w
fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки молотовых штампов | 1988 |
|
SU1765210A1 |
| Узел крепления молотового штампа в штамподержателе | 1983 |
|
SU1150053A1 |
| Хвостовик молотового штампа | 1981 |
|
SU988437A1 |
| СПОСОБ НАГРЕВА МАССИВНЫХ ЗАГОТОВОК КУБИЧЕСКОЙ И БЛИЗКИХ К КУБИЧЕСКОЙ ФОРМ | 1988 |
|
RU2068004C1 |
| Способ термической обработки штампов | 1989 |
|
SU1696519A1 |
| Инструментальный узел штамповочного молота | 1985 |
|
SU1311832A1 |
| Способ термической обработки заготовок штампов | 1985 |
|
SU1321759A1 |
| Молотовой штамп | 1981 |
|
SU1009598A1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| Сборный штамп | 1986 |
|
SU1338953A1 |
Изобретение относится к области ме- г ллургии. в частности к способам отпуска молотовых штампов горячей ибъемной штамповки, Цель изобретения - сокращение длительности термообработки и повышение стойкости штампов. Штампы устанавливают в газовой печи заплечиками хвостовиками вниз на полки корытообразных элементов. Затем включают горелки газовой печи, а в замкнутый объем, образованный корытообразными элементами и хвостовиками штампов, дополнительно подводят газ при расходе в 1,6-1,8 раза больше, чем в горелках газовой печи. Обработка по предложенному способу сокращает длительность термообработки и повышает стойкость штампов. 1 з.п. ф-лы, 1 ил., 1 табл.
Изобретение относится к области металлургии, в частности к способам отпуска молотовых штампов горячей объемной штамповкой.
Цель изобретения - сокращение длительности термообработки и повышение стойкости штампов.
На чертеже приведено устройство для осуществления способа.
Способ выполняется следующим образом.
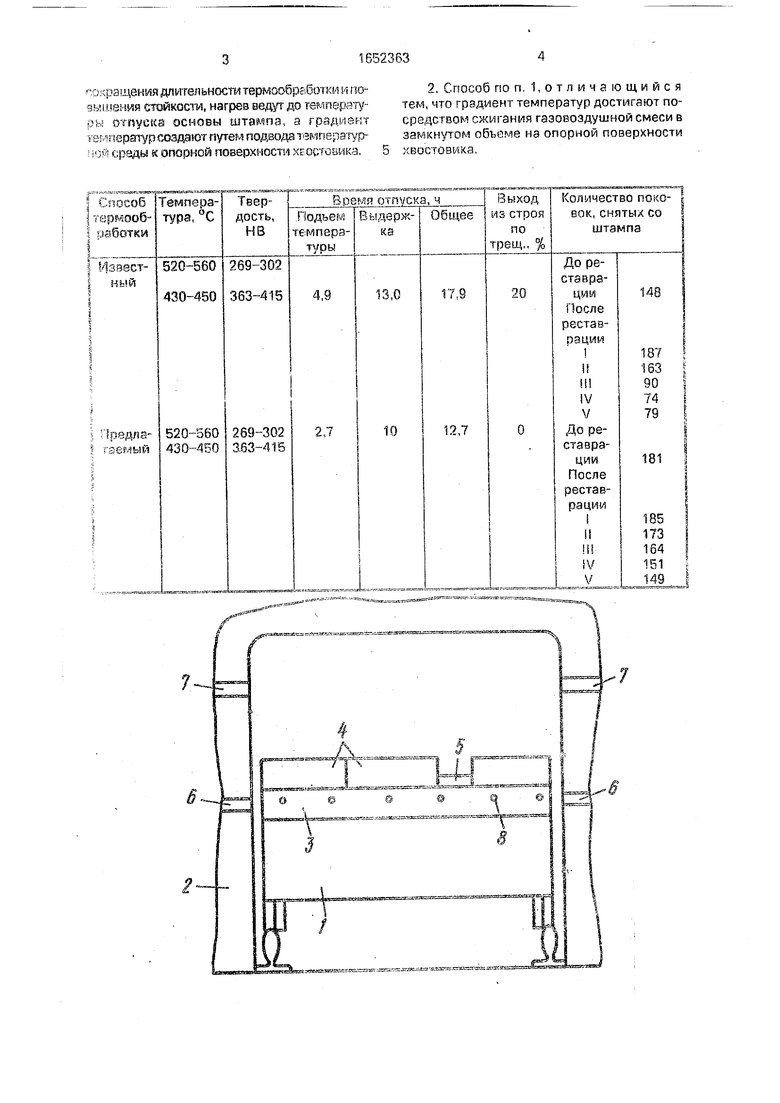
На выкатной под 1 газовой печи 2 устанавливают элементы 3 днищем к поду печи перпендикулярно его оси. Штампы 4 устанавливают заплечиками на полки элементов хвостовиками вниз. Для устранения тепловых потерь между штампами могут быть установлены компенсирующие прокладки 5.
Включают горелки 6 и 7. При этом расход газа в горелках 6 в 1,6-1,8 раза больше, чем
в горелках 7. Для выхода продуктов сгорания в элементах 3 имеются отверстия 8.
Примеры. Проводили обработку 2-тонных молотовых штампов из ст. 5ХНМ.
Данные по термической обработке и свойства штампов, обработанных по известному и предлагаемому способам, представлены в таблице.
Как следует из данных приведенных в таблице, обработка по предлагаемому способу позволяет сократить время отпуска и повысить стойкость штампов,
Формула изобретения 1. Способ отпуска штампов, включающий нагрев всего штампа, создание градиента температур по высоте штампа путем подвода температурной среды для получения различных температур отпуска основы штампа и его хвостовика, выдержку и охлаждение, отличающийся тем. что, с целью
fr
СЛ Ю W О W
. рзщения длительности термообрабслки и по- «ьчиения стойкости, нагрев ведут до тймперату- отпуска основы штампа, а градиент
-ч «i ;ератур создают путем подвода темпера гур- ; иреды к опорной поверхности
хвостовика.
| Башнин Ю | |||
| А | |||
| Ушаков Б | |||
| К | |||
| Секей А, Г | |||
| Технология термической обработки стали | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Зажим для канатной тяги | 1919 |
|
SU358A1 |
