сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки молотовых штампов | 1988 |
|
SU1765210A1 |
| Состав покрытия для защиты изделий и способ обработки изделий | 1989 |
|
SU1682404A1 |
| Способ отпуска молотовых штампов | 1989 |
|
SU1696518A1 |
| Способ термической подготовки молотовых штампов | 1980 |
|
SU946764A1 |
| Способ закалки штампов для горячего деформирования металлов | 1990 |
|
SU1788044A1 |
| Способ отпуска штампов | 1988 |
|
SU1652363A1 |
| Способ водо-воздушной закалки крупногабаритных штампов с заданным распределением структур по сечению от рабочей поверхности к хвостовику | 2021 |
|
RU2773549C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРЕВРАЩЕНИЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2090631C1 |
| Способ нагрева штампа | 1989 |
|
SU1694298A1 |
| Способ термической обработки заготовок штампов | 1985 |
|
SU1321759A1 |
Изобретение относится к металлургии и может быть использовано при термообработке штампов, преимущественно молотовых. Цель изобретения - повышение производительности процесса и уменьшение деформаций. Способ заключается в следующем. Штампы устанавливают в печь гравюрой вверх и производят нагрев штампов под закалку. При этом хвостовик нагревают до температуры на 20-40°С ниже, чем гравюру. Затем штампы закаливают и проводят совмещенный отпуск гравюры и хвостовика штампа. 2 табл.
Изобретение относится к металлургии и может быть использовано при термообработке штампов, преимущественно молотовых.
Цель изобретения - повышение производительности процесса и уменьшение деформаций.
Способ заключается в следующем.
Штампы устанавливают в печь гравюрой вверх и производят нагрев штампа под закалку. При этом хвостовик нагревают до температуры на 20-40°С ниже, чем гравюру, что достигается за счет менее интенсивного подвода тепла со стороны пода печи. После разогрева штампа проводят охлаждение штампа в масле и совмещенный отпуск гравюры и хвостовика штампа.
Пример. Проводят обработку молотого штампа из стали 5ХНМ размерами 430x630x740 мм.
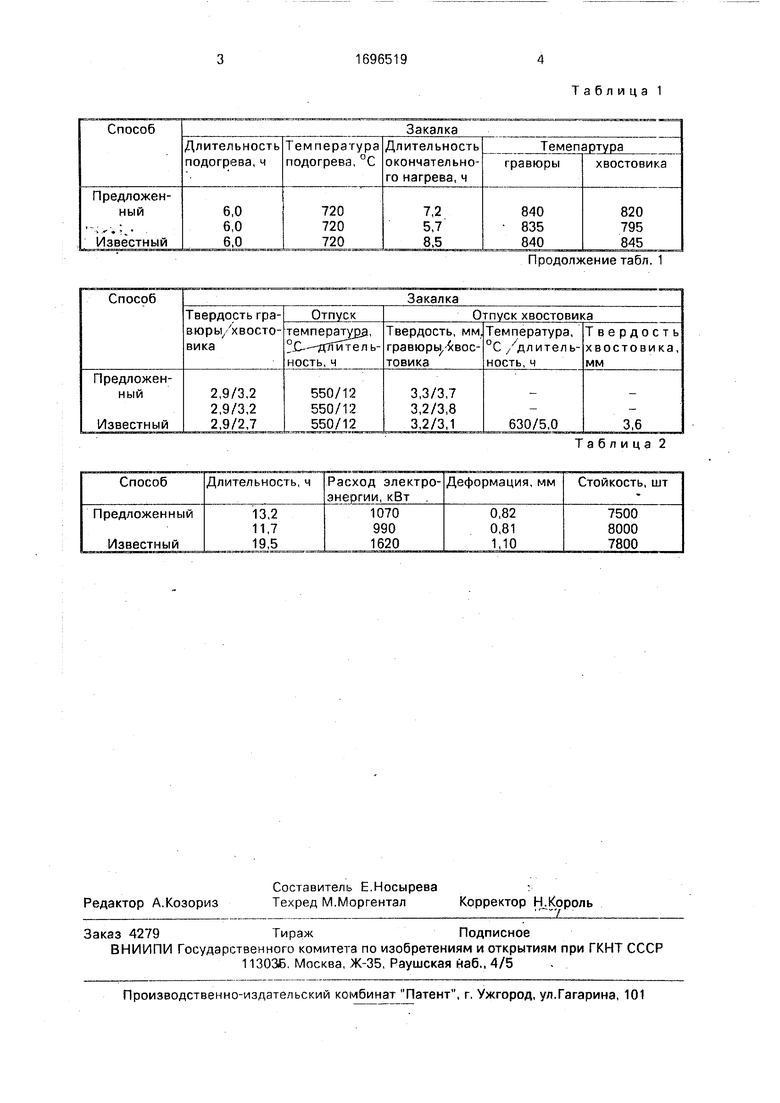
В табл. 1 показаны режимы термической обработки штампов; в табл. 2 - сравнительные данные предложенного и известного способов.
Как следует из табл. 1 и 2, обработка по предложенному способу позволяет сократить время и расход энергии на термообработку и уменьшить деформации штампа.
Формула изобретения
Способ термической обработки штампов, преимущественно молотовых, включающий установку штампов в печь, нагрев под 1 закалку, закалку и отпуск гравюры и хвостовика, отличающийся тем, что, с целью повышения производительности процесса и уменьшения деформаций, штампы устанавливают в печь гравюрой вверх, нагрев под закалку проводят дифференцированно с перепадом температур между гравюрой и хвостовиком 20-40°С, а отпуск гравюры и хвостовика совмещают.
о
SO
о сл
ю
Таблица 1
Продолжение табл. 1
Таблица 2
| Башник Ю.А | |||
| и др | |||
| Технология термической обработки стали | |||
| М.: Металлургия, 1986, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Самохоцкий А.И., Парфеновская Н.Г | |||
| Технология термической обработки металлов | |||
| М.: Машиностроение, 1976, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
