(5+) УСТРОЙСТВО УПРАВЛЕНИЯ МЕРНЫМ РЕЗОМ ..ПРОКАТА 

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система мерного реза изделия | 1988 |
|
SU1542705A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
1
Изобретение относится к обработке MefannoB давлением и может быть ис пользовано для управления приводами механизмов резки станков и агрегатов с мерной порезкой проката на ходу
Известно устройство управления мерным резом проката на ходу, содержащее задатчик мерных длин, цифроаналоговый позиционный регулятор, блок синусоидального управления и ограничитель длины 11;
Недостатком устройства, реализующего синусоидальную диаграмму ско- . рости привода летучих ножниц в интервалах между резами, является, как показали результаты цифрового моделирования, появление динамической погрешности перед резом в отработке заданного рассогласования длины и толчков тока„ Это объясняется наличием инерционности контура скорости и запаз,дыванием в отработке изменяющегося синусоидального задающего сигнала скорости, поступающего с выхода регулятора положения, так как во второй половине цикла отработки заданного рассогласования длины формирование синусоидальной диаграммы скорости у известного устройства осуществляется регулятором положения„
Цель изобретения - повышение точности работы устройства управления мерным резом проката на ходу.
10
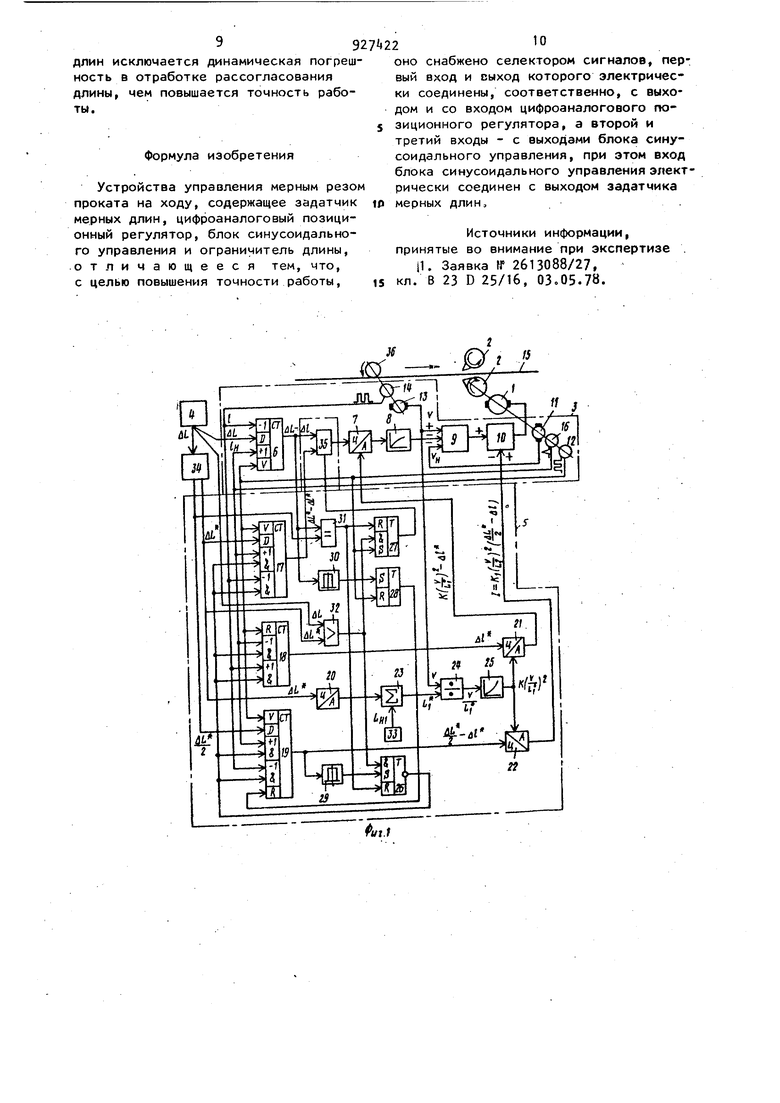
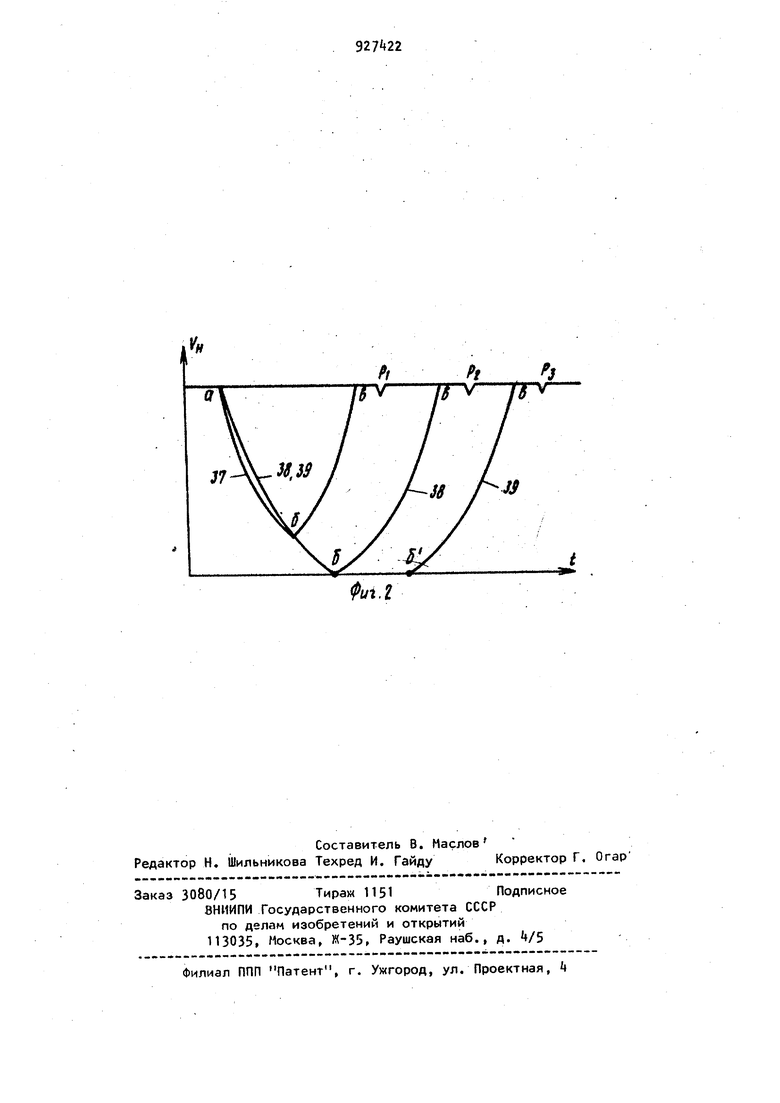
Для достижения поставленной цели устройство управления мерным резом проката на ходу, содержащее задатчик мерных длин, цифроаналоговый позиционный регулятор, блок синусоидаль15ного управления и .ограничитель длины, снабжено селектором сигналов, первый вход и выход которого электрически соединены, соответственно, с выходом и со входом цифроаналогового позици20онного регулятора, а второй и третий входы - с выходами блока синусоидального управления, при этом вход блока синусоидального управления электрически соединены с выходом задатчика мерных длин. На фиг. 1 приведена функциональная схема устройства управления мерным резом проката на ходу; на фиг.2 тахограммы, поясняющие принцип работы устройства. Привод 1 летучих ножниц 2 управляется цифроаналоговым позиционным регулятором 3, который(элейтрически соединен с задатчиком 4 мерных длин и блоком 5 синусоидального управления Регулятор 3 состоит из реверсивного сметчика 6, цифроаналогового преобразователя 7 пароболического преобразо вателя 8, регулятора 9 скорости и си- лового преобразователя 10, содержащего регулятор тока привода 1, а также датчиков 11-1+ обратных связей соответственно по скорости и положению ножниц 2, по скорости и перемещению проката 15 датчик реза 16, Блок 5 синусоидального управления состоит из реверсивных счетчиков 17-19, цифроаналоговых преобразователей 20-22, последовательно включенных сумматора 23, делителя, 2k, квадратора 25, который подключен своим выходом к аналоговому входу цифроаналоговых преобразователей 21 и 22,цифровой вход которых подключен к выходу ревер сивных счетчиков соответственно 18 и 19, а также RS-триггеров 2б-28, нуль оргауов 29 и 30, схемы 31 совпадений, дискриминатора 32 чисел, источника 33 опорного напряжения. Задатчик k мерных длин электрически;, соединен с ограничителем 3t длины, два выхода которого электрически соединены с блоком 5 синусоидального управленияо Цифроаналоговый позиционный регулятор 3 и блок 5 синусоидального управления электрически соединены с селектором 35 сигналов. Выход цифроаналогового преобразователя 21 подключен к аналоговому входу цмфроаналогового преобразователя 7 и корректирует входной сигнал регулятора скорости 9j подаваемый от параболического преобразователя Б. Выход цифроаналогового преобразователя 22 под-, ключей ко второму входу силового преобразователя 10, являющегося вторым входом регулятора тока привода 1, Счетные входы счетчиком If-19 подключены к датчикам 12 и i перемещеНИИ ножниц 2 и проката 15, задающие входы счетчиков 17 и 19 подключены соответственно к первому и второму 92 4 выходам ограничителя 3 длины, а управляющие входы этих счетчиков подключены к датчику 16 реза, к которому также подключен вход сброса счетчика 18. К счетным входам счетчиков 17-19 по схеме И подключен выход триггера 26, ко входу сброса счетчика 19 подключен выход триггера 28, а выход триггера 27 подключен к управляющему входу селектора 35 сигналов,, Задающие входы селектора 35 сигналов подключены к выходам счетчиков соответственно 17 блока 5 и 6 регулятора 3. Выход селектора 35 сигналов подключен к цифровому входу цифроаналогового преобра зователя 7 регулятора 3. К S-входу ,триггера 26 подключены по схеме И выходы нуль-органа 29 и дискриминатора 32 чисел. Выход последнего также подключен по oteMe И с датчиком 16 реза к S-входу триггера 27, R-вход которого вместе с R-входом триггера 26 подключены к выходу схемы 31 совпадений. S-и R-входы триггера 28 подключены соответственно к выходу нуль-органа 30 и к датчику 16 реза. Входы .нуль-органов 29 и 30 подключены соответственно к выходу счетчика 13 и счетчика 6, к которому также подключен первый вход схемы 31 совпадений. Второй вход последней подключен ко второму выходу ограничителя 3 длины. Первый и второй входы дискриминатора 32 чисел подключены соответственно к задатчику мерных длин и к первому выходу ограничителя 3 длины, к которому подключен также цифровой вход цифроаналогового преобразователя 20. Выход последнего вместе с источником 33 опорного напряжения подключены соответственно к первому и второму входам сумматора 23. Вход делимого делителя 2k подключен к датчику 13 скорости проката 15. Последний вместе с датчиком 1 перемещения проката 15 механически связаны с (мерительными роликами Зб. На фиг, 2 приведены тахограмм}, 37-39 привода 1., которые соответствуют отрезанию мерных длин L - , где L Ц I,, - точки реза). Работа устройства происходит следующим образом. В момент окончания реза (точка а на тахограммах фиг. 2) по сигналу датчика 16 реза в реверсивный счетчик 6 цифроаналогового позиционного регулятора 3 от задатчика k мерных 59 длин вводится, заданное рассогласование длины . - U-IH, (1) где U - мерная длина проката 15; иц - периметр траектории ножей в цикле реза. Обработка заданного рассогласования uU -(1) производится цифроаналоговым позиционным регулятором 3, воз действующим на привод 1 с .помощью датчиков И и 13 Обратных связей по перемещению .6 и скорости V проката 15 и 12, 11 по положению ц и скорос ти Мц ножниц 2 о Блок 5 синусоидального управления осуществляет-коррекцию выходного сиг нала цифроаналогового преобразователя 7 и соответственно задающего си|- нала регулятора скорости 9 со стороны регулятора положения ножниц 2, и одновременно образует задающий сигна тока привода 1 на входе силового пре образователя 10 таким образом, ток (ускорение) привода 1 и скорос Уц ножниц 2 изменяются в функции от рабатываемого текущего рассЬгласовае е- ния длины согласно выражениямV I дЬ --де -кЛ-, -д( д) (3) VH V Последние тождественны синусоидальным функциям соответственно tf -А-cos Уц V - В-sin И описывают синусоидальные графики тока и скорости привода 1 летучих ножниц 2 (фиг. 2). . В выражениях (2) - (5), где -К, .К постоянные; L &L + |Lu L Q- участки соответственно мерной (ДЛИНЫ L и траектории ножниц Ьц , на которых производится отработ ка рассогласования- длины дЬ ( задается источником опорного напряже ния 33, а Lri - образуется сумматоро„ 23J, А К|Г 1- Г Г А т Л.„ .- амплитуда графиков тока и скорости привода 1. 2 Для того, чтобы при отрезании мерных длин L, превышающих граничную, перегрузки и нагрев привода 1 не увеличивались, соответствующие тахограммы 39 (фиг.. 2) должны быть подобны граничной тахограмме 38, а их ускоряющие ветви 5 -g сдвинуты на период стоянки привода 1, Э -б. Подобие тахограмм 38 и 39 обеспечивается, в результате ограничителя 3 длины. Сигнал его первого выхода пропорционален числу дL такому, что . |и L 1,75Ьн1+ LH 1 д L дЬ, если дЬ 0,88Ьщ, ,, если L 1, LH Величины L 1,75Ьн1 ц и дЬ 0,88Цл соответствуют граничной тахограмме 38 (см. фиг. 2). Таким образом, на первом выходе ограничителя 3 повторяется выходной сигнал задатчика k мерных длин AL (1), пока мерная, длина L не достигнет граничного значения, но затем остается постоянным и равным граничной величине дЬ, пока мерная длина превышает граничную. Сигнал на втором выходе ограни |ителя З всегда вдвое меньше сигнала на его первом выходе. Контроль превышения мерной длиной граничного значения осуществляется дискриминатором 32 чисел, сравнивающего сигналь задатчика мерных длин ДЬ и ограничителя 3 длины д1. Если ДЬ Л L то на выходе дискриминатора 32 появляется сигнал, который дает разрешение на включение по сигналу датчика реза 16 триггера 27 и соответственно на подключение селектором 33 к цифроаналоговому преобразователю 7 выхода реверсивного счетчика 17. Если же дЬ ДЬ ,. т.е. мерная плина не превышает граничную, на выходе дискриминатора 32 сигнал отсутствует, триггер 27 не включается и селектором 35 к цифроаналоговому преобразователю 7 подключен реверсивный счетчик 6. По сигналу датчика реза 16 (точка с( тахограммы 37-39, фиг. 2) в реверсивные счетчики 6, 17 и 19 вводятся числа соответственно ДЬ, ДЬ . С помощью датчиков 1 t и 12 перемещения проката 15 и положения ножниц 2 счетчики 6, 17-19 формируют на своих выходах в первой половине цикла ( участОо1/ -ЛС1/Ч О I I tV- l-,J l jr -1Ы W. КИ d -5 тахограмм , фиг. 2) сигналы, соответствующие величинам uL Л е, д д t, Д ., - - Д L На участках 0: - б тахограммы 37-39 (см, фиг.21 текущее рассогласование длины &.t tomflecTBeHHo л , У тахограмм 37 и 38 для которых мерные длины не превыше ют граничную, это тождест во сохраняет ся на всех участкахо У тахограммы 39 при мерных длинах, превышающих гранич ную, на участке 5 -б текущее значе ниё д . остается неизменным, так как в точке S от нуль-органа 29 срабатывает триггер 26, запрещающий отсчет счетчиками сигналов датчиков 12-14 В точке 5 величина д становится равной рассогласованию уменьшенному на число (AL - ,) т.е. соответствует,значению л И при граничной длине-(тахограмма 38). В точке б производится сброс триггеров 26 и 27 по сигналу схемы совпадений 31, поскольку число на выходе счетчика 6 становится равным граничной величине дЬ (2 на втором выходе ограничителя 34 длины). При этом по сигналу с инверсного выхода триггера 2б вновь разрешается отсчет счетчиками 17-19 сигналов датчиков 12 и 14 и текущего рагсогласования А Е, а при исчезновении сигнала на выходе триггера 27 селектором 35 производится подключение к цифроаналоговому преобразователю 7 вместо счетчика 17 счетчика 6, контролирующего отраСЪтку заданного рассогласования длины лЬ. Благодаря этому, обеспечивается необходимая точность отрезания мерных длин L проката 15« Триггеры 2б и 27 включаются лишь при мерных длинах, превышающих граничную и предназначены для обеспечения подобия тахограмм 38 и 39 (см. фиг. 2). Величины (&L - Д ., либо д ) формируемые на выходе счетчиков соот ветственно 6 и 17, являются цифровым сомножителем алгоритма (3) (последняя используется при мерных длинах превышающих граничную на участке а-б -б тахограммы 39, Фиг, 2 нз участке В тахограммы 39 эти ва личины равны между собой1„ Остальные сомножители алгориииа (3) формируются счетчиком 18/К( fs) . , ь последовательно включенными цифроаналоговым преобразователей 20, сумматором 23, делителем 24 и квадратором 25. Перемножение цифровой Д и rV Д аналоговой К( величин производит Ц. ся цифроаналоговым преобразователем 21, а аналоговый выход последнего . .9 2 умножается на цифровую величину (AL -Д ), либо ( Д.) цифроаналоговым преобразователем 7. Извлечение корня из полученного результата ПО алгоритму (3) производится параболическим преобразователем 8. дЬ Цифровая величина - д, .формируемая на выходе счетчика 19, является цифровым сомножителем алгоритма (2), аналоговый сомножитель которого К,( - ) образуется теми что и у алгоритма (3) , последователь но включенными звеньями 20, 23-25. Перемножение- сомножителей по алгоритму (2) осуществляется цифроаналоговым преобразователем 22, выходной сигнал которого является задающей величиной регулятора тока привода 1. Одновременно управлением с помощью задающих синусоидальных сигналов по алгоритмам (2) и (3) соответственно регулятором тока привода 1 в силовом преобразователе 10 и регулятором скорости 3 достигается уменьшение динамической погрешности в отработке заданного рассогласования длины дЬ (1) и исключение Толчков тока при выходе ножниц 2 перед резом на установившуюся скорость V, поскольку при этом исключается влияние инерционности контура скорости привода 1. В точках В тахограммы , фиг, 2, т.ео по окончании отработки заданного рассогласования длины дЬ (1), необходимо снять выходной си1- нал цифроаналогового преобразователя 22, являющийся задающим сигналом динамического тока (2) привода 1. Снятие сигнала (2) производится гашениен счетчика 19 с помощью триггера 28, который срабатывает от нуль-органа 30 при нулевом выходе счетчика 6, т.е. в точках 6 тахограмм 37-39, фиг. 2„ При этом ножницы 2 выходят на установившуюся скорость V, синхронную со скоростью проката 15 После реза (точки d тйхограмм 37-39) триггер 28 сбрасывается датчиком реза 16 и цикл повторяется.. Таким образом, за счет дополнения устройства селектором сигналов, а также новых электрических связей между ним, цифроаналоговым позиционным регулятором, блоком синусоидалького управления и задатчиком мерных длин исключается динамическая погреш ность в отработке рассогласования длины, чем повышается точность работы. Формула изобретения Устройства управления мерным резо проката на ходу, содержащее задатчик мерных длин, цифроаналоговый позиционный регулятор, блок синусоидального управления и ограничитель длины отличающееся тем, что, с целью повышения точности работы 2 оно снабжено селектором сигналов, первый вход и выход которого электрически соединены, соответственно, с выходом и со входом цифроаналогового позиционного регулятора, а второй и третий входы - с выходами блока синусоидального управления, при этом вход блока синусоидального управления электрически соединен с выходом задатчика мерных длин. Источники информации, принятые во внимание при экспертизе П. Заявка № 2613088/27 кл. В 23 D 25/16, 03,05.78.
фиг.2
