Изобретение относится к переработке пластмасс, в частности к литьевым формам для изготовления из термопластов изделий с поднутрениями, а также имеющих на боках и (или) одной из двух торцовых поверхностей выступы, впадины, отверстия, другие рельефные изображения, и может быть использовано, например, для изготовления рассеивателей елочных электрогирлянд в легкой промышленности.
Цель изобретения - расширение технологических возможностей литьевой формы за счет обеспечения формования изделий сложной конфигурации без увеличения ее габаритных размеров.
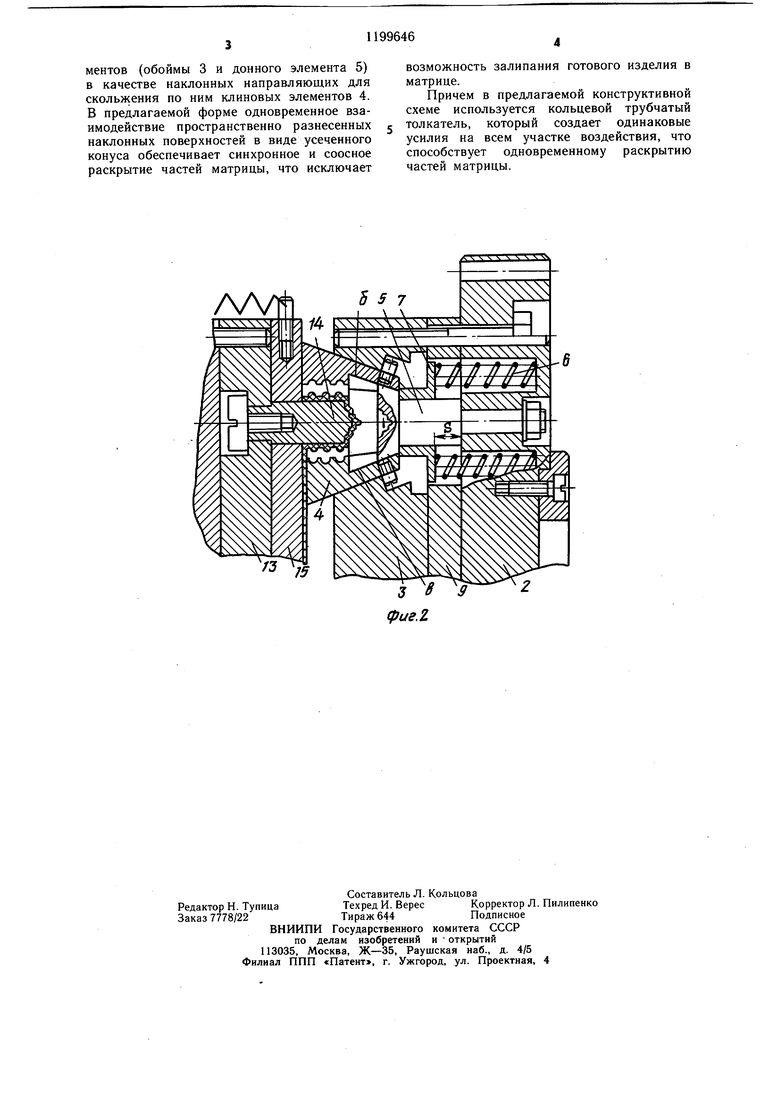
На фиг. 1 показана литьевая форма в сомкнутом положении (вариант многоместного исполнения), продольный разрез; на фиг. 2 - фрагмент рабочей части формы в разомкнутом положении, продольный разрез.
Литьевая форма для изготовления полимерных изделий с поднутрениями содержит подвижную плиту 1, литниковую неподвижную плиту 2 и соединенную с ней обойму 3 с наклонными к продольной оси формы направляющими а, в которых размещен комплект клиновых элементов 4, например в количестве четырех, образующи-х боковую поверхность раздвижной матрицы. В зоне внутренней нерабочей полости этой части матрицы соосно с ней размещен донный элемент 5 другой части матрицы, образующий донную поверхность изделий, и жестко связанный с неподвижной литниковой плитой 2. Обе части матрицы: клиновые элементы 4 и донный элемент 5 смонтированы с возможностью контактирования и относительного перемещения по направляющим б и е, которые выполнены по внутренней поверхности клиновых элементов 4 и по наружной поверхности донного элемента 5 под углом, равным углу наклона направляющих а в обойме 3.
Число направляющих в на внешней боковой поверхности донного элемента 5 соответствует числу клиновых элементов 4. Для создания усилия перемещения по боковой поверхности донных элементов 5 в неподвижной плите 2 смонтировано средство перемещения в виде комплекта пружин 6, образующих с втулкой 7 подпружиненный толкатель.
Неподвижная плита 2 через втулки 8 соединена неподвижно с промежуточной плитой 9, в которой выполнены отверстия 10 для размещения подвижной относительно клинового донного элемента 5 (торцового знака матрицы) втулки 7. Перечисленные элементы и кинематические связи образуют неподвижную часть литьевой формы.
К подвижной части формы относятся подвижная плита 1, кольцо 11, плита 12,
плита 13 с жестко закрепленными на ней знаками 14, служащими для оформления внутреннего контура изделия, и плита 15 для съема готовых изделий.
Для направления перемещения подвижной части относительно неподвижной предназначены колонки 16 и втулки 17. Выталкивающая система выполнена в виде хвостовика 18, плит 19 и 20 и толкателей 21 и 22.
Литьевая форма работает следующим образом.
После впрыска в формующую полость, образованную с одной стороны клиновыми элементами 4, донным элементом 5 и знаками 14 с другой стороны, через литниковую систему, размещенную в литниковой плите 2, термопласта и необходимой выдержки подвижная часть литьевой формы под действием усилия пресса (не показан) отходит от неподвижной ее части по направляющим колонкам 16 и втулкам 17. При этом клиновые элементы 4, размещенные в гнездах обоймы 3 по ее коническим поверхностям и направляющим в донного элемента 5 (торцовым знакам матрицы), смешаются в осевом (на величину S, фиг. 2) и радиальном от центра направлениях. В результате освобождается отформованный рельеф изделия от соприкосновения с внутренней поверхностью клиновых элементов 4 матрицы. Указанное смещение обеспечивается усилием пружин 6 сжатия через втулки 7.
После отсоединения неподвижной части формы находящиеся на неподвижных знаках 14 отливки изделий вместе с литником перемещаются влево до соприкосновения хвостовика 18 с неподвижным упором литьевого пресса. Последующее перемещение обеспечивает автоматический съем готовых деталей плитой 15 съема, которая прекращает дальнейшее перемещение в результате остановки хвостовика 18, плит 19 и 20 и толкателей 21 и 22.
При смыкании обеих частей формы подвижная ее часть обеспечивает перемещение разъемных клиновых элементов 4 в осевом и радиальном направлениях до первоначального положения, преодолевая при этом сопротивление пружин 6 сжатия.
Далее цикл повторяется.
Предлагаемая конструкция литьевой формы отличается улучшенными функциональными и технологическими возможностями, что проявляется в увеличении активной площади формы без увеличения ее габаритных размеров, позволяет при изготовлении сложных изделий использовать одновременно более двух клиновых элементов матрицы без изменения габаритных размеров формы за счет использования в ней двух конусных направляющих поверхностей рабочих элементов (обоймы 3 и донного элемента 5) в качестве наклонных направляющих для скольжения по ним клиновых элементов 4. В предлагаемой форме одновременное взаимодействие пространственно разнесенных наклонных поверхностей в виде усеченного конуса обеспечивает синхронное и соосное раскрытие частей матрицы, что исключает
возможность залипания готового изделия в матрице.
Причем в предлагаемой конструктивной схеме используется кольцевой трубчатый толкатель, который создает одинаковые усилия на всем участке воздействия, что способствует одновременному раскрытию частей матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU844345A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ, содержащая подвижную плиту, неподвижную плиту и соединенную с ней обойму, в наклонных к продольной оси формы направляюш,их которой установлены клиновые элементы, образующие одну из составных частей раздвижной матрицы, другая часть которой выполнена в виде донного элемента, жестко закрепленного на неподвижной плите, и средство перемещения клиновых элементов, отличающаяся тем, что, с целью расширения технологических возможностей литьевой формы за счет обеспечения формования изделий сложной конфигурации без увеличения ее габаритных размеров, донный элемент размещен в зоне внутренней нерабочей полости другой части, которая образована клиновыми элементами, причем донный элемент и клиновые элементы смонтированы с возможностью контактирования и относительного перемещения по направляющим, которые выполнены по внутренней поверхности клиновых элементов и по наружной поверхности донного элемента под углом, равным углу наклона направляющих в обойме, а средство перемещения клиновых элементов выполнено в виде подпружиненного толкателя, смон- ГЛ тированного в неподвижной плите. СО ;о О5 4 а
6
фиг.г
| Лейкин Н, Н | |||
| Конструирование прессформ для изделий из пластических масс | |||
| Л.: Машиностроение, 1966, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Литьевая форма с клиновыми полуматрицами для изготовления полимерных изделий | 1979 |
|
SU863386A1 |
| Солесос | 1922 |
|
SU29A1 |
