Изобретение относится к обработке давлением листового материала с помощью валков специальной формы и предназначено для использования преимущественно в черной металлургии, а также в транспортном, тракторном и сельскохозяйственном машиностроении.
Цель изобретения - повышение качества профилей за счет уменьшения пружине- ния элементов профиля.
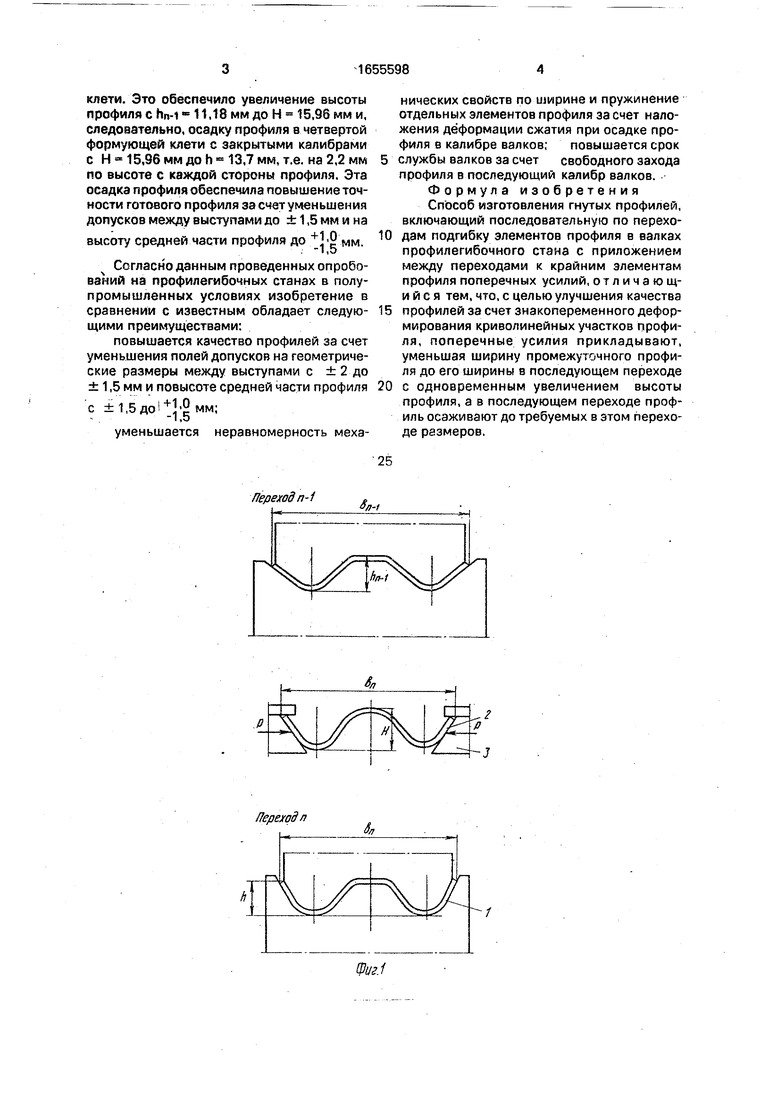
На фиг.1 показана схема формовки специального гнутого профиля; на фиг.2 - схема формовки трубной заготовки.
При изготовлении профилей 1 путем последовательной подгибки элементов профиля по переходам к крайним элементам профиля 2 прикладывают поперечное сжимающее усилие Р со стороны вертикальных роликов 3, уменьшая ширину промежуточной заготовки bn-i до ширины Ьп. Одновременно с уменьшением ширины промежуточной заготовки увеличивается ее высота hn-i до Н, которая в последующем технологическом переходе осаживается до высоты h. Одновременно с этим кривизна отдельных участков промежуточной заготовки уменьшается до кривизны, обусловленной геометрией и размерами калибра в последующем переходе.
Так, например, при изготовлении спецпрофиля 65x21x4 мм из стали ст.З между третьей и четвертой формующими горизонтальными клетями с помощью вертикальных роликов к промежуточной форме профиля к крайним элементам приложены поперечные сжимающие усилия, обеспечивающие уменьшение ширины промежуточного профиля с bn-i 91,38 мм в третьей формующей клети до Ьп 86,32 мм, соответствующей ширине профиля в четвертой формующей
сл ел сл о оо
клети. Это обеспечило увеличение высоты профиля с hn-1ш 11,18 мм до Н 15,96 мм и, следовательно, осадку профиля в четвертой формующей клети с закрытыми калибрами с Н « 15,96 мм до h 13,7 мм, т.е. на 2,2 мм по высоте с каждой стороны профиля. Эта осадка профиля обеспечила повышение точности готового профиля за счет уменьшения допусков между выступами до ± 1,5 мм и на
высоту средней части профиля до мм
. 1,О
Согласно данным проведенных опробований на профилегибочных станах в полупромышленных условиях изобретение в сравнении с известным обладает следующими преимуществами:
повышается качество профилей за счет уменьшения полей допусков на геометрические размеры между выступами с ± 2 до ± 1,5 мм и повысоте средней части профиля
с ±1,5до1+1 2 мм;
I Э
уменьшается неравномерность механических свойств по ширине и пружинение отдельных элементов профиля за счет наложения деформации сжатия при осадке профиля в калибре валков; повышается срок
службы валков за счет свободного захода профиля в последующий калибр валков. Формула изобретения Способ изготовления гнутых профилей, включающий последовательную по переходам подгибку элементов профиля в валках профилегибочного стана с приложением между переходами к крайним элементам профиля поперечных усилий, отличающийся тем, что, с целью улучшения качества
профилей за счет знакопеременного деформирования криволинейных участков профиля, поперечные усилия прикладывают, уменьшая ширину промежуточного профиля до его ширины в последующем переходе
с одновременным увеличением высоты профиля, а в последующем переходе профиль осаживают до требуемых в этом переходе размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ производства замкнутых трубчатых профилей | 1983 |
|
SU1143487A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ШВЕЛЛЕРОВ | 2007 |
|
RU2362642C1 |

Изобретение относится к обработке металлов давлением в валках специальной формы и предназначено для использования преимущественно в черной металлургии, а также транспортном, тракторном и сельскохозяйсгвенном машиностроении. Цель изобретения - повышение качества профилей за счет знакопеременного деформирования криволинейных участков профиля. При изготовлении профилей путем последовательной подгибки элементов профиля по переходам к крайним элементам профиля прикладывают поперечное сжимающее усилие со стороны вертикальных роликов, уменьшая ширину промежуточчой заготовки при увеличении ее высоты. В последующем переходе промежуточная заготовка осаживается с уменьшением кривизны отдельных участков профиля до заданной калибровкой валков этого перехода. Способ позволяет повысить срок службы валков за счет свободного захода профиля в последующий калибр валков. 2 ил.
Переход п-1
Переходп
| Способ изготовления гнутых профилией | 1974 |
|
SU511991A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
