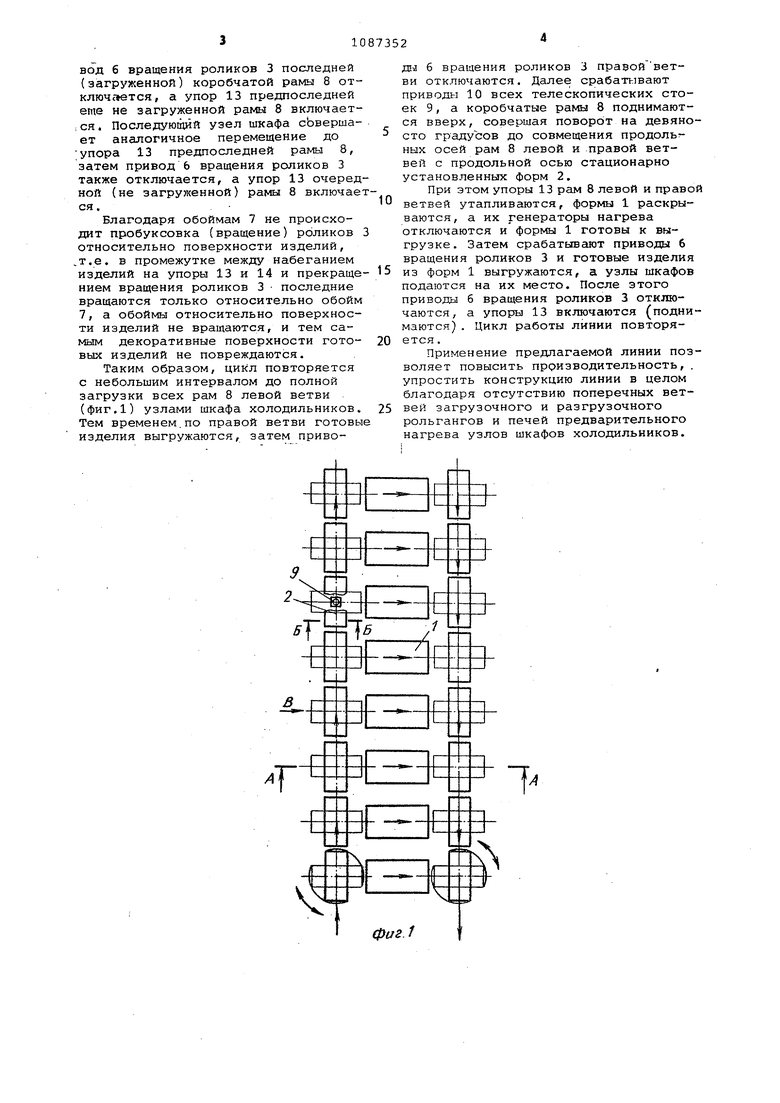
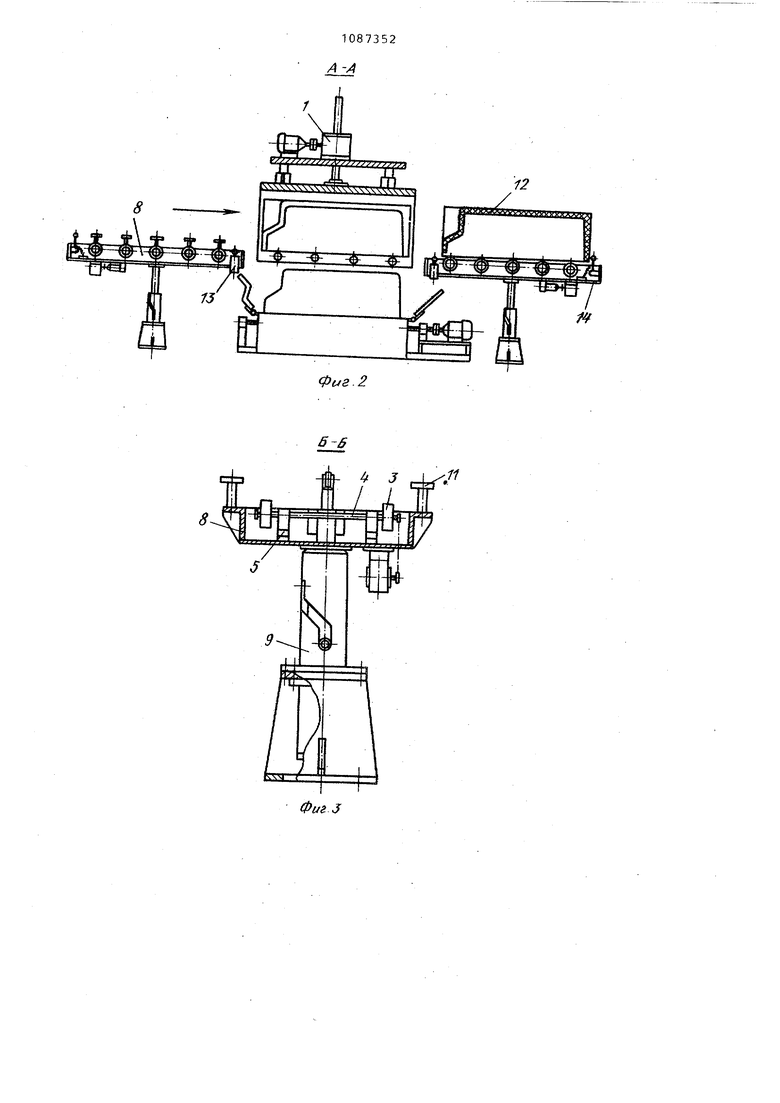
Изобретение относится к холодильной технике, в частности к холодильному машиностроению, и может быть использовано при массовом производстве бытовых холодильников с пено- полиуретановой теплоизоляцией. Известна линия для изготовления полимерных изделий, содержащая разме щенные на смонтированном на раме уст ройстве для транспортирования форм в виде замкнутого, неприводного рольганга с продольными и поперечными ветвями и толкателями форм механизг.1ы плавного гашения скорости форм ij , К недостаткам этой линии относятс громоздкость конструкции, большие металло- и энергоемкость, сложность обслуживания. Наиболее близкой к предлагаемой по технической сущности является линия для изготовления изделий с тепло изоляцией из пенопласта, содержащая систему транспортирования изделий, выполненную в виде загрузочного и разгрузочного рольгангов, стационарные формы для размещения изделий при заливке и отверждении теплоизоляции, машину для заливки пенопласта 2J , К недостаткам этой линии относятс сложность конструкции вследствие наличия поперечных ветвей рольгангов для загрузки узлов и выгрузки готовы изделий, а также наличие печей предварительного подогрева изделий перед каждой формой. Кроме того, перечисленные элементы (поперечные ветви рольгангов и печи) значительно повышают металлоемкость, усложняют работу и, в конечном итоге, снижают производительность линии в целом. .Целью изобретения являетсяповышение производительности линии и сни жение ее металлоемкости. Указанная цель достигается тем, что в линии для изготовления изделий с теплоизоляцией из пенопласта, соде жащей систему транспортирования изделий, выполненную в виде загрузочного и разгрузочного рольгангов, стационарные формы для размещения изделий, при заливке и отверждении теплоизоляции, машину для заливки пенопласта, загрузочный и разгрузочный рольганги системы транспортирования изделий с роликами, снабженными надетыми на них с заданным усилием трения обоймами, смонтированы на рядах коробчатых рам, размещенных по разные стороны от стационарных форм и закрепленных на телескопических стойках с возможностью возвратно поступательного перемещения и поворо та относительно вертикальной оси, при этом каждая коробчатая рама снаб жена роликами бокового ограничения перемещения изделий и размещенными на противоположных торцах коробчатой двумя утапливаемыми упорами, один из которых выполнен с возможностью управления его вертикальным перемещением, а другой - подпружиненным. На фиг. 1 изображена линия, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг,4 - вид В на фиг.1. Линия для изготовления изделий . с теплоизоляцией из пенопласта включает ряд стационарных форм 1 с генераторами нагрева, размещенные по разные стороны от них загрузочный и разгрузочный рольганги 2, каждый из которых выполнен в виде двух рядов приводных роликов 3, связанных попарно осями 4 с опорными стойками 5. Ролики 3 приводятся во вращение от привода 6 и снабжены обоймами 7, надетыми на них с заданным усилием трения. Загрузочный и разгрузочный рольганги смонтированы на рядах коробчатых рам 8, размещенных по разные стороны от ряда стационарных форм. Коробчатые рамы 8 закреплены на телескопических стойках 9 с возможностью возвратно-поступательного движения и поворота относительно вертикальной оси от привода 10. Каждая коробчатая рама 8 снабжена роликами 11 бокового ограничения перемещения изделий 12 (узлов шкафов холодильников) и размещенными на противоположных торцах рамы 8 двумя утапливаемыми упорами. Упор 13 выполнен с возможностью управления его вертикальным перемещением, а упор 14 - подпружиненньм. Подача вспенивающейся композиции в форг4ы с издeлия /ш (узлами шкафов холодильников) осуществляется машиной для заливки пенопласта (не показана) . Линия работает следугощим образом. При нажатии кнопки Пуск срабатывают приводы 10 телескопических стоек 9 и все коробчатые рамы 8 опускаются вниз.до упора, поворачиваясь на девяносто градусов, образуя две продольные ветви для загрузки изделий (узлов шкафов холодильников) по одной из Них и для выгрузки готовых изделий по другой (фиг.1), включаются приводы 6 вращения роликов 3 и утапливаются выполненные с возможностью управления упоры 13 всех рам, кроме последней на левой ветви. Одновременно формы 1 закрываются; впрыскивается пенополиуретан и включаются генераторы нагрева форм. После этого поданный первый узел шкафа перемещается приводными роликами 3, направляемыми роликами 11 бокового ограничения до упора 13 последней рамы 8, т.е. перемещается сквозным сообщением по Е оликам всех рам до упора 13 последней. При этом привод 6 вращения роликов 3 последней (загруженной) коробчатой рамы 8 отключается, а упор 13 предпоследней erne не загруженной рамы 8 включает;ся. Последующий узел шкафа сЬвершает аналогичное перемещение до упора 13 предпоследней рамы 8, затем привод 6 вращения роликов 3 также отключается, а упор 13 очеред ной (не загруженной) рамы 8 включае ся. Благодаря обоймам 7 не происходит пробуксовка (вращение) роликов относительно поверхности изделий, ,т.е. в промежутке между набеганием изделий на упоры 13 и 14 и прекраще нием вращения роликов 3 последние вращаются только относительно обойм 7, а обоймы относительно поверхности изделий не вращаются, и тем самым декоративные поверхности готовых изделий не повреждаются. Таким образом, цикл повторяется с небольшим интервалом до полной загрузки всех рам 8 левой ветви (фиг.1) узлами шкафа холодильников. Тем временем.по правой ветви готовы изделия выгружаются, затем привоДЕЛ 6 вращения роликов 3 правойветБи отключаются. Далее срабатывают приводы 10 всех телескопических стоек 9 , а коробчатые рамы 8 поднимаются вверх, совершая поворЬт на девяносто градусов до совмещения продольных осей рам 8 левой и правой ветвей с продольной осью стационарно установленных форм 2. При этом упоры 13 рам 8 левой и правой ветвей утапливаются, формы 1 раскрываются, а их генераторы нагрева отключаются и формы 1 готовы к выгрузке. Затем срабатывают приводы 6 вращения роликов 3 и готовые изделия из форм 1 выгружаются, а узлы шкафов подаются на их место. После этого приводы б вращения роликов 3 отключаются, а упоры 13 включаются (поднимаются) . Цикл работы линии повторяется . Применение предлагаемой линии позволяет повысить производительность, . упростить конструкцию линии в целом благодаря отсутствию поперечных ветвей загрузочного и разгрузочного рольгангов и печей предварительного нагрева узлов шкафов холодильников. А-Л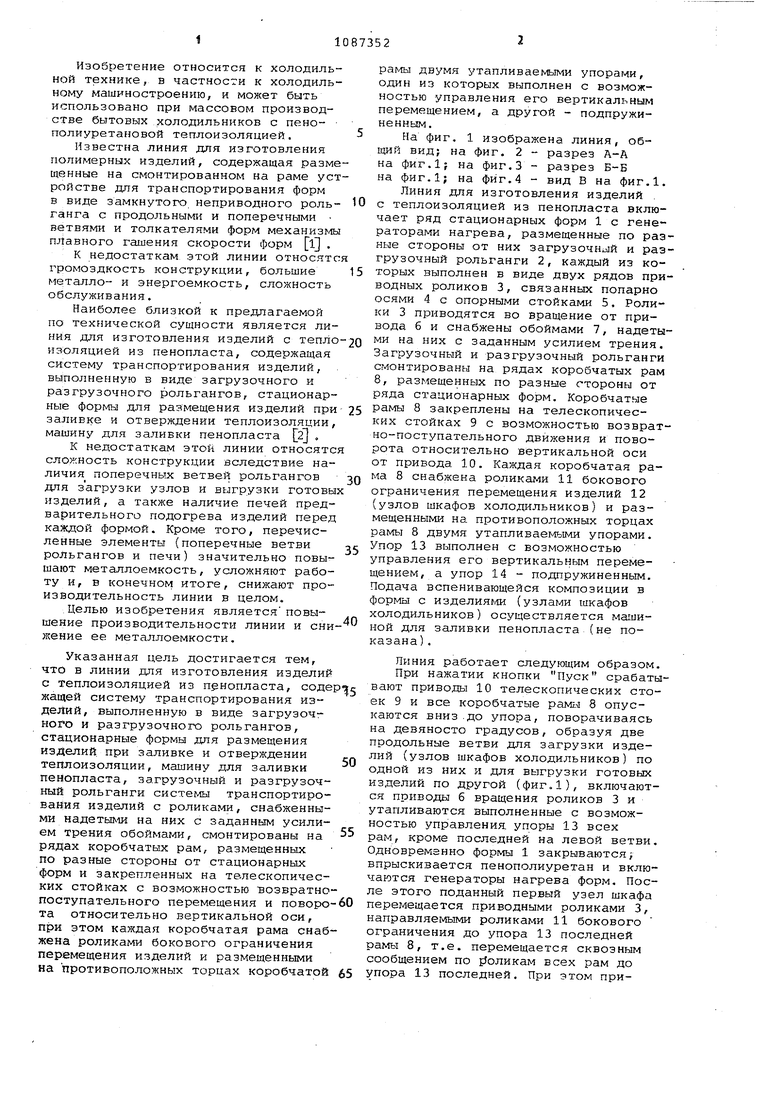
| название | год | авторы | номер документа |
|---|---|---|---|
| Линии для изготовления изделий с теплоизоляцией из пенопласта | 1984 |
|
SU1341045A1 |
| Установка для изготовления полимерных изделий | 1988 |
|
SU1652087A2 |
| Установка для отпуска кромок листов | 1990 |
|
SU1775483A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Вертикальный цепной конвейер | 1976 |
|
SU606768A1 |
| КОНВЕЙЕРНАЯ СУШИЛКА | 2005 |
|
RU2291362C1 |
| Линия для изготовления полимерных изделий | 1979 |
|
SU939253A1 |
| Форма для изготовления вспененных изделий | 1989 |
|
SU1703484A2 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТЕПЛОИЗОЛЯЦИЕЙ ИЗ ПЕНОПЛАСТА, содержащая систему транспортирования изделий, выполненную в виде загрузочного и разгрузочного рольгангов, стационарные формы для размещения изделий при заливке и отверждении теплоизоляции, матпину для заливки пенопласта, отличающаяс я тем, что, с целью повышения производительности линии и снижения ее металлоемкости, загрузочный и разгрузочный рольганги системы транспортирования изделий с роликами, снабженными надеты1«1 на них с заданным усилием трения обоймами, смонтированы на рядах коробчатых рам, размещенных по разные стороны от стационарных форм и закрепленных на телескопических стойках с возможностью возвратно-поступательного перемещения и поворота относительно вертйкгшьной оси, при этом каждая коробчатая рама снабжена роликами бокового ограничения перемещения изделий и разМе1ценны-§ ми на противоположных торцах короб(Л чатой рамы двумя утапливаемыми упорами, один из которых выполнен с возможностью управления его вертикальным перемещением, а другой - подпружиненным.
А
f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для изготовления полимерных изделий | 1979 |
|
SU939253A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для теплоизоляции шкафов холодильников | |||
| Проспект фирмы Maschinenfabrik Hennecke GMBH, ФРГ, 1979 (прототип). | |||
