и флажки с постоянными магнитами для взаимодействия с датчиками. На звездочке конвейера закреплены паль- цы для взаимодействия с копирными рычагами. Реле времени снабжено двумя регулируемыми резисторами. Для упрощения агрегата механизм синхро1
Изобретение относится к пищевой промышленности и может быть использовано на хлебопекарных предприятиях при производстве формового хлеба.
Целью изобретения является упрощение агрегата и повьшение качества
ПрОДУК1ЩИ.
Наличие копирных рычагов, флажков с постоянными магнитами и пальцев на звездочке конвейера позволяет обеспечить постоянство технологического цикла и, тем самьв4, повысить качество готовой продукции.
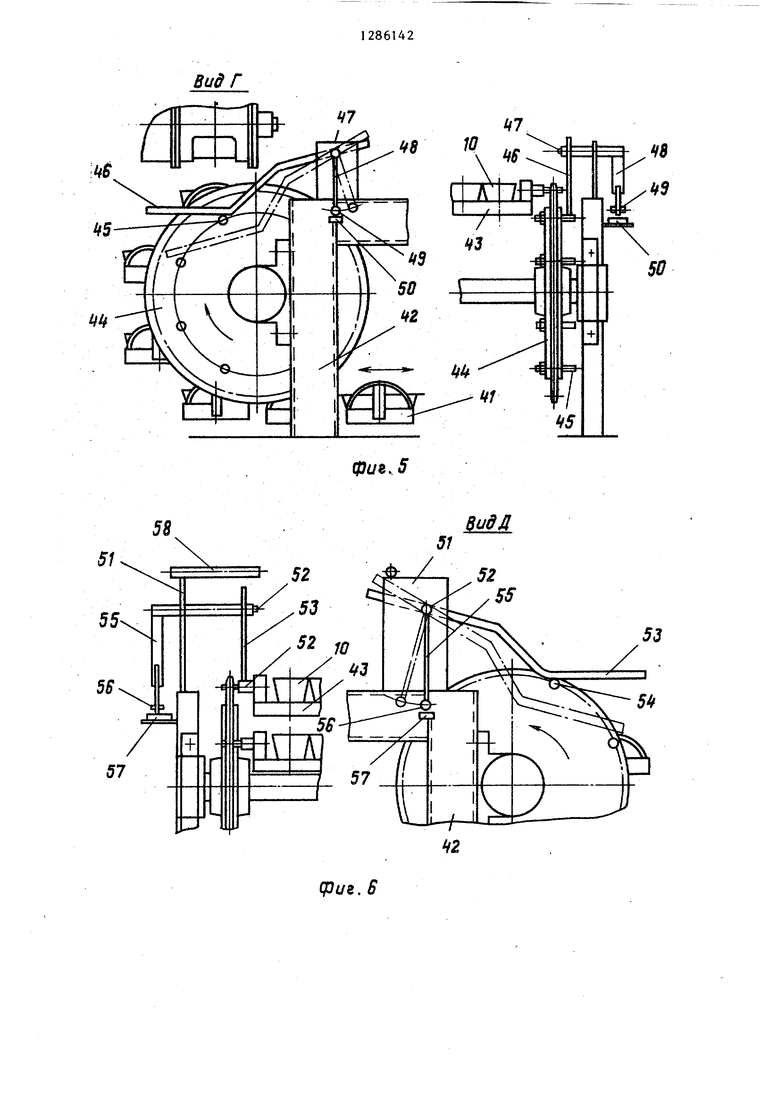
На фиг, 1 изображена делительно- укладочная машина, обврШ вид; на фиг. 2 - механизм синхронизации перемещения делительно-укладочной машины и вращения делительной головки, разрез А-А на фит. 1; на фиг. 3 - взаимодействие ведущего и ведомого дисков, разрез Б-Б на фиг. 4} на фиг. 4 - вид В на фиг. 2; на фиг.5 установка копирного рычага шаг конвейера , вид Г на фиг. 1; на фиг. 6 установка копирного рычага наличие люльки, вид Д на фиг. 1; на фиг. 7 - схема управления установкой.
Установка для деления и укладки теста в формы люлек расстойно-печно- го агрегата состоит из бункера 1 для накопления теста, на котором зак реплены два электрода 2 разной дли- ны для автоматического поддержания Зфовня теста в бункере, шнека 3 с приводом 4 для подачи теста в патру бок 5, тестоделительной и укладочной машины 6, которая имеет делительную головку 7 и механизм синхронизации вращения делительной головки 7 и , перемещения делительно-укладочной машины.6.
Делительная голрвка 7 содержит мерный карман 8 и поршень 9 для подачи теста в формы 10.
низации содержит ведомый и ведущий валы 26 и 14 с дисками 31 и 27 и звездочку 15. Ведущий диск 27 вьтол- нен заодно со звездочкой 15 и имеет собачку 28 для взаимодействия с выполненным в виде храпового колеса ведомым диском. 1 з.п. ф-лы, 7 ил.
15
Механизм синхронизации вращения, делительной головки 7 и перемещения делительно-укладочной машины 6 содержит привод 11, звездочки 12 и 13, 5 ведущий вал 14, на котором закреплена ведущая звездочка 15, цепь 16, ведомую звездочку 17, которая выполнена заодно с ходовой звездочкой 18 и и находится в зацеплении с неподвкж- ной цепью 19, протянутой сквозь окна в корпусе делительно-укладочной машины 6, и закреплена концами на кронштейнах 20 опоры с рельсами 21, на-. тяжными винтами 22 и гайками 23 для обеспечения необходимого натяжения неподвижной цепи 19.
На корпусе делительно-укладочной машины 6 закреплены две паразитные звездочки 24, которые обеспечивают необходимый угол схвата ходовой звездочки 18 неподвижной цепью 19 для гарантированного их зацепления.
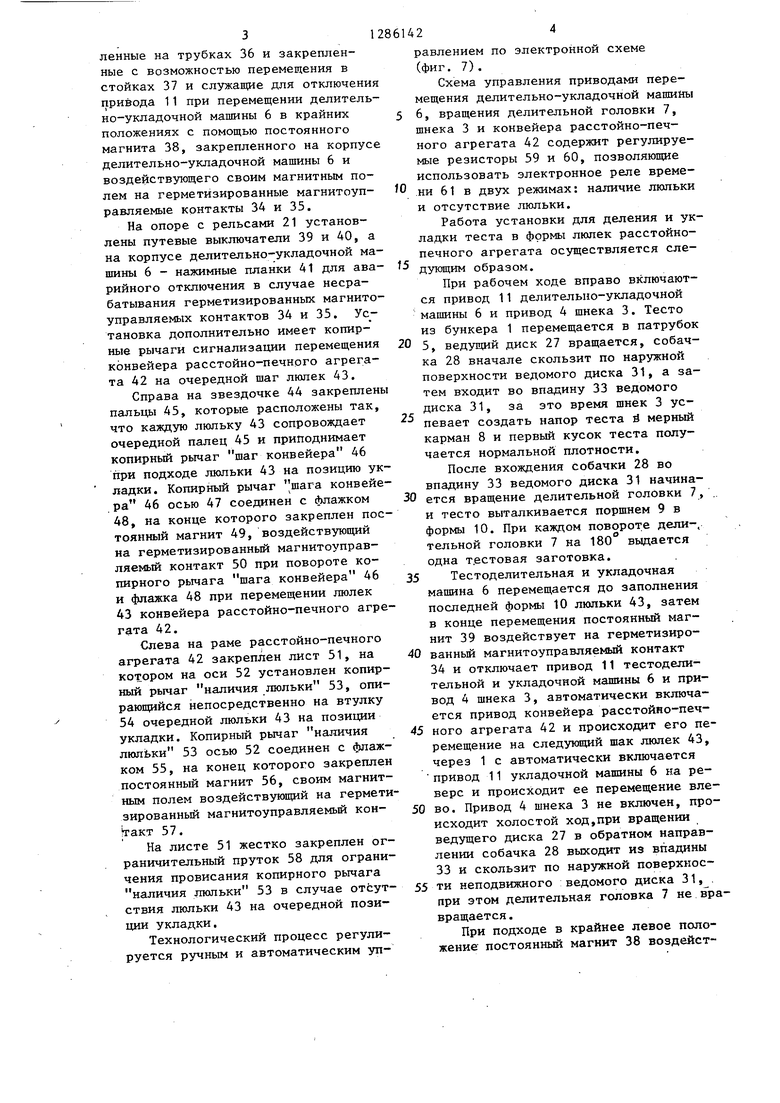
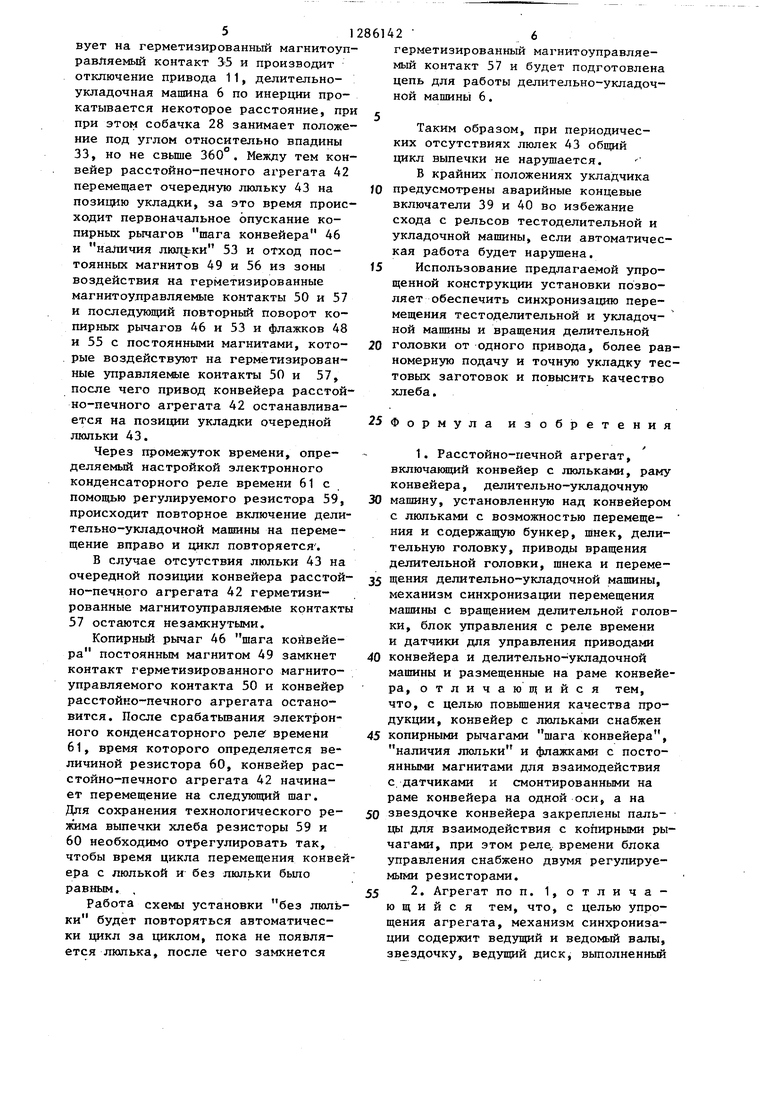
Ведзпцая звездочка 15 выполнена 2с заодно с корпусом подшипникового узла 25, установленного на ведомом валу 26, который передает вращение делительной головке 7 от привода 11 только при рабочем ходе. На корпусе подшипникового узла 25 закреплен веду1ф1й диск 27, имекиций на периферии собачку 28, смонтированную на оси 29, которая пружиной 30 прижимается к ведомрго диска 31, выполненного в виде храпового коле20
30
35
40
са.
Пружина 30 закреплена в отверстии щайбы 32. Ведомый диск 31 установлен на ведомом валу 26 и имеет впадину 33 для взаимодействия с собачкой 28.
Механизм управления перемещением делительно-укладочной машины 6 содержит герметизированные магнитоуп- равляемые контакты 34 и 35, установ31
ленные на трубках 36 и закрепленные с возможностью перемещения в стойках 37 и служащие для отключения привода 11 при перемещении делитель- но-укладочной машины 6 в крайних положениях с помощью постоянного магнита 38, закрепленного на корпусе делительно-укладочной машины 6 и воздействующего своим магнитным полем на герметизированные магнитоуп- равляемые контакты 34 и 35.
На опоре с рельсами 21 установлены путевые выключатели 39 и 40, а на корпусе делительно-укладочной машины 6 - нажимные планки 41 для ава- рийного отключения в случае несрабатывания герметизированных магнито- управляемых контактов 34 и 35. Ус- тановка дополнительно имеет копир- ные рычаги сигнализации перемещения конвейера расстойно-печного агрегата 42 на очередной шаг люлек 43.
Справа на звездочке 44 закреплены пальцы 45, которые расположены так, что каждую люльку 43 сопровождает очередной палец 45 и приподнимает копирный рычаг шаг конвейера 46 при подходе люльки 43 на позицию укладки. Копирный рычаг шага конвейера 46 осью 47 соединен с флажком 48, на конце которого закреплен постоянный магнит 49, воздействующий на герметизированный магнитоуправ- ляемый контакт 50 при повороте ко- пирного рычага шага конвейера 46 и флажка 48 при перемещении люлек 43 конвейера расстойно-печного агрегата 42.
Слева на раме расстойно-печного агрегата 42 закреплен лист 51, на котором на оси 52 установлен копирный рычаг наличия люльки 53, опирающийся непосредственно на втулку 54 очередной люльки 43 на позиции укладки. Копирный рычаг наличия люлЬки 53 осью 52 соединен с флажком 55, на конец которого закреплен постоянный магнит 56, своим магнитным полем воздействующий на герметизированный магнитоуправляемый кон- Ьгакт 57.
На листе 51 жестко закреплен ограничительный пруток 58 для ограничения провисания копирного рычага наличия лкотьки 53 в случае отсут- ствия люльки 43 на очередной позиции укладки.
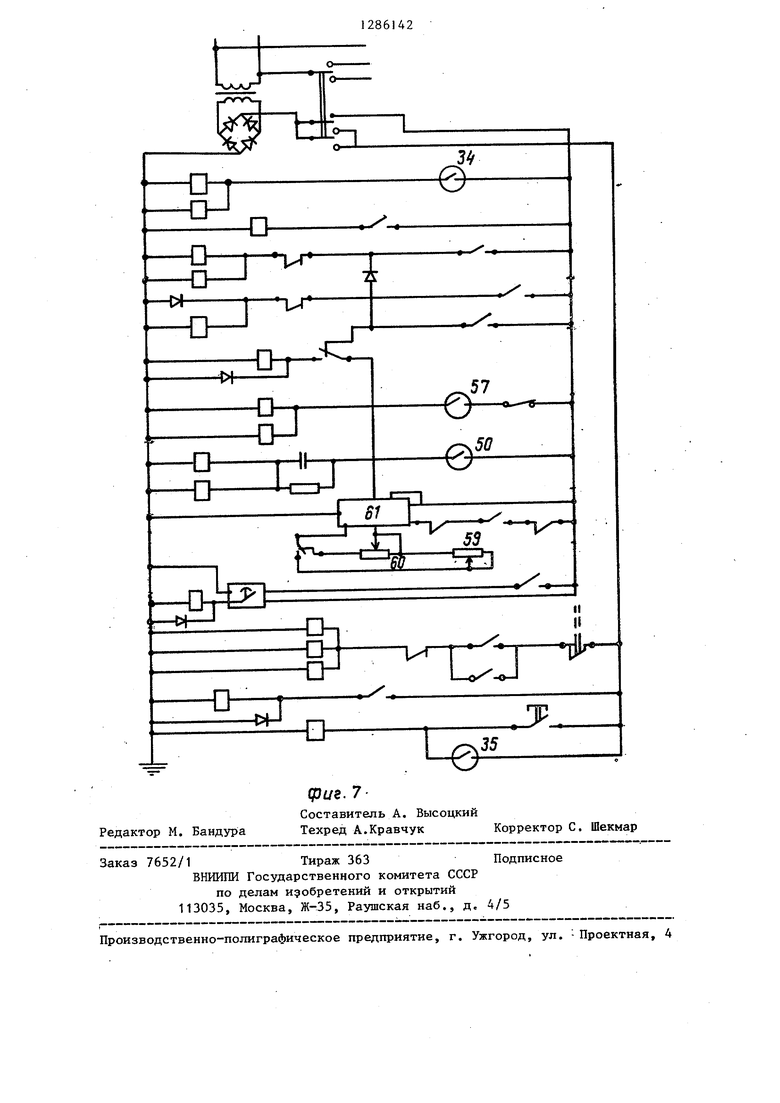
Технологический процесс регулируется ручным и автоматическим уп
24
равлением по электронной схеме (фиг. 7).
Схема управления приводами перемещения делительно-укладочной машины 6, вращения делительной головки 7, шнека 3 и конвейера расстойно-печ- ного агрегата 42 содержит регулируемые резисторы 59 и 60, позволяющие использовать электронное реле времени 61 в двух режимах: наличие люльки и отсутствие люльки.
Работа установки для деления и укладки теста в формы люлек расстойно- печного агрегата осуществляется следующим образом.
При рабочем ходе вправо включаются привод 11 делительно-укладочной машины 6 и привод 4 шнека 3. Тесто из бункера 1 перемещается в патрубок 5, ведущий диск 27 вращается, собачка 28 вначале скользит по наружной поверхности ведомого диска 31, а затем входит во впадину 33 ведомого диска 31, за это время шнек 3 успевает создать напор теста и мерный карман 8 и первый кусок теста получается нормальной плотности.
После вхождения собачки 28 во впадину 33 ведомого диска 31 начинается вращение делительной головки 7, . и тесто выталкивается поршнем 9 в формы 10. При каждом повороте дели-, тельной головки 7 на 180 выдается одна т.естовая заготовка.
Тестоделительная и укладочная машина 6 перемещается до заполнения последней формы 10 люльки 43, затем в конце перемещения постоянный магнит 39 воздействует на герметизиро- ванньй магнитоуправляемый контакт 34 и отключает привод 11 тестодели- тельной и укладочной машины 6 и привод 4 шнека 3, автоматически включается привод конвейера расстойно-печного агрегата 42 и происходит его перемещение на следующий шак люлек 43, через 1 с автоматически включается привод 11 укладочной машины 6 на реверс и происходит ее перемещение влево. Привод 4 шнека 3 не включен, происходит холостой ход,при вращении ведущего диска 27 в обратном направлении собачка 28 выходит из впадины 33 и скользит по наружной поверхности неподвижного ведомого диска 31, , при этом делительная головка 7 не вра- вращается.
При подходе в крайнее левое положение постоянный магнит 38 воздейст51
вует на герметизированный магнитоуп- равЛяемый контакт 36 и производит отключение привода 11, делительно- укладочная машина 6 по инерции прокатывается некоторое расстояние, при при этом собачка 28 занимает положение под углом относительно впадины 33, но не свьше 360°. Между тем конвейер расстойно-печного агрегата 42 перемещает очередную люльку 43 на позицию укладки, за это время происходит первоначальное опускание ко- пирных рычагов шага конвейера 46 и наличия люльки 53 и отход постоянных магнитов 49 и 56 из зоны воздействия на герметизированные магнитоулравляемые контакты 50 и 57 и последующий повторный поворот ко- пирных рычагов 46 и 53 и флажков 48 и 55 с постоянными магнитами, кото- рые воздействуют на герметизированные управляемые контакты 50 и 57, после чего привод конвейера расстойно-печного агрегата 42 останавливается на позиции укладки очередной люльки 43.
Через промежуток времени, определяемый настройкой электронного конденсаторного реле времени 61с помощью регулируемого резистора 59, происходит повторное включение дели- тельно-укладочной машины на перемещение вправо и цикл повторяется .
В случае отсутствия люльки 43 на очередной позиции конвейера расстой- но-печного агрегата 42 герметизированные магнитоуправляемые контакты 57 остаются незамкнутыми.
Копирный рычаг 46 шага конвейера постоянным магнитом 49 замкнет контакт герметизированного магнито- управляемого контакта 50 и конвейер расстойно-печного агрегата остановится. После срабатьшания электронного конденсаторного реле времени 61, время которого определяется величиной резистора 60, конвейер расстойно-печного агрегата 42 начинает перемещение на следующий щаг. Для сохранения технологического ре- жима выпечки хлеба резисторы 59 и 60 необходимо отрегулировать так, чтобы время цикла перемещения конвейера с люлькой и без люльки было
равным. ,
Работа схемы установки без люльки будет повторяться автоматически цикл за циклом, пока не появляется люлька, после чего замкнется
42 6
герметизированный магнитоуправляе- мый контакт 57 и будет подготовлена цепь для работы делительно-укладоч- ной машины 6.
Таким образом, при периодических отсутствиях люлек 43 общий цикл выпечки не нарушается.
В крайних положениях укладчика предусмотрены аварийные концевые включатели 39 и 40 во избежание схода с рельсов тестоделительной и укладочной машины, если автоматическая работа будет нарушена.
Использование предлагаемой упрощенной конструкции установки позволяет обеспечить синхронизацию перемещения тестоделительной и укладочной машины и вращения делительной головки от одного привода, более равномерную подачу и точнз о укладку тестовых заготовок и повысить качество хлеба.
Формула изобретения
1.Расстойно-печной агрегат, включакяций конвейер с люльками, раму конвейера, делительно-укладочную машину, установленную над конвейером с люльками с возможностью перемещения и содержащую бункер, шнек, делительную головку, приводы вращения делительной головки, шнека и перемещения делительно-укладочной машины, механизм синхронизации перемещения машины с вращением делительной головки, блок управления с реле времени
и датчики для управления приводами конвейера и делительно- укладочной машины и размещенные на раме конвейера, отличающийся тем, что, с целью повьш1ения качества продукции, конвейер с люльками снабжен копирными рычагами шага конвейера, наличия люльки и флажками с постоянными магнитами для взаимодействия с датчиками и смонтированными на раме конвейера на одной оси, а на звездочке конвейера закреплены пальцы для взаимодействия с копирными рычагами, при этом реле, времени блока управления снабжено двумя регулируемыми резисторами.
2.Агрегат по п. 1, отличающийся тем, что, с целью упрощения агрегата, механизм синхронизации содержит ведущий и ведомый валы, звездочку, ведущий диск, вьшолненный
712861428
заодно со звездочкой, и ведомый диск, а на ведущем диске закреплена собачка представляющий собой храповое колесо, для взаимодействия с ведомым диском.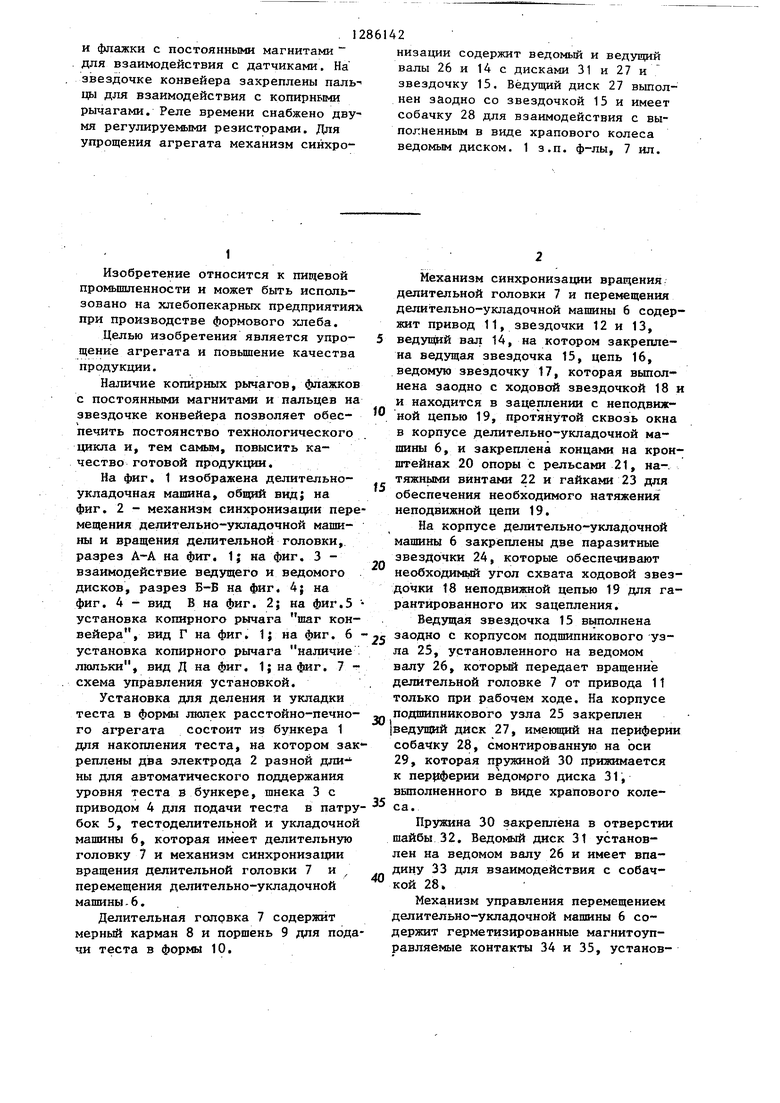
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕСТОДЕЛИТЕЛЬНАЯ УКЛАДОЧНАЯ МАШИНА | 1997 |
|
RU2127058C1 |
| Устройство для деления теста и укладки его в формы люлек расстойного конвейера | 1981 |
|
SU1090314A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для укладки тестовых заготовок в формы люлек расстойного конвейера | 1975 |
|
SU578042A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |
| Устройство для деления теста и загрузки его в формы люльки расстойно-печного агрегата | 1980 |
|
SU925284A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Устройство для деления и укладки тестовых заготовок в люльки расстойного конвейера | 1986 |
|
SU1433450A1 |
| Способ стабилизации массы хлебобулочных изделий | 1986 |
|
SU1405763A1 |
Изобретение относится к пищевой промьшшенности и направлено на упрощение агрегата и повьшение качества продукции при производстве формового хлеба на хлебопекарных предприятиях. Конвейер с люльками ; закреплен на раме. Над ними с возможностью перемещения установлена делительно-укладочная машина (ДУМ) с бункерок, шнеком 3 и делительной головкой (ДГ) 7. Агрегат содержит приводы вращения ДГ 7, шнека 3 и перемещения ДУМ и конвейера, блок управления с реле времени, датчики для управления приводами конвейера и ДУМ, механизм синхронизаюш пере мещения ДУМ с вращением ДГ 7, Для стабильности технологического процесса и качественного выпуска продукции на раме конвейера смонтированы на одной оси копирные рычаги шага конвейера и наличия люлек (Л фиг. 2
37
3 2f д,,., 18 242 . 2
27
S- В
31
W
23
Фие,3
Вид В
27
JJ
.
Вид Г
/Л
ЛИ
«7
50
фиб.5
57
ВидД
Сриг. 6
-О
O O
(риг. 7
Составитель A. Высоцкий Редактор М. Бандура Техред А.Кравчук Корректор С. Шекмар
. .Заказ 7652/1Тираж 363Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. - Проектная, 4
| Устройство для укладки кусков теста в формы | 1961 |
|
SU145866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для укладки тестовых заготовок в формы люлек расстойного конвейера | 1975 |
|
SU578042A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
