подключены к блоку управления приводом продольного перемещения и к командному блоку, а выход соединен с элементом И, при этом второй вход элемента И подключен к выходу нуль-органа, а входы нуль-органа соединены с блоком управления приводом продольного перемещения.
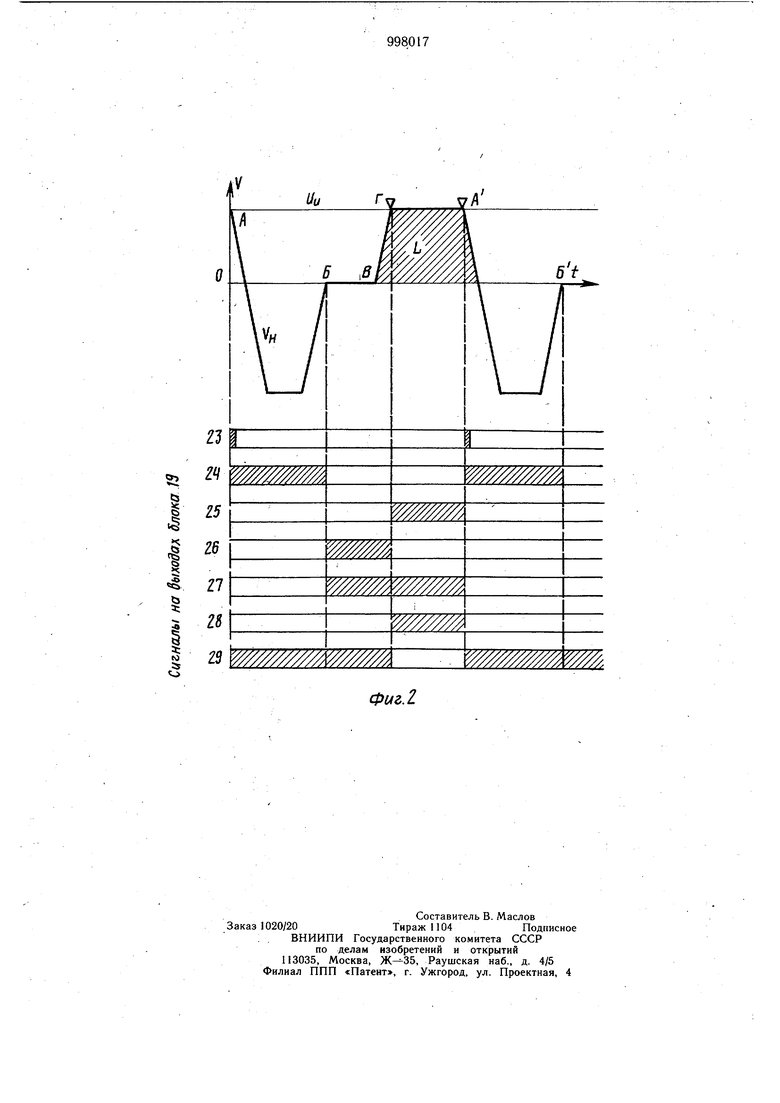
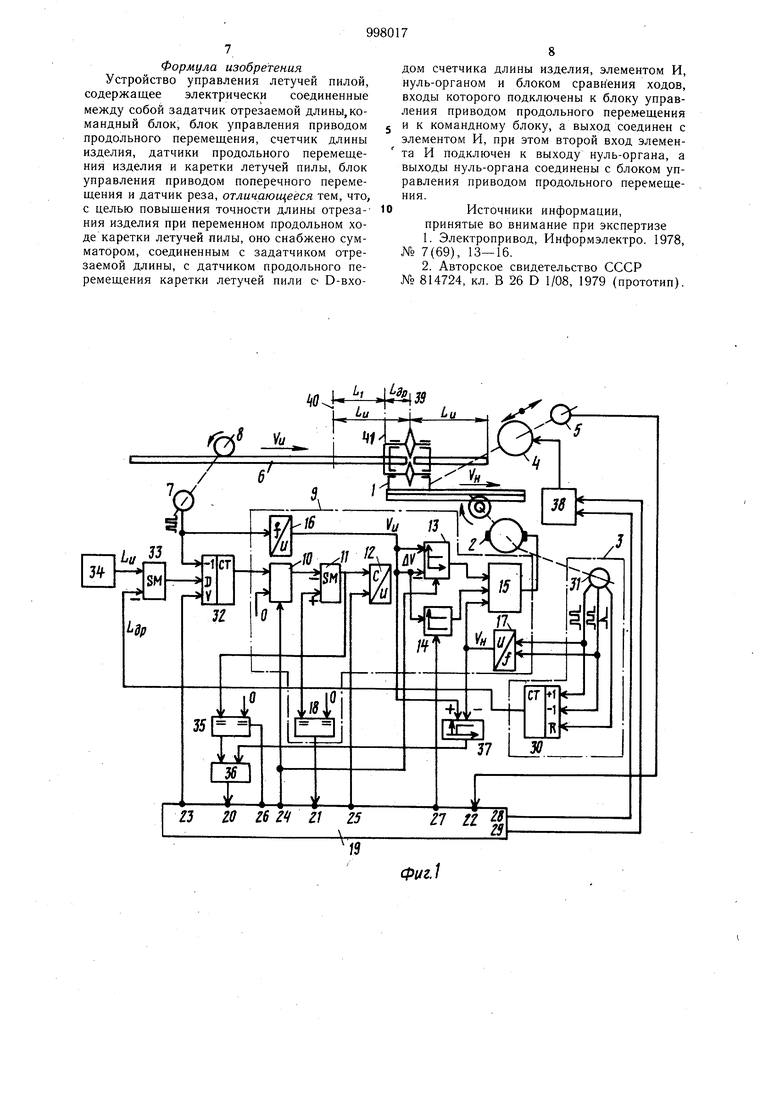
На фиг. 1 изображена функциональная схема предлагаемого устройства; на фиг. 2- диаграмма работы устройства.
Летучая пила 1 с приводом 2 и датчиком 3 продольного перемещения, приводом 4 поперечного перемещения и датчиком 5 реза разрезает на заданные длины Ь(движуодееся изделие 6. Перемещение последнего контролируется датчиком 7 продольного перемещения, .механически связанным со следящими роликами 8.
Приводом 2 продольного перемещения управляет блок 9 управления, содержащий последовательно включенные селектор 10 сигналов, сумматор 11, цифроаналоговый преобразователь 12, а также позиционные регуляторы 13 и 14, силовой преобразователь 15, преобразователи 16 и 7 частота - напряжение и звено 18 сравнения кодов. При этом выход цифро-аналогового преобразователя 12 соединен с первыми входами позиционных регуляторов 13 и 14, выходы которых соединены соответственно с первым и вторым входами силового преобразователя 15. Выходы преобразователей 16 и 17 частота - напряжение соединены соответственно с вторым входом позиционного регулятора 13 и третьим входом силового преобразователя. Вход звена 18 сравнения кодов соединен с вторым входом сумматора 11.
Работой блока 9 управляет командный блок 19, имеющий входы 20-22 и выходы 23-29.
Датчик 3 продольного перемещения каретки летучей пилы 1 содержит реверсивный счетчик 30 и датчик 31 и.мпульсов, первый, второй и третий выходы которого соединены соответственно с входами сложения, вычитания и сброса в нуль счетчика 30. Первый и второй Е ыходы датчика 31 импульсов также соединены соответственно с первым и вторым входами нреобразователя 17 частота-напряжение блока 9 управления, а вы.ход счетчика 30, являющийся кодовым выходом датчика 3 продольного перемещения, подключен к входу звена 18 сравнения кодов и к второму входу сумматора И блока 9 управления.
Счетчик 32 длины изделия присоединен по выходу к входу селектора 10 сигналов блока 9 управления. Счетный вход счетчика 32 длины изделия присоединен к датчику 7 продольного перемещения изделия и к входу преобразователя 16 частота - напряжение блока 9 управления. При этом D-вход счетчика 32 присоединен к выходу сумматора 33, первый вход которого связан с задатчиком 34 отрезаемой длины, а второй вход - с выходом счетчика 30 датчика 3 продольного перемещения каретки летучей пилы 1. Управляющий вход счетчика 32 длины изделия присоединен к выходу 23 командного блока 19.
Блок 35 сравнения кодов своим первы.м входом подключен к выходу сумматора 11 блока 9, вторым входом - к выходу 26 командного блока 19, а выход - к первому входу элемента И 36. Второй вход последнего подключен к выходу нуль-органа 37, а выход - к входу 20 командного блока 19. Два входа нуль-органа 37 связаны с выходами соответственно преобразователей 16 и 17 ч-астота - напряжение.
Блок 38 управления приводом 4 поперечного перемещения своими двумя входами связан с выходами соответственно 28 и 29 командного блока 19.
Входы 21 я 22 последнего связаны соответственно с выходом звена 18 сравнения кодов и датчиком 5 реза, а выходы 24, 25 и 27 - соответственно с вторыми входами селектора 10 сигналов, цифроаналогового преобразователя 12 и позиционного регулятора 14, и, кроме того, выход 24 связан с третьим выходом позиционного регулятора 13 блока 9 управления приводом 2 продольного перемещения летучей пилы 1.
На фиг. 1 летучая пила 1 показана в положении 39 окончания отрезания очередной мерной длины L изделия 6, линия 40 соответствует линии реза изделия 6 в следующем цикле. Исходное положение летучей пилы I соответствует линии 41.
При движении летучей пилы 1 в направлении движения изделия 6 датчик 31 выдает импульсы с первого выхода на суммирующий вход счетчика 30, а при движении в противоположном направлении датчик 31 выдает импульсы с второго выхода на вычитающий вход счетчика 30. В исходном положении пилы 1 с третьего выхода датчик 31 выдает импульс, сбрасывающий в нуль счетчик 30, исключая при это.м возможность накопления ощибок от случайных помех.
Работа устройства происходит следующим образом.
Моменту времени окончания отрезания очерёдной длины изделия 6 соответствует точка А на диаграмме скорости UH продольного перемещения летучей пилы 1 (фиг. 2). В момент А но сигналу датчика 5 реза командный блок 19 производит следующее.
С выхода 23 выдается импульсная команда на ввод в счетчик 32 из сумматора 33 длины
L, -L -Ьдр ,(1)
где LH - заданная длина отрезания изделия 6, которая подводится к сумматору 33 от задатчика 34 отре. заемой длины;
Ьдр -- путь продольного хода летучей пилы 1 от своего исходного положения 1 до линии 39 окончания отрезания очередной длины изделия 6.
При этом длина Lt соответствует расстоянию следующей линии реза 40 на изделии 6 от исходного положения 41 летучей пилы 1 в текущем цикле реза.
С выхода 24 блока 19 выдается команда селектору 10 сигналов блока 9 управления на отключение счетчика 32 от входа сумматора 11 длины и подключение к нему нулевого кода, соответствующего исходному положению 41 летучей пилы 1. Этой же командой накладывается запрет на работу позиционного регулятора 13. В работу включается позиционный регулятор 14, управляемый командами с выхода 27 блока 19. С выхода 25 снимается команда запрета работы цифроаналогового преобразователя 12.
При указанном сочетании команд блок 9 управления приводом 2 продольного перемещения летучей пилы 1 осуществляет реверс привода 2 для возврата летучей пилы 1 в исходное положение 41. Контроль исходного положения 41 летучей пилы 1 осуществляется звеном 18 сравнения кодов, сравнивающего кодовый сигнал на выходе датчика 3 продольного перемещения каретки летучей пилы 1 и нулевой код исходного положения 41.
Одновременно с реверсом привода 2 по команде с выхода 29 блока 19 на вход блока 38 реверсируется для возврата в исходное положение привод 4 поперечного перемещения летучей пилы 1 (с выхода 28 блока 19 команда при этом снимается).
В процессе реверса летучей пилы 1 счетчик 32-длины не прекращает фиксации текущего расстояния линии 40 реза на изделии 6 от исходного положения 41, поскольку на вычитающий вход счетчика 32 подаются импульсы датчика 7. При этом число на выходе счетчика 32 соответствует длине L LI - I, где 1 - текущий путь перемещения линии реза 40 после окончания предыдущего реза.
В момент времени Б (фиг. 2) датчик 3 зафиксирует исходное положение 41 летучей пилы 1, срабатывает звено 18 сравнения кодов и выда.ет сигнал на вход 21 командного блока 19. По этому сигналу снимается запрет работы позиционного регулятора 13 и накладывается запрет на работу позиционного регулятора 14. Одновременно селектором 10 сигналов подключается к входу сумматора 11 счетчик 32 длины, а по команде с выхода 26 блока 19 включается в работу блок 35 сравнения кодов.
В процессе перемещения изделия 6 уменьшается выходной сигнал счетчика 32 длины и соответственно снижается выходной сигнал AV цифроаналогового преобразователя 12.
На участке диаграммы Б-Б (фиг. 2) сигнал А V превыщает на входе позиционно5 го регулятора 13 задающий сигнал Vj, преобразователя 16 частота - напряжение, соответствующий скорости перемещения изделия 6. Но позиционный регулятор 13, имеющий однополярный выход, не пропускает сигнал отрицательной полярности на вход 0 силового преобразователя 15, и задание последнему остается нулевым.
В момент времени В (фиг. 2) сигнал ДУ уравнивается с сигналом УИ , и при дальнейщем перемещении изделия 6 сигнал ДУ , становится меньще сигнала Уц. Появляется задающий сигнал скорости на входе силового преобразователя 15, привод 2 начинает разгоняться, отрабатывая задающий сигнал УИ- А У на входе позиционного регулятора 13. С выхода преобразователя 17 0 частота - напряжение на вход силового преобразователя 15 подается сигнал Уц отрицательной обратной связи по скорости продольного перемещения летучей пилы 1.
В момент времени Г (фиг. 2) сигнал ЛУ становится нулевым, и скорость УЦ продольного перемещения летучей пилы 1 уравнивается со скоростью УИ перемещения изделия 6. При этом срабатывает нуль-орган 37, на вход которого поступают с противополс жными знаками сигналы УИ и УЦ , т. е. 0 ДУ УИ -УнКогда уравниваются числа, образуемые счетчиками 30 и 32, на выходе сумматора 11, производящего вычитание этих чисел, появляется нулевой сигнал. Это соответствует тому, что линия 40 реза на изделии 6 сов падает с осью резания 39 летучей пилы 1 в процессе их синхронного перемещения (точка Г на диаграмме, фиг. 2)- При этом срабатывает блок 35 сравнения кодов и при включенном нуль-органе 37 срабатывает 0 элемент И 36, подавая сигнал на вход 20 командного блока 19. По этому сигналу на выходе 25 блока 19 появляется команда запрета работы цифроаналогового преобразователя 12, а на выходе 28 - команда включения привода 4 поперечного переме5 щения каретки летучей пилы 1 для отрезйния заданной длины изделия 6.
В момент времени А (фиг. 2) рез заканчивается, срабатывает датчик 5 реза, и цикл повторяется.
По сравнению с известным в предлагаемом устройстве за счет элементов, непрерывно контролирующих положение линии реза на изделии и регулирующих ее совпадение с осью резания летучей пилы и синхронность их движения, достигается повыщение точности длины отрезания изделия при переменном продольном ходе каретки летучей пилы.
Формула изобретения Устройство управления летучей пилой, содержащее электрически соединенные между собой задатчик отрезаемой длины, командный блок, блок управления приводом продольного перемещения, счетчик длины изделия, датчики продольного перемещения изделия и каретки летучей пилы, блок управления приводом поперечного перемещения и датчик реза, отличающееся тем, что, с целью повышения точности длины отреза-ния изделия при переменном продольном ходе каретки летучей пилы, оно снабжено сумматором, соединенным с задатчиком отрезаемой длины, с датчиком продольного перемещения каретки летучей пили с- D-BXOдом счетчика длины изделия, элементом И, нуль-органом и блоком сравнения ходов, входы которого подключены к блоку управления приводом продольного перемещения и к командному блоку, а выход соединен с элементом И, при этом второй вход элемента И подключен к выходу нуль-органа, а выходы нуль-органа соединены с блоком управления приводом продольного перемещения.
Источники информации, принятые во внимание при экспертизе
1.Электропривод, Информэлектро. 1978, № 7(69), 13-16.
2.Авторское свидетельство СССР
№ 814724, кл. В 26 D 1/08, 1979 (прототип).
Sj
:s «o
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Устройство управления летучей пилой | 1982 |
|
SU1072991A1 |
| Устройство для управления летучей пилой | 1985 |
|
SU1252079A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Электропривод отрезного устройства | 1982 |
|
SU1058726A1 |
| Устройство для раскроя на ходу холодногнутого профиля | 1987 |
|
SU1484411A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Система мерного реза изделия | 1989 |
|
SU1687384A2 |