Изобретение относится к пищевой промышленности, в частности к хлебопекарной и предназначено для использования на хлебозаводах.
Цель изобретения - повышение надежности работы путем более точной укладки заготовок в карманы люлек конвейера рас- стойного шкафа.
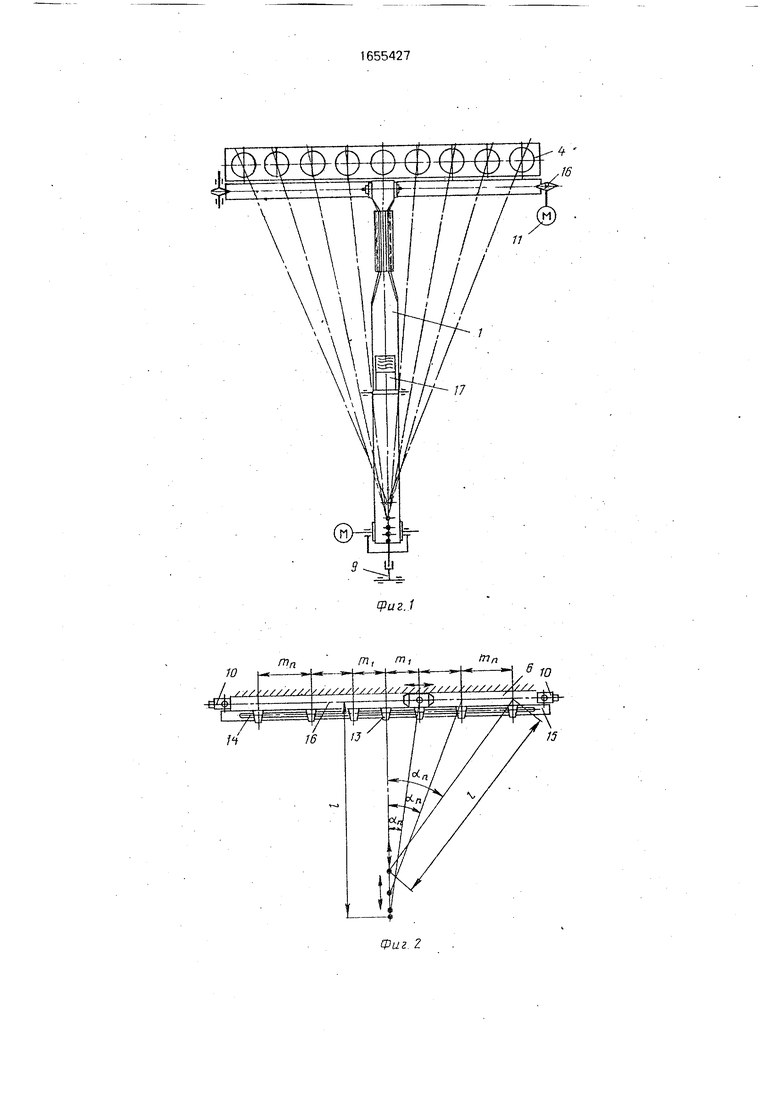
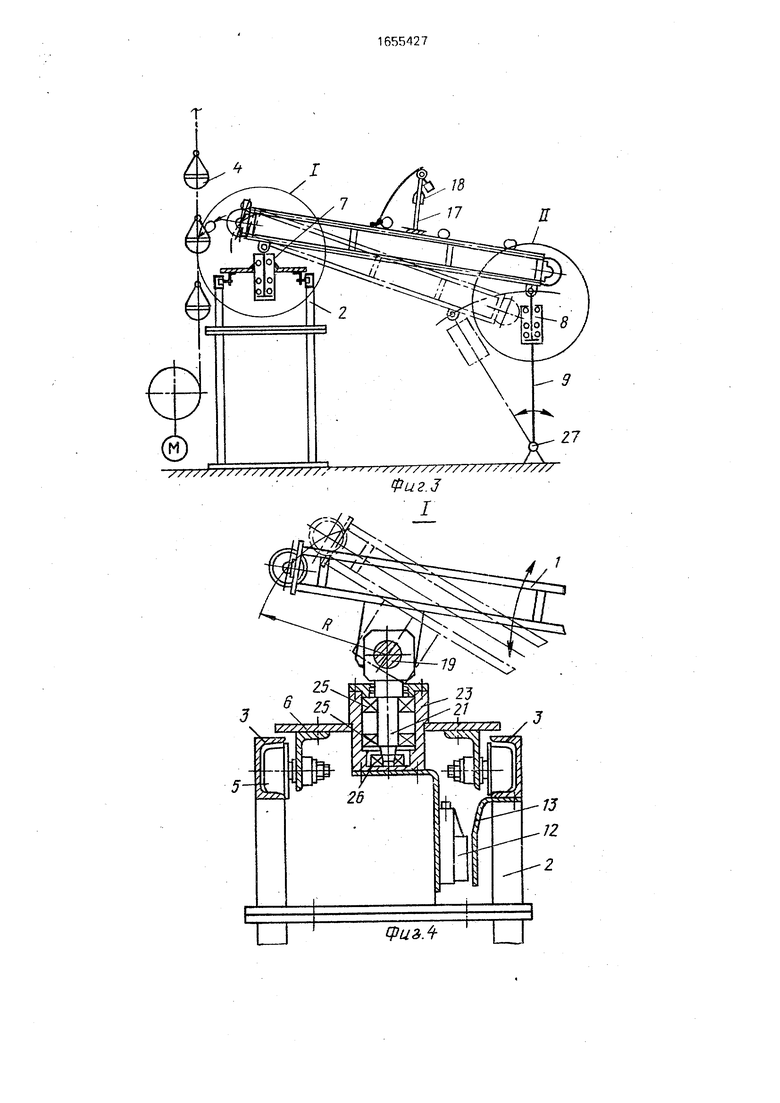
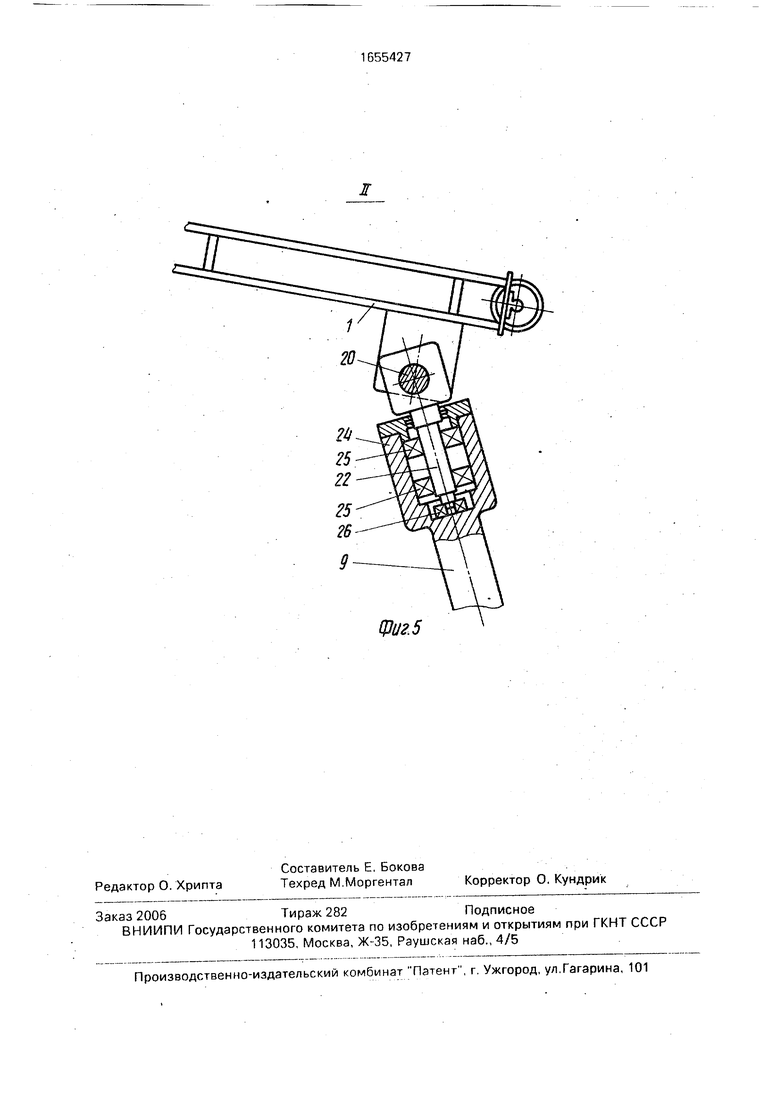
На фиг. 1 изображено предлагаемое устройство, общий вид, в плане; на фиг. 2 - кинематическая схема, вид сверху; на фиг. 3 - кинематическая схема, вид спереди; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - узел II на фиг. 3.
Устройство для укладки тестовых заготовок в карманы люлек конвейера расстой- ного шкафа содержит передаточный транспортер 1, смонтированный с возможностью перемещения в горизонтальной и вертикальной плоскостях, раму 2 с продольными направляющими 3, которые параллельны люльке 4 конвейера расстойного шкафа. В направляющих 3 с помощью роликов 5 установлена каретка 6, соединенная шарниром 7 с одним концом передаточного
транспортера 1 Другой конец передаточного транспортера 1 с помощью шарнира 8 установлен на шарнирной стойке 9. На противоположных концах рамы 2 установлены с возможностью регулировки их положения конечные переключатели 10 для реверсирования вращения привода 11 при их взаимодействии с кареткой 6 в крайних ее положениях. На каретке 6 установлен датчик 12 для взаимодействия в промежуточных положениях с флажками 13, установленными в пазу 14 планки 15, закрепленной на раме 2 параллельно люльке 4. Флажки 13 выставляются на направляющих 3 для каждого расстойного шкафа индивидуально в зависимости от количества карманов люльки. Передаточный транспортер 1 посредством каретки 6 устанавливается так, чтобы находиться с карманом люльки на одной прямой, и флажок 13 закрепляется против датчика 12, размещенного на каретке б.
Шаг установки флажков 13 находится в функциональной зависимости
гпп l(sin On- sin an-i).
сл
с
о сл сл
Јь
ю VI
где п - позиция остановки каретки, соответствующая заполняемому карману люльки:
I - расстояние между шарнирными опорами передаточного транспортера;
а угол отклонения передаточного транспортера от центрального положения при заполнении кармана люпьки n-й позиции.
Положение каретки 6 в крайних положениях определяют конечные переключатели 10. Каретка 6 встроена в ветвь цепной передачи 16, привод 11 которой установлен на раме 2.
Передаточный транспортер 1 (фиг. 1 и 2) со стороны загрузки опирается на шарнирную стойку 9. На раме передаточного транспортера 1 установлено устройство контроля прохождения тестовой заготовки 17с датчиком 18, На концах передаточного транспортера 1 закреплены горизонтальные оси 19 и 20, с одетыми на них шарнирными пальцами 21 и 22, с помощью которых передаточный транспортер 1 шарнирно соединяется со стаканами 23 и 24 соответственно, стойки 9 и каретки 6. В стаканах 23 и 24 установлены подшипники 25 и 26, которые образуют с пальцами 21 и 22 шарнирные соединения, обеспечивающие передаточному транспортеру 1 возможность проворота в горизонтальной плоскости относительно осей стаканов 23 и 24,а шарнирное соединение самих пальцев 21 и 22 соответственно с осями 19 и2С обеспечивает передаточному транспортеру 1 проворот в вертикальной плоскости (фиг. 2) относительно осей 19 и 20. Таким образом, шарнирные соединения осей 19 и 20 соответственно с пальцами 21 и 22, а последних соответствено со стаканами 23 и 24 обеспечивают передаточному транспортеру 1 провороты как в горизонтальной, так и в вертикальной плоскостях, образуя соответственно с кареткой 6 и стойкой 9 шарнирные соединения. Стойка 9 установлена с помощью опорного шарнира 27 с возможностью вертикальных колебаний в плоскости, перпендикулярной траектории движения каретки 6,
Устройство работает следующим образом.
Передаточный транспортер 1 устанавливается в центральном положении перпендикулярно фронту расстойного шкафа (фиг. 2), В зависимости от числа карманов люльки 4 устанавливается число флажков 13, которое будет на две единицы меньше числа карманов люльки, так как положение каретки 6 в крайних позициях определяют конечные переключатели 10. Транспортер 1 устанавливается в каждом положении так, чтобы он находился с соответствующим карманом люльки на одной прямой, и в каждом положении (на каждой позиции) по датчику 12 выставляются флажки 13, шаг установки которых подчиняется функциональной зависимости гпп (sin «n- sin an-i). После расположения всех флажков 13 (по числу карманов люльки) на направляющих 3 транспортер 1 устанавливается в одном из крайних положений.
0При включении линии одновременно
включается передаточный транспортер 1, люлька 4 расстойного шкафа находится на позиции загрузки, а каретка 6 расположена в одном из крайних положений. После вклю5 чения загрузочного приспособления (на чертеже не показано) тестовая заготовка попадает на передаточный транспортер 1, и, перемещаясь по нему, проходит устройство контроля прохождения тестовой заготовки
0 17. Тестовая заготовка, приподнимая шторку устройства 17, воздействует на датчик 18, который подает команду на включение привода 11 механизма цикличного возвратно- поступательного перемещения каретки 6.
5 Каретка 6, двигаясь от крайнего положения, останавливается флажком 13 перед очередным карманом люльки 4 и тестовая заготовка забрасывается в карман люльки 4. Очередная тестовая заготовка, проходя
0 под устройством 17, приподнимает шторку, воздействуя на датчик 18, который подает очередную команду на следующее перемещение каретки 6. Каретка 6 останавливается следующим флажком 13 пе5 ред очередным карманом люльки 4 и тестовая заготовка забрасывается в него и т.д. В крайнем положении конечный переключатель 10 реверсирует вращение привода 11 и после паузы, определяемой
0 времене-м смены люлек 4 рассстойного шкафа, каретка 6 начинает циклическое перемещение в обратном, направлении, аналогичным образом загружая очередную люльку 4 и т.д. Время движения тестовой
5 заготовки от механизма контроля прохождения тестовой заготовки 17 до конца передаточного транспортера 1 должно быть большим или равным времени перемещения каретки 6 из позиции в другую,
0 т.е. над позицией загрузки каретка 6 должна оказаться раньше или же одновременно с подходом тестовой заготовки к концу передаточного транспортера 1, т.е, на позиции загрузки происходит ожидание тестовой
5 заготовки. В крайних положениях каретки 6 при остановке передаточного транспортера 1 выполняются два заброса тестовых заготовок: первый - в последний карман заполняемой люльки 4, второй - после паузы, в первый карман вновь подошедшей люльки
4 после шагового перемещения конвейера расстойного шкафа.
Концевой переключатель 10 при взаимодействии с кареткой 6 подает следующие команды: на останов каретки 6, на паузу на время смены люлек 4 при шаговом перемещении конвейера расстойного шкафа, которое может совмещаться со временем подхода очередной тестовой заготовки, на реверс привода 11 после выполнения за- броса после паузы очередной тестовой заготовки в первый карман вновь подошедшей люльки 4.
При движении каретки б вдоль фронта люльки 4 передаточный транспортер 1 со- вершает сложное пространственное перемещение, которое можно разложить на следующие составляющие: в горизонтальной плоскости угловое перемещение относительно загрузочного приспособления и в вертикальной плоскости - как шатун четы- рехзвенного механизма, образованного коромыслом (стойка 9 и палец 22), шатуном (передаточный транспортер 1), кривошипом (палец 21) и стойкой (шарнир 27 и каретка 6).
Колебания передаточного транспортера 1 относительно оси 19, происходящие по радиусу R в вертикальной плоскости (фиг.4), приводят к тому, что в крайних положениях каретки б (при равномерном шаге) он наи- более удален от кармана люльки 4.
Колебания передаточного транспортера 1 относительно оси 20 в вертикальной плоскости приводят к тому, что его конец в крайних положениях каретки 6 наоборот на- ходится в крайнем нижнем положении. Таким образом, при движении каретки 6 из одного крайнего положения э другое меняется угол наклона по отношению к горизон- тальной плоскости передаточного транспортера 1 и в крайних положениях каретки бон максимальный. В данном случае при движении каретки 6 из одного крайнего положения в другое изменяется как угол наклона горизонтальной плоскости переда- точного транспортера, а значит и угол метания тестовой заготовки, так и удаленность конца передаточного транспортера 1 от оси карманов люльки 4. Для компенсации этих изменений-циклические перемещения ка- ретки 6 осуществляются с переменным шагом (в предлагаемом устройстве), увеличивающимся в направлениях от центра к краям рамы 2. Эти увеличения в каждом случае обеспечивают постоянство расстоя- ния от оси стакана 23 каретки 6 до центра
кармана лю.тьки 4, что повышает точность попадания тестовой заготовки в крайние карманы люльки Необходимый шаг пере мещения лаоетки 6 в каждом случае выставляется путем перемещения соответствующего фла.-кка 13 по пазу 14 планки 15. Наличие паза 14 позволяет также проводить при необходимости подрегулировку шага, например, ь случае изменения массы тестовой заготовки, вызванной сменой продук ции нз линии. Для крайних положений, в зависимости от числа карманов и расстояния между ними в люльке 4, шаг выставляется и регулируется путем перемещения конечных переключателей 10 в пазах рамы 2. На практике в каждом конкретном случае при использовании предлагаемого yctpon- ства в зависимости от количества карманов в люльке и расстояния между ними устанавливается необходимое число флажков 13,. регулируется положение конечных переключателей 10 в пазах рамы 2, и этим обеспечивается агрегатирование с заданным расстсйным шкафом, что расширяет функциональные возможности устройства.
Формула изобретения
Усгоойство для укладки тестовых заготовок в карманы люлек конвейера рассгой- ного шкафа, содержащее передаточный транспортер, установленный посредством шарнирных опор на каретке, установленной с возможностью возвратно-поступательного перемещения в направляющих, смонтированных вдоль люлек конвейера расстойного шкафа, и приспособление контроля прохождения тестовой заготовки, установленное на передаточном транспортере, отличающееся тем, что, с целью повышения надежности работы путем более точной укладки заготовок, привод каретки содержит датчик, закрепленный на каретке и связанный с приспособлением контроля прохождения тестовой заготовки, и флажки, установленные нз направляющих с шагом
mn - (sin On- sin 2n-i), где п - позиция остановки каретки, соответствующая заполняемому карману люльки;
I - расстояние между шарнирными опорами передаточного транспортера;
а - угол отклонения передаточного транспортера от центрального положения, при этом передаточный транспортер смонтирован с возможностью перемещения в вертикальной плоскости
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа | 1985 |
|
SU1353391A1 |
| Устройство для укладки тестовых заготовок в люльки конвейера расстойного шкафа | 1975 |
|
SU676254A1 |
| Расстойно-печной агрегат | 1984 |
|
SU1286142A1 |
| Расстойный агрегат для продольно ориентированных тестовых заготовок | 1985 |
|
SU1391564A1 |
| Устройство для деления теста и укладки его в формы люлек расстойного конвейера | 1981 |
|
SU1090314A1 |
| Устройство для загрузки тестовых заготовок в люльки расстойного конвейера | 1984 |
|
SU1316619A1 |
| Расстойно-печной агрегат | 1985 |
|
SU1340708A1 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |
| Устройство для деления теста и загрузки его в формы люльки расстойно-печного агрегата | 1980 |
|
SU925284A1 |
| Установка для деления теста и загрузки его в формы люльки расстойнопечного агрегата | 1976 |
|
SU606569A1 |
Изобретение относится к хлебопекарной промышленности. Целью изобретения является повышение надежности работы путем более точной укладки заготовок. Передаточный транспортер установлен одним концом на каретке, перемещающейся вдоль люлек. Привод каретки содержит флажки, установленные на направляющих с определенным шагом и взаимодействующие с датчиком, закрепленным на каретке. 5 ил.
Ю
т, т,
fnn
Фиг 2
И
9
Фиг. 5
| Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа | 1985 |
|
SU1353391A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
