали с помощью цилиндров 26, которые затем с помощью реле через заданный промежуток времени, возвращают опорный каркас в исходное положение. При этом начинается отсчет времени отверждения пенопласта в форме 6 на позиции Ж.
Причем, когда начинается отсчет времени подогрева на позиции Ж, тогда на позиции 3 истекает время отверждения пенопласта и реле времени позиции 3 включает цилиндры 26 на выгрузку пуансона 4 из формы 6.
При этом платформа 27 вместе с пуансоном 4 опускается вниз до упора, форма 6 на позиции 3 отпирается, боковые стенки формы 6 под действием своей массы спускаются вниз и одновременно отходят от пуансона 4 с изделием, освобождая его.
При опускании платформы 27 вниз звездочки 36 каждого механизма 31 вращаются в обратном напавлении, наматывая полотно шторок 32 на перекладины 35, тем самым открывают доступ в зону под незагруженной формой 6. Для компенсации ускорения намотки полотна шторки 32 на перекладину 35, по мере увеличения диа- метра пакета последней, применены пружины 33.
При достижении платформы 27 крайнего нижнего положения пуансон 4 становится на систему 2 транспорта, продольная планка 5 пуансона 4 при этом попадает между роликами 29 бокового ограничения, включается привод 3 и пуансон 4 с готовым изделием перемещается с позиции 3 на позицию И.
На позиции И пуансон 4 набегает на конечный выключатель, который отключает привод 3. включает устройство подъема- опускания, поднимающее пуансон 4 над приводными роликами системы транспорта.
Цикл работы повторяется у открытой формы позиции 3.
Отсасываемые газы, выделяемые при вспенивании и отверждении пенопласта, через щелевой паз 30. выполненный по замкнутому контуру в верхних рамах 16, проходят по полым стойкам 17 в полость нижних
рам 15, откуда, через соосные отверстия 25 в нижней части последних и в верхней части основания 1 поступают в продольный канал 24 основания 1 и через патрубок 23 удаляются посредством вытяжной вентиляции.
Использование изобретения позволит исключить травматизм при эксплуатации установки, так как осмотр оборудования и чистку от возможного налипания пенополиуретана можно будет произвести только при незагруженной форме, когда устройство загрузки находится в нижнем положении, т.е. при открытых боковых проемах установки.
Ф о рму л а и зоб рете н и я
Установка для изготовления полимерных изделий по авт. св. № 1473967. отличающаяся тем, что, с целью обеспечения безопасности эксплуатации, она снабжена установленным вдоль продольных торцов платформы устройства загрузки-выгрузки механизмом перекрытия проемов под формами, выполненным в виде шторок, один конец каждой из которых пружинами соединен с нижней рамой опорного каркаса, а другой - с закрепленной на платформе в опорах с возможностью вращения перекладиной, несущей звездочку и параллельно установленный свободно вращающийся ролик, между которыми расположена цепь, соединенная концами с нижней и верхней рамами опорного каркаса.
0
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления вспененных изделий | 1989 |
|
SU1703484A2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ ДВЕРИ | 2007 |
|
RU2427463C2 |
| Форма для заливки теплоизоляции из вспенивающихся материалов в шкафы холодильников | 1988 |
|
SU1549778A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| Линии для изготовления изделий с теплоизоляцией из пенопласта | 1984 |
|
SU1341045A1 |
| Линия для изготовления изделий с теплоизоляцией из пенопласта | 1982 |
|
SU1087352A1 |
| Форма для изготовления вспененных изделий | 1986 |
|
SU1323404A1 |
| Установка для отверждения полимерного материала | 1990 |
|
SU1776572A1 |
| Установка для мойки изделий | 1988 |
|
SU1563786A1 |
| ЧЕТЫРЕХСЕКЦИОННЫЙ АВТОМОБИЛЬНЫЙ ЛИФТ ДЛЯ АВТОМОБИЛЬНЫХ ПАРКОВОК | 2015 |
|
RU2587671C1 |
Изобретение относится к оборудованию для изготовления изделий из вспененных материалов и может быть использовано при- изготовлении шкафов холодильников с теплоизоляцией из пенополиуретана. Целью изобретения является обеспечение безопасности эксплуатации. Для этого установка для изготовления полимерных изделий снабжена механизмом перекрытия проемов под формами, выполненными в виде шторок, один конец которых соединен с нижней рамой опорного каркаса, а другой - с закрепленной на платформе в опорах с возможностью вращения перекладиной. 9 ил.
2S КамераОтсасы8а/а1цая
/ отипаиКанио Ьептиляция
ФигЛ
Вид А
25 фиг. 2
Фиг.З
id
Фиг.
д
Л1
Фиг. 5
Фиг. 6
Фиг. 7
32
33
М.
ъ±
36
37
В-В
27
Фиг. В
Г-Г
Р1
и
fa
W777A
}5 Фиг. 9
| Установка для изготовления полимерных изделий | 1986 |
|
SU1473967A1 |
| Солесос | 1922 |
|
SU29A1 |
