Изобретение относится к пищевой промышленности, в частности к хлебопекарной, и может быть использовано на хлебозаводах для посадки тестовых заготовок в люльки конвейера расстойного шкафа.
Цель изобретения - повышение производительности и точности укладки тестовых заготовок.
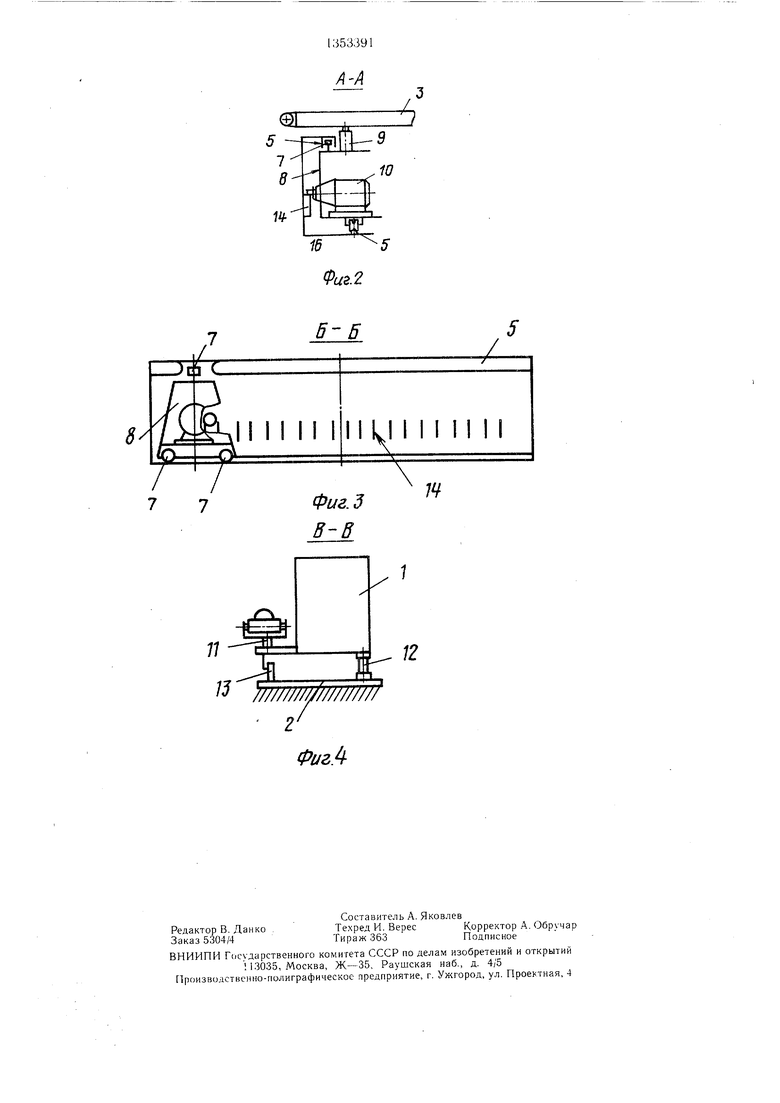
На фиг. 1 изображено предлагаемое устройство, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа содержит загрузочное приспособление 1 со станиной 2, передаточный транспортер 3, смонтированный с возможностью углового переменления относительно загрузочного приспособления 1, раму 4 с продольными направляющими 5, которые параллельны люльке 6 конвейера расстойного шкафа. В направляющих 5 с помощью роликов 7 установлена каретка 8, соединенная вертикальным шарниром 9 с одним концом передаточного транспортера 3, на которой установлен привод 10. Другой конец передаточного транспортера 3 с помощью вертикального шарнира 11 соединен с загрузочным приспособлением 1, установленным на станине 2 с возможностью поворота вокруг шарнира 12 и опирающимся на станину 2 катками 13. Загрузочное приспособление 1 и передаточный транспортер 3 соединены с возможностью подачи тестовых заготовок на передаточный транспортер 3 над шарниром 11.
На раме 4 установлен ряд параллельных друг другу поперечных направляющих 14, торцы которых размещены в одной плоскости с осью вращения привода 10 и шаг между которыми пропорционален расстоянию между центрами карманов люльки 6. На противоположных концах рамы 4 установлены концевые переключатели 15 для реверсирования вращения привода 10 при их взаимодействии с кареткой 8 в крайних ее положениях.
На валу привода 10 закреплена планка 16, на концах которой симметрично оси вала привода 10 установлены ролики 17, оси которых параллельны оси вала привода 10. Расстояние между осями роликов 17 соответствует шагу поперечных направляющих 14. Каретка 8 установлена в продольных направляющих 5 с возможностью поочередного взаимодействия роликов 17 с поперечными направляющими 14 при вращении привода 10.
Устройство работает следующим образом.
При включении линии одновременно включается передаточный транспортер 3, люлька 6 конвейера расстойного шкафа находится на позиции загрузки, а каретка 8
расположена в одном из крайних положений. При этом планка 16 параллельна плоскости торцов поперечных направляющих 14, а ее ролики 17 находятся в соответствующих
поперечных направляющих 14. После включения загрузочного приспособления 1 тестовые заготовки падают на ленту передаточного транспортера 3 с равным интервалом между очередными тестовыми заготовками и интервалом, равным времени перемещения
каретки 8 с позиции на позицию. Отключение загрузочного приспособления 1 происходит после выдачи числа тестовых заготовок по числу карманов в люльке 6. В расчетный момент времени схода первой тестовой заготовк с конца передаточного транспортера 3 включается привод 10 механизма цикличного возвратно-поступательного перемещения каретки 8, планка 16 начинает вращаться вокруг оси, а один из роликов 17, перемещаясь в поперечных
направляющих 14 в прямом и обратном направлении, придает каретке 8 поступательное перемещение в продольных направляющих 5. Когда планка 16 займет положение, параллельное плоскости торцов поперечных направляющих 14, оба ее ролика 17 одновременно взаимодействуют с соответствующими поперечными направляющими 14, и каретка 8 останавливается. В момент остановки каретки 8 тестовая заготовка сходит с конца передаточного транспортера 3
и попадает з карман люльки 6.
При перемещении каретки 8 в продольных направляющих 5 конец передаточного транспортера 3, связанный с ней посредством шарнира 9, перемещается вдоль люльки 6, а другой его конец, связанный
шарниром 11 с консольной частью загрузочного приспособления 1, перемец ает последнюю по радиальной траектории относительно шарнира 12. В результате этого при любой ориентации передаточного транспортера 3 на всех позициях загрузки
тестовые заготовки будут подаваться на передаточный транспортер 3 в одно и то же место - напротив шарнира 11, в результате чего все тестовые заготовки будут проходить одинаковый путь по передаточному транспортеру 3, и каждая из них будет сходить с транспортера 3 через равный интервал времени. Планка 16, продолжая вращаться, своим вторым роликом 17, как и в предыдущем цикле, взаимодействует с очередными поперечными
направляющими 14 и перемещает каретку 8 на следующую позицию загрузки. Таким образом, за один оборот планки 6 происходит загрузка двух карманов люльки 6.
При подходе каретки 8 в крайнее по- ложение,соответствуюш,ее последней позиции
загрузки кар.мана люльки 6, каретка 8 взаимодействует с концевы.ми переключателями 15, в результате чего привод 10 отключается. Установка концевых переклю
чателей 15 на раме 4 производится в таком месте, что при их взаимодействии с кареткой 8 после отключения пр.ивода 10 последняя с учетом ее инерционных сил останавливается так, что планка 16 с роликами 17 занимает положение, параллельное плоскости торцов поперечных направляющих 14. После загрузки последнего кармана люльки 6 включается привод конвейера расстойного шкафа и на позицию загрузки подается очередная люлька 6, для загрузки которой включается загрузочное приспособление 1. Минимальный интервал времени между каждыми последующими включениями загрузочного приспособления 1 должен быть не менее интервала времени перемещения конвейера расстойного щкафа на щаг загружаемых люлек 6. Загрузка очередной люльки происходит при перемещении каретки 8 в обратном направлении. При этом работа механизмов устройства происходит как при загрузке первой люльки 6.
В результате обеспечения постоянного интервала .времени появления тестовых заготовок на конце передаточного транспортера сокращается продолжительность стоянки каретки на всех позициях загрузки. Сокращение продолжительности стоянки достигается за счет исключения необходимости дополнительного времени стоянки, вызванной временной задержкой появления тестовых заготовок на конце передаточного транспортера. Это в свою очередь сокращает продолжительность цикла загрузки люльки и, как следствие, повыщает производительность устройства при сохранении точности укладки.
Выполнение механизма циклического возвратно-поступательного перемещения в виде ряда поперечных направляющих 14, параллельно закрепленных на раме 4 с щагом, пропорциональным расстоянию между центрами карманов люльки 6, торцы которых со стороны привода 10, закрепленного на каретке 8, расположены в одной плоскости с осью его вращения и планки 16, закрепленной на валу привода 10 с симметрично расположенными на параллельных осях относительно вала привода роликами 17, установленными с возможностью их взаимодействия с поперечными направляющими 14, при вращении привода 10 обеспечивает цикличное возвратно-поступательное перемещение каретки и ее фиксированную остановку на каждой позиции загрузки.
Изменение скорости перемещения каретки 8 и связанного с ней конца передаточного транспортера 3 происходит по синусоидальному закону. При таком изменении
скорости перемещения каретки 8 в каждом цикле загрузки очередного кармана люльки 6 конец передаточного транспортера 3 в течение половины пpoдOv житeльнocти цикла будет спозиционирован напротив загружаемого кармана люльки 6 в пределах поля допуска его отклонения от центра кармана, когда обеспечивается гарантированное попадание тестовой заготовки в карман люльки, а за остальную половину
0 продолжительности цикла происходит его перемещение с позиции на позицию. Этим обеспечивается повышение точности укладки. Изобретение позволяет повысить производительность и точность укладки тестовых
заготовок в карманы люлек конвейера расстойного щкафа, а также повышает надежность работы устройства в целом за счет низких динамических нагрузок в элементах механизма цикличного возвратно-поступательного перемещения при синусоидальном
0 законе изменения скорости каретки.
Формула изобретения
5
5
Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа, содержащее загрузочное приспособление со станиной, передаточный транспортер, смонтированный с возможностью углового перемещения относительно загрузочного приспособления, раму с парал лельными люльке конвейера расстойного щкафа продольными направляющими, в которых размещена каретка, шарнирно соединенная с одним концом передаточного транспортера и связанная механизмом цикличного возвратно-поступательного перемещения с приводом, отличающееся тем, что, с целью повышения производительности и точности укладки тестовых заготовок, загрузочное приспособление шарнирно установлено на станине, другой конец передаточного транспортера шарнирно закреплен
0 на загрузочном приспособлении с возможностью подачи тестовых заготовок на передаточный транспортер над шарнирным креплением,механизм цикличного возвратно- поступательного перемещения выполнен в виде ряда поперечных направляющих, па5 раллельно закрепленных на раме с тагом, пропорциональным расстоянию между центрами карманов люльки, привод установлен на каретке, при этом на его валу закреплена планка с роликами на концах, причем оси роликов расположены симмет0 рично и параллельно оси вращения привода с возможностью поочередного взаимодействия роликов с поперечными направляющими.
/I А
8
П
16 5 Фиг.2
б-В
II I I И I
//7////////////////// 2
Фиг.
/
liLI I I I и и
14
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки тестовых заготовок в карманы люлек конвейера расстойного шкафа | 1989 |
|
SU1655427A1 |
| Устройство для укладки тестовых заготовок в люльки конвейера расстойного шкафа | 1975 |
|
SU676254A1 |
| Расстойный агрегат для продольно ориентированных тестовых заготовок | 1985 |
|
SU1391564A1 |
| Устройство для загрузки тестовых заготовок в люльки расстойного конвейера | 1984 |
|
SU1316619A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Установка для деления теста и загрузки его в формы люльки расстойнопечного агрегата | 1976 |
|
SU606569A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Устройство для деления теста и укладки его в формы люлек расстойного конвейера | 1981 |
|
SU1090314A1 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |
| Устройство для деления теста и загрузки его в формы люльки расстойно-печного агрегата | 1980 |
|
SU925284A1 |
Изобретение относится к пищевой промышленности, в частности к хлебопекарной, и может быть использовано на хлебозаводах для посадки тестовых заготовок в люльки конвейера расстойного шкафа. Целью является повышение производительности и точности укладки тестовых заготовок. В устройстве загрузочное приспособление 1 шарнирно установлено на станине 2, а конец передаточного транспортера 3 соединен с загрузочным приспособлением 1 шарнирным креплением. Механизм цикличного возвратно-поступательного перемещения выполнен в виде ряда поперечных направляющих 14 и планки 16, смонтированной на валу привода 10, на концах которой расположены ролики 17, установленные с возможностью их поочередного взаимодействия с поперечными направляющими 14. 4 ил. (Л 00 01 со со со
| Устройство для укладки тестовых заготовок в люльки конвейера расстойного шкафа | 1975 |
|
SU676254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
