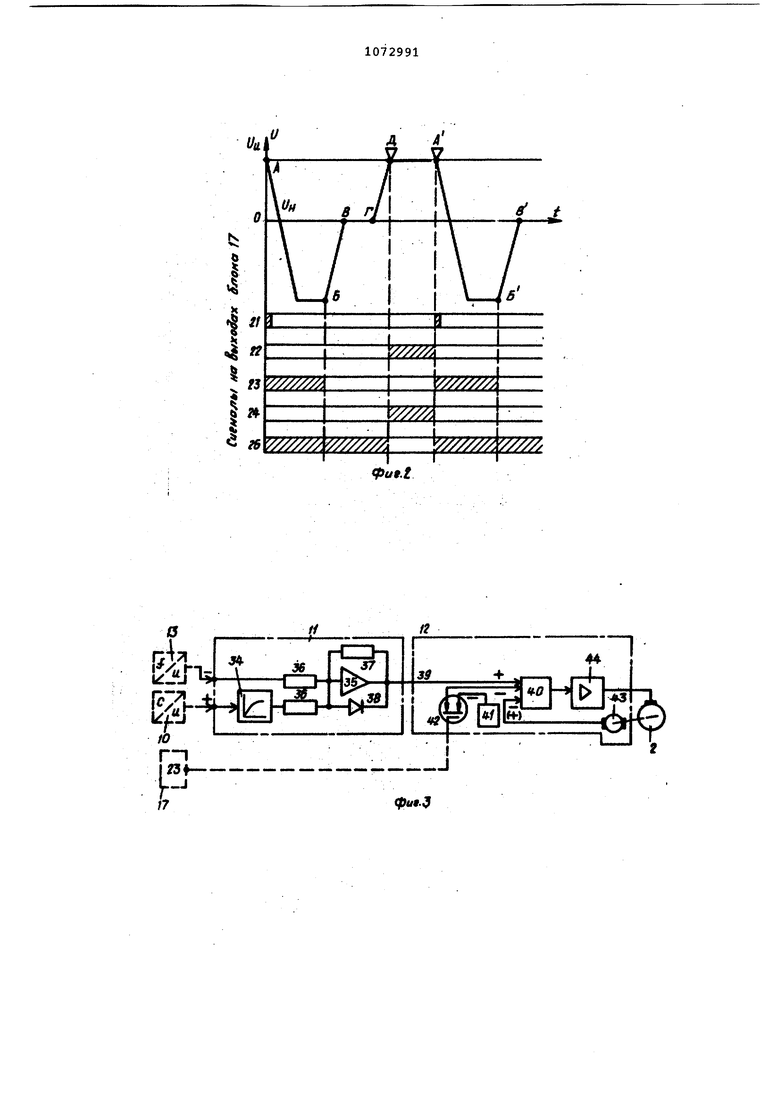
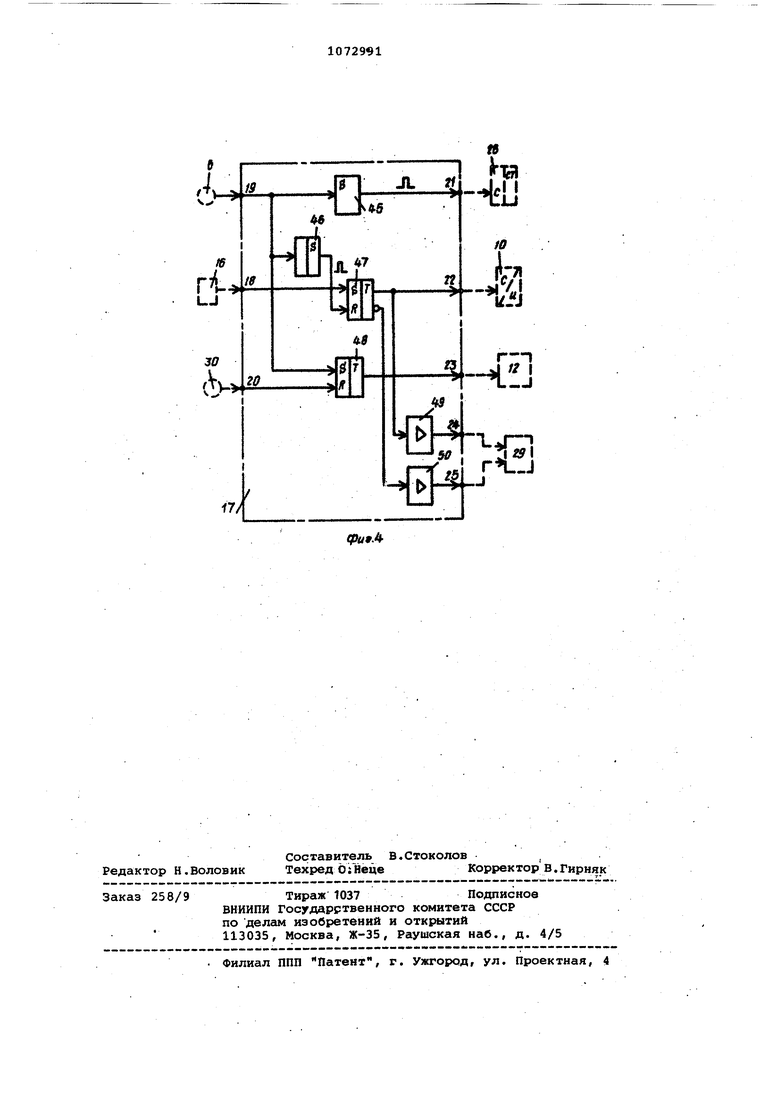
Изобретение относится к машиностроению, в частности к конструкции оборудования для обработки давлением. Известно устройство управления л тучей пилой, содержащее электричес ки соединенные между собой эадатчик отрезаемой длины, счетчик длины, командный блок, датчик скорости изделия и датчик окончания реза, а также блоки управления приводами продольного и поперечного перемещения, соединенные с командным блоком 1 . Однако в известном устройстве возможны проскальзования летучей пи лы при перемещении ее по рельсовом пути, в результате чего вносится погрешность в положении пилы относительно изделия, а .следовательно снижается точность реза. Цель изобретения -- повышение качества обработки за счет повышения точности реза. Поставленная цель достигается тем, что устройство равления лету чей пилой, содержащее электрически соединенные между собой задатчик от резаемой длиныj счетчик длины, ком ный блок, датчик скорости изделия и датчик окончения реза, а также блоки управления приводами продольного и поперечного перемещения, соединен ные с командным блоком, снабжено да чиком исходного положения летучей п лы и датчиком относительного переме щения летучей пилы и изделия, а так же двухвходовым преобразователем частота-напряжение, соединенным с блоком управления приводом продольного перемещения, причем датчик исходного положения летучей пилы co динен с командным блоком, а выходы датчика относительного перемещения летучей пилы и изделия присоединены соответственно к первому и второму счетным входам счетчика длины и к обоим входам двухвходового преобразователя частота-напряжение. На фиг.1 приведена блок-схема предлагаемого устройства,- на фиг.2 - временная диаграмма выходных сигналов командного блока; на фиг. 3 и 4 - структурные .схемы наибо лее сложных функциональных бло.ков устройства. Устройство содержит летучую пилу 1 с двигателями 2 и.3 приводов продольного и поперечного перемеще ния соответственно, датчик 4 относительного перемещения летучей пилы 1 и изделия 5, датчик 6 окончания реза движущегося изделия 5 на заданные мерные длины L . Скорост изделия 5 контролируется датчиком скорости, механически связанным со следящими роликами 8. Двигатель 2 продольного перемещения управляется блоком 9 управления, который состоит из последовательно включенных цифроаналогового преобразователя 10, позиционного регулятора 11, силового преобразователя 12, а таюке одновходового преобразова.теля 13 частота-напряжение, элемента 14 сравнения кодов, нуль-органа 15 и элемента .16 И. При этом выход одновходового преобразователя 13 частотанапряжение соединен с вторым входом позиционного регулятора 1J, вход элемента 14 сравнениякодов соединен с входом цифроаналогового преобразователя 10, выходы элемента 14 и нульоргана 15 соединены соответственно с nepBfcJM и вторьы входами элемента 16 И. Работой блока 9 управления командный блок 17, имеющий входы 18-20 и входы 21-25. Счетчик 16 длины присоединен своим выходом к входу цифроаналогового преобразователя 10 и к входу элемента 14 сравнения кодов блока 9 управления. Счртные входы + счетчика 26 длины и оба входа двухвходового преобразователя 27 частота-напряжение подключены соответственно к первому и второму выходам датчика 4 относительного перемещения летучей пилы 1 и изделия 5. Р -вход счетчика 26 длины подключен к задатчику 28 отрезаемой длины, а управляющий С -вход счетчика 26 подключен к выходу 21 командного блока 17. Выход 22 последнего подключен к BTCtpOMy входу цифроаналогового преобразователя 10, выход 23 - к второму входу силового преобразователя 12 блока 9 управления, а выходы 24 и 25 - к входам блока 29 управления приводом двигателя 3 поперечного перемещения. Входы командного блока 17 подключены: 18 - к выходу элемента 16 И; 19, к датчику б окончания реза/ 20 - к ,. датчику 30 исходного положения летучей пилы 1. На фиг.1 летучая пила 1 показана . в положении 31, т.е. окончания отрезания очередной мерной длины L, изделия 5, совпадает с осью реза летучей пилы 1. Положение 32 соответствует линии реза изделия 5 в следующем цикле. Исходное положение оси реза летучей пилы 1 соответствует линии 33. Выходы датчика 4 относительного перемещения летучей пилы 1 и изделия 5 функционируют следующим образом. На первом выходе который подключен к вычитающему входу -1 счетчика 26 длины, создаются сигналы, когда скорость ПИЛЬ 1 J -VH меньше скорости изделия , т.е. V,cVj(B том числе и при обратном ходе пилы, когда V имеет отрицательный знак); на втором выходе датчика 4, который подключен к суммирующему входу +1 счетчика 26 длины, появляются сигна лы, когда VHV . Последний случай имеет место при перерегулировании скорости V, летучей пилы 1 в проце се отработки заданного рассогласова ния между положениями линии реза 32 и 31. Позиционный регулятор 11 содержи предназначенный для оптимальной отработки заданных рассогласований пара болический преобразователь 34, вход которого подключен к цифроаналоговом преобразователю 10, суммирующий опе рационный усилитель 35 со входными резисторами 36 и резистором обратно связи 37 и присоединенный параллель усилителю 35 диод 38, обеспечивающи одностороннюю проводш-юсть последне Входы усилителя 35 подключены через резисторы 36 соответственно к преоб разователю 13 частота-напряжение и параболическому преобразователю 34. Силовой преобразователь 12, связанный своим входом 39 с регулятором 11 содержит блок 40 регулирования скорости двигателя 2 привода. Входы блока 40 подключены соответственно к выходу операционного усилителя 35 позиционного регулятора 11 к задатчику 41 скорости обратного хода через управляемый ключ 42 и к датчику 43 обратной связи по скорос ти привода двигателя 2. Управляемый силовой элемент 44 своим входом под ключен к выходу блока 40, а выходом - к двигателю 2 привода. Управляющий вход ключа 42 подключен к выходу 23 командного блока 17. Командный блок 17 (фиг.4 включает в себя одновибратор 45, одновибратор 46 с задержкой выходного сигнала, -триггеры 47 и 48. и уси лители 49 и 50. Во входу 19 блока 17, соединенного с датчиком 6 окончания реза под ключены входы одновибраторов 45 и 46 и 3 -вход триггера 48.К входу 18 блока 17, соединенного с выходом элемента 16 К, подключен 5-вход триггера 47. К входу 20 блока 17, под-, ключенного к выходу датчика 30 исход ного положения пилы, подсоединен (-вход триггера 48. Выход 21 блока 17, подключенный к с -входу счетчика 26, соединен с выходом одновибратора 45. Выход одновибратора 46 подключен к R-входу триггера 47. Прямой выход гера 47 подключен к входу усилителя 49 и через выход 22 блока 17 к второму входу цифроаналогового пре образователя 10. Инверсный выход тр гера 47 подключен к входу усилителя 50. выход 23 блока 17 выход триггера 48 подключен к входу силового преобразователя 12. Через выхо ды ,24 и 25 блока 17 усилителя 49 и 50 подключены ко входам блока 29 управления приводом двигателя 3- поперечного перемещения. Устройство работает следующим образом. Моменту времени окончания отрезания очередной длины изделия 5 соответствует точка А на диаграмме скоростиVH продбльного перемещения летучей пилы 1 (фиг.2}. В этот момент по сигналу датчика 6 окончания реза командный блок 17 производит следующие операции. Срабатывает одновибратор 45 (фиг.4 и с выхода 21 выдается импульсная команда на ввод в счетчик 26 от задатчика 28 длины числа, соответствующего заданной длине L отрезания изделия 5. При этом в счетчике.26 фиксируется положение линии 32 реза на изделии 5 в следующем цикле относительно оси реза 31 летучей пилы 1. Одновременно срабатьшает триггер 48 фиг.4 1 и отключается триггер 47, С выхода 23 вьщается команда реверса силового преобразователя 12 и двигателя 2 привода для возврата летучей пилы 1 в исходное положение 33, а с выхода 22 снимается сигнал запрета работы цифроаналогового преобразователя 10. Командой с выхода 23 блока 17 (фиг.З/ включается управляемый ключ 42 в блоке 12, которым подключается к входу блока 40 регулирования задатчик 41 скорости обратного хода. Одновременно с реверсом привода двигателя 2 по сигналу усилителя 50 с выхода 25 блока 17, подаваемому на вход блока 29, реверсируется для возврата в исходное положение привод двигателя 3 поперечного перемещения (каретки )детучей пилы 1 (с усилителя 49 и с вьосода 24 блока 17 сигнал . при этом снимается). В процессе обратного хода летучей пилы 1 счетчик 26 длины не прекращает фиксации текущего расстояния L линии реза 32 на изделии 5 от оси реза 31 летучей пилы 1, поскольку на вычитающий вход счетчика 26 подаются сигналы датчика .4 .относительного перемещения летучей пилы 1 и изделия 5. При этом текущее число на выходе счетчика 26 соответствует этому расстоянию е - текущий путь переме:щения линии реза 32 на изделии 5 отно сительно оси реза 31 летучей пилы 1. В момент времени Б (фиг.2) чин 30 исходного положения пилы подает сигнал на вход 20 командного блока 17 на замедление привода двигателя 2 продольного перемещения летучей пилы 1 для ее останова в исходном положении 33. При срабатывании датчика 30 отключается триггер 48 блока 17 и отключается ключ 42 в блоке 12; от блока 40 отключается задатчик 41 скорости обратного хода и привод двигателя 2 замедляется для останова в исходном положении 33 пр этом выход усилителя 35 позиционного регулятора 11 остается нулевым, так как сигнал на входе усилителя 35 со стороны счетчика 26-л V превышает сигнал со стороны датчика 7 V и проводимость усилителя 35 при этом нулевая.
В момент времени В привод двигателя 2 останавливается. Высокая точность останова оси реза 31 летучей пилы 1 в исходном положении 33 не требуется, поскольку датчик 4 непрерывно фиксирует относительное положение линии реза 32 на изделии 5 и оси реза 31 независимо от положения летучей пилы 1.
В процессе перемещения изделия 5 уменьшается выходной сигнал счетчиf a 26 длины и соответственно уменьшается выходной сигнал цифроаналогового преобразователя 10.
На участке диаграммы В-Г (фиг.2) сигнал л V превышает на входе позиционного регулятора 11 задающий сигнал У одновходового преобразователя 13 частота-напряжение, соответствующий скорости перемещения изделия 5. Но так как и на участке Б-В позиционный регулятор 11, имеющий однополярный выход, не пропускает сигналы отрицательной полярности на вход .силового преобразователя 12, . то задание скорости последнему остается нулевым.
В момент времени Г (фиг.2), сигнал iV уравнивается с сигналом V и при дальнейшем перемещении изделия 5 сигнал uV становится меньше сигнала УК . Появляется задающий сигнал скорости на входе блока 40 регулирования силового иреобразователя 12, двигатель 2 привода начинает разгоняться, отрабатывая с помощью датчика 43 скорости задающий сигнал y,.-JV. на. входе позиционного регулятора 11. .
В момент времени 4 (фиг.2 происходит совмещение оси реза 31 с линией реза 32, сигнал ду становится нулевым, и скорость VH продольного перемещения летучей пилы 1 уравнивается со скоростью VH перемещения изделия 5. При атом уменьшается до нуля частота импульсов на выходе датчика 4, становится нулевым сигнал на выходе двухвходового преобразователя 27 частота-напряжение и срабатывает нуль-орган 15. Одновременно н выходе счетчика 26 появляется нуль и на выходе элемента 14 сравнения кодов появляется сигнал. При наличии сигналов на обоих входах элемейта 16 И, появляется сигнал на его выходе и на входе 18 командного блока 17 Па этому сигналу срабатывает триггер 47 блока 17 и на его выходе, а также выходе 22 блока 17 появляется команда запрета работы цифроаналогового преобразователя 10, а на выходе усилителя 49 и выходе 24 блока 17 - команда включения двигателя 3 привода поперечного перемещения, (каретки летучей пилы 1 для отрезания заданной длины изделия 5. В момент времени А (фиг,2) рез заканчивается, срабатывает датчик 6 окончания реза и затем цикл работы повторяется.
Эффективность использования устройства обеспечивается путем повышения точности реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Устройство для управления летучей пилой | 1985 |
|
SU1252079A1 |
| Устройство управления летучей пилой | 1979 |
|
SU998017A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Электропривод отрезного устройства | 1982 |
|
SU1058726A1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Система управления электроприводом вращающихся летучих пил | 1978 |
|
SU747637A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
УСТРОЙСТВО УПРАВЛЕНИЯ ЛЕТУ4EV1 ПИЛОЙ, содержащее электрически соединенные мезеду собой задатчик отрезаемой длины, счетчик длины, командный блок, датчик скорости изделия и датчик окончения реза, а так же блокиуправления приводами продольного и поперечного перемещения, соединенные с командным блоком, о тличающееся тем, что, с целью повышения качества обработки за счет повышения точности реэа, оно снабжено датчиком исходного положения летучей пилы идатчиком относительного перемещения летучей пилы и изделия, а также двухвходовым прё образователем частота-напряжение, соединенным с блоком управления приводом продольного перемещения, причем датчик исходного положения летучей пилы соединен с командным блоком, а выходы датчика относительного перемещения летучей пилы и из-. делия присоединены соответственно к первому и второму счетным входам счетчика длины и к обоим входгм двухЙ входового преобразователя частотанапряжение. 3 3f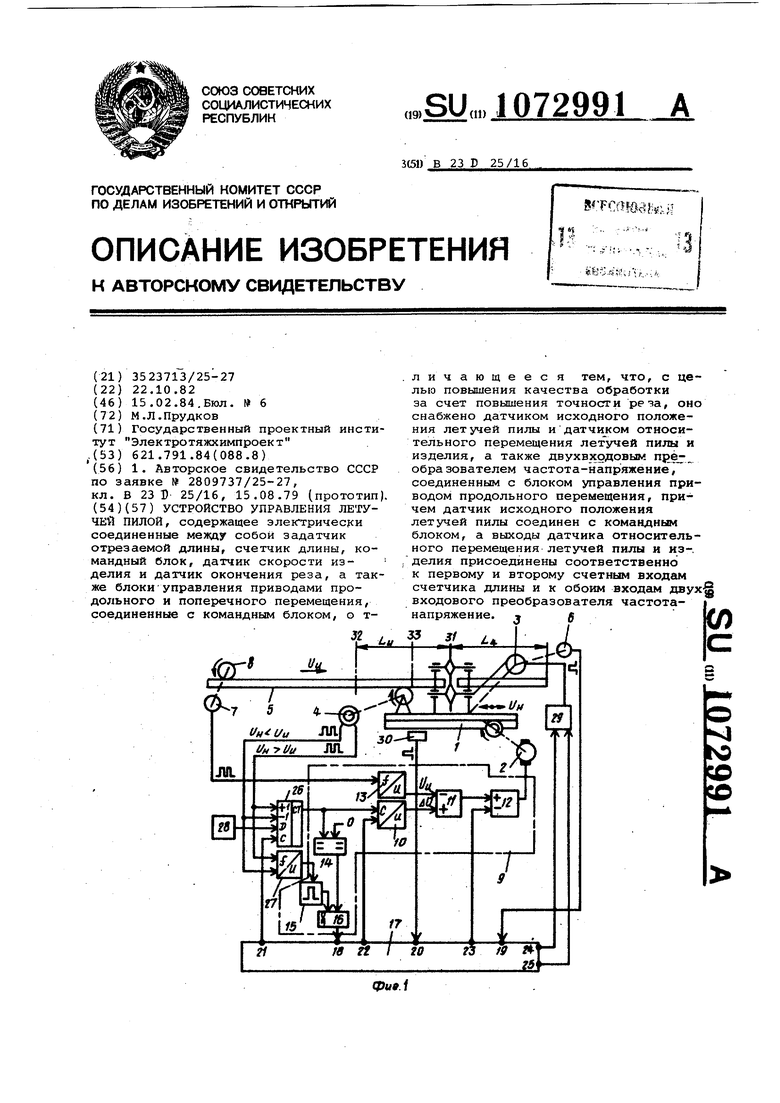
ч
f7/
I u
r-i
EJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВЫЧИСЛИТЕЛЬ ДЛЯ РЕЖЕКЦИИ ПОМЕХ | 2023 |
|
RU2809737C1 |
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
