1
Известны участки загрузки стана -беоконечной Лрокатки, содержащие установленные перед линией рабочих клетей два разматьгвателя и стационарную стыкосвароч ную машину.
На таком участке иредусмотрана -накопительная емкость в виде петлевой ямы, обеспечивающая возможность сварки концов лраката на стационафной машине без остановки процесса прокатки.
Предлагаемый загрузочный участок позволяет (применительно к прокатке сортового металла) исключить петлевую яму за счет использования В качестве накопительной емкости разматывателя с неподвижным барабаном. Для этого разматыватели устанавливаются параллельно в технологической линии стана, а стыкосварочная машина размещается между разматывателями.
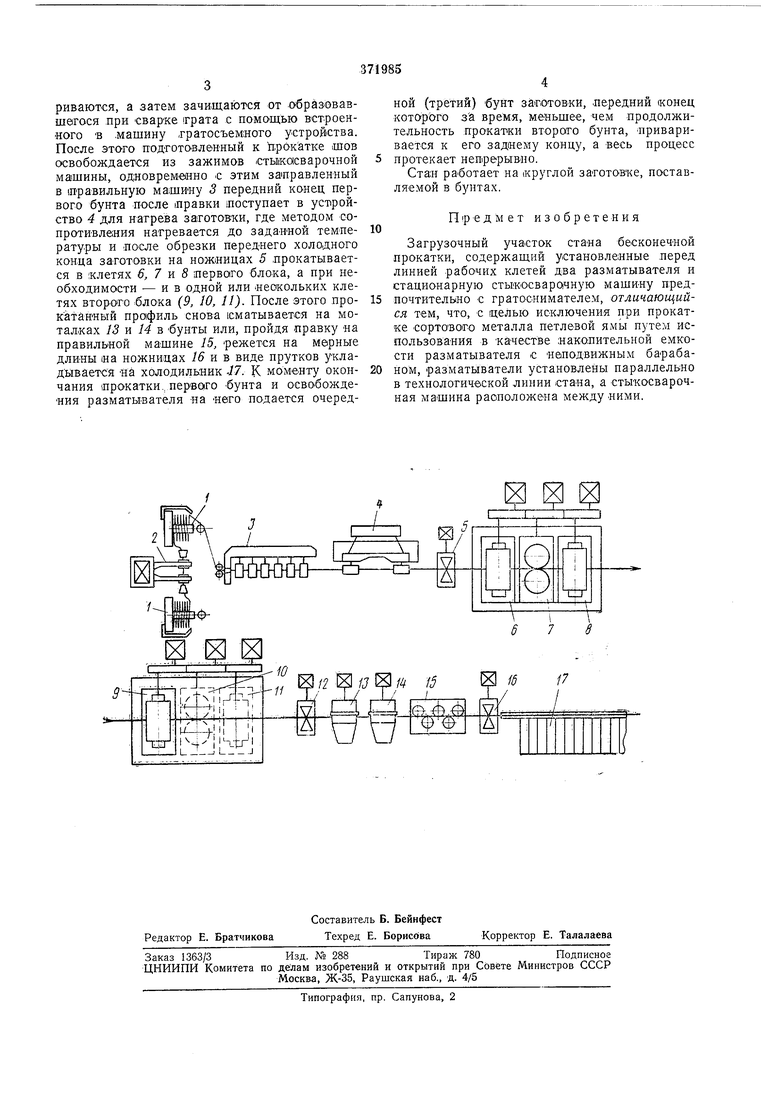
)На чертеже показана схема стана с описываемым загрузочным участком.
Прокатный стан состоит из двух (или более) разматывателей / с неподвижными барабанами, стационарной стыкосварочной машины 2 (например, по типу машин, применяемых на непрерывных автоматических линиях волочильных станов), 01снащенной устройством для обрезки концов и удаления грата, осуществляющей стыковую контакт1ную сварку концов бунтов заготовок; правильной машины Я, предназначенной для правки изогнутой
заготовки; устройства 4 для нагрева заготовки (методом электр.осопрот1ивления), состоящего из двзх пар контактных роликов, причем одна пара роликов должна иметь возможность перемещаться вдоль заготовки, изменяя длину и величину сопротивления нагреваемого участка и обеспечивая регулировку величины подводимой мощности и температуры напрева металла; аварийных ножниц 5, служащих
также для обрезки переднего холодного конца заготовки; рабочих клетей 6, 7 и 8 (первый трехклетевой блок), конструкция которых должна разрешать горизонтальное, вертикальное или любое промежуточное положение
валков, а индивидуальный привод - бесступенчатую регулировку скоростей в широких пределах; аналогичных рабочих клетей Я Ю, 11, образующих второй трехклетевой блок, летучих ножниц 12, моталок 13 и 14 для смотки
готовой продукции в бунты, правильной машины 15, летучих ножниц 16, холодильника 17. Загрузочный участок работает следующим образом.
Передний конец сматываемой с одного из
бунтов заготовки с разматывателя / подается В правильную машину 3. В это же время задний конец первого бунта и передний конец второго, находящегося на втором разматывателе, заводятся в тубки (стыкосварочной машины 2, где после -подготовки торцов они свариваются, а затем зачищаются от образовавшегося при сварке грата с помощью встроенного В .машину .гратосъемяого устройства. После этого подготовленный к Г1.р6катке шов освобождается из зажимов стыкасварочной машины, одновременно с этим затравленный в травильную машину 3 передний конец первого бунта после лравки иоступает в устройство 4 для нагрева заготовки, где методом сопротивления нагревается до заданной температуры и после обрезки переднего холодного конца заготовки на ножницах 5 прокатывается в клетях 6, 7 и 8 первого блока, а при необходимости - ив одной или «еокольких клетях второго яблока (9, 10, 11). После этого проКатанный про|филь снова (сматывается на моталках 13 и 14 ъ бунты или, пройдя правку на правильной машине 15, режется на мерные длины на ножницах М и в виде прутков укладывается йа холодильник -17. К мо менту окончания прокатки., первого бунта и освобождения разматывателя -на него подается очередной (третий) бунт заготов-ки, передний конец которого .за время, меньшее, чем продолжительность прокатки второго бунта, приваривается к его заднему концу, а весь процесс протекает непрерывно.
Стан работает на круглой заготовке, поставляемой в бунтах.
Предмет изобретения
Загрузочный участок стана бесконечной прокатки, содержащий установленные перед линией рабочих клетей два разматывателя и стационарную стыкосварачную машину предпочтительно с гратоснимателем, отличающийся тем, что, с щелью исключения при прокатке copTOBOiro металла петлевой ямы путем использования в качестве накопительной емкости разматывателя с неподвижным барабаном, разматыватели установлены параллельно в технолотичъской линии ста-на, а стыкосварочная машина расположена между «ими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| ЛИНИЯ РУЛОННОГО ПРОИЗВОДСТВА БИМЕТАЛЛА | 2001 |
|
RU2195379C2 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
а ш /б и /7
