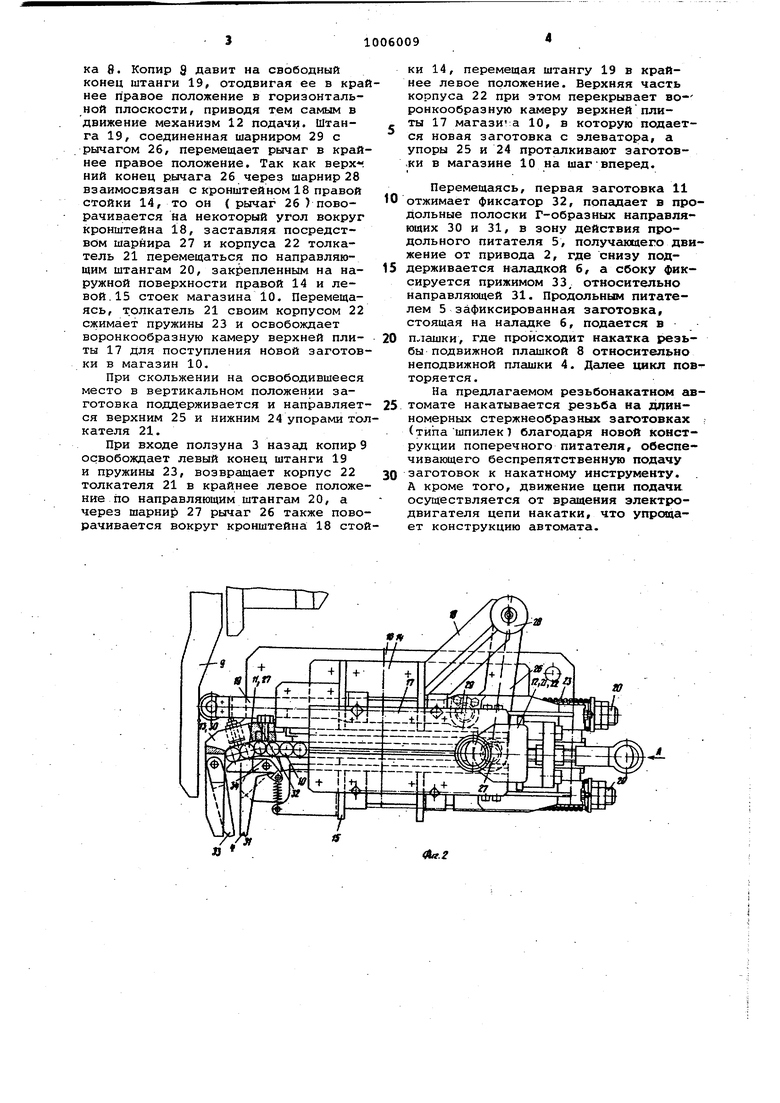
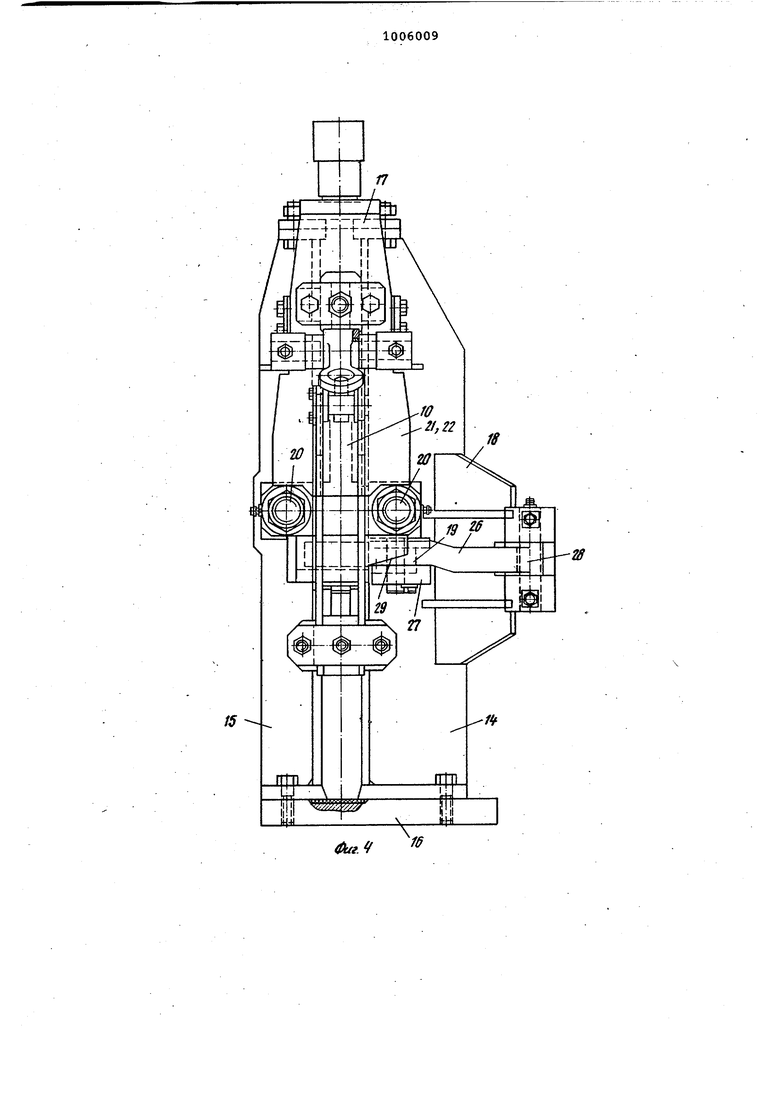
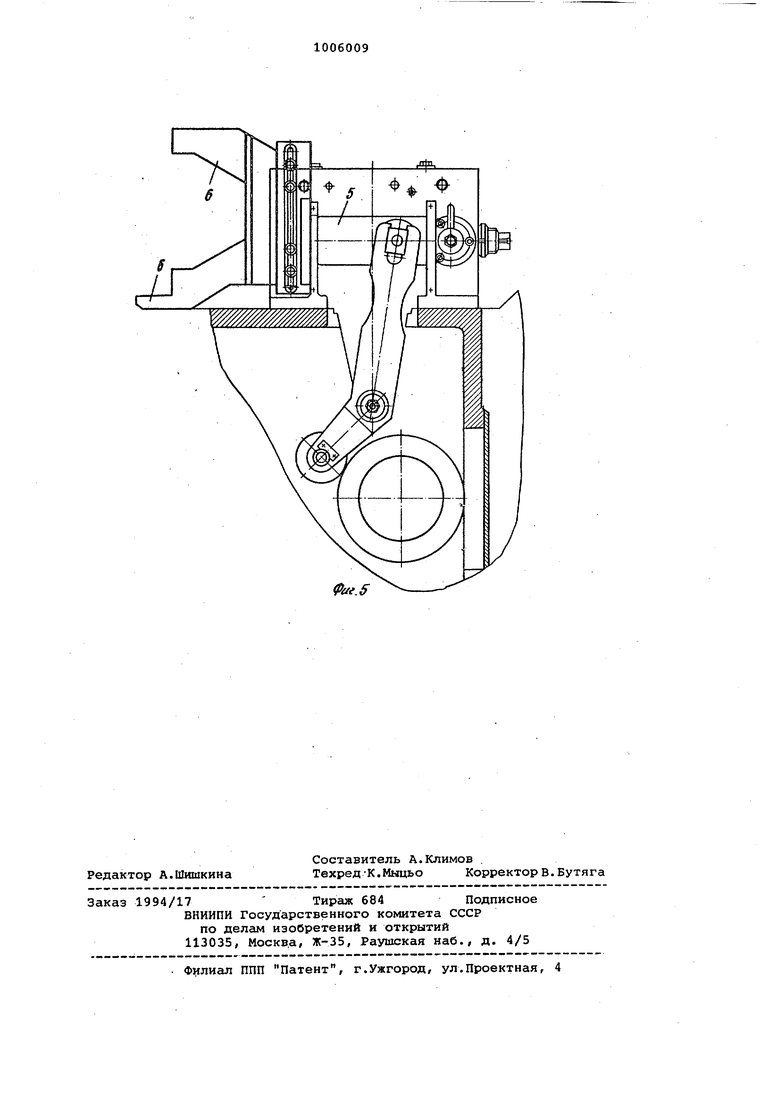
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания плашками резьб на длинномерных заготовках типа шпилек. Известен станок для накатывания резьб, содержащий станину и расположенные на ней накатные головки с роликами привода, механизм згшима заготовки, механизм раскрытия накат ных роликов, тормозные механизмы, а также механизм подачи заготовок в зону накатывания l. Однако конструкция этого станка и всех его механизмов предназначена для накатывания резьб на деталях ти па ниппелей отопительных радиаторов и не может использоваться для накатывания резьбы на стержнеобразных заготовках длиной более 0,5 м. Наиболее близким техническим решением к изобретению является резьбонакатный автомат, -содержащий смон тированные в станине неподвижную плашку, ползун с подвижной плашкой, .привод ползуна и механизм подачи заготовок в виде установленных с возможностью взаимодействия продоль ного и поперечного питателей с направляющими 12 . В данном автомате конструкция ме ханизмов цепи подачи заготовок в накатньзе плашки рассчитана только на заготовки, имеющие головки и заплечики, за которые они захватывают ся с цецного бункера и поддерживают ся при перемещении по линейкам бунк ра и пигателя в вертикальном положе нии. Целью изобретения является расши рение технологических возможностей путем накатывания резьбы на длинномерных заготовках. Поставленная цель достигается те что резьбонакатной автомат, содержа щий смонтированные в станине неподвижную плашку, ползун с подвижной плашкой, привод ползуна и механизм подачи заготовок в виде установленных с возможностью взаимодействия продольного и поперечного питателей с направляющими, снабжен дополнител ным механизмом подачи с подпружине ным толкателем, копиром, закрепленным на ползуне с возможностью взаим действия с поперечным питателем, в котором выполнен магазин заготовок, и механизмом фиксации и поддержки заготовки, размещенным в продольном питателе . На фиг. 1 изображен резьбонакатной автомат, общий вид в плане, на фиг. 2 - питатель, вид в плане/ фиг. 3 - вид А на фиг. 2; на фиг. 4 питатель. вид сбоку; на фиг. 5 - наладка на продолвном питателе. Резьбонакатной автомат содержит станину 1, на которой закреплены привод 2 ползуна 3, неподвижная плашка 4, продольный питатель 5. с наладкой б, поперечный питатель 7„ К ползуну 3 крепится верхняя подвижная плашка 8 и копир 9, Поперечный питатель 7 содержит магазин 10 для длинномерных стержнеобразных заготовок 11, находящихся в вертикальном положении, механизм 12 подачи заготовок и механизм 13 фиксирования заготовок при подаче в плашки : 4 и 8. Магазин 10 заготовок образован внутренними поверхностями сварных конструкций правой 14 и левой 15 стоек, которые снизу соединены плитой 16, служащей основанием для перемещения заготовок 11, а сверху плитой 17 с воронкообразной камерой для приема заготовок с загрузочного элеватора не показан). На правой стойке 14 с наружной стороны выполнен кронштейн 18 под углом к горизонтальной оси стойки, а в отверстия бобышек, выполненных также в стойке 14, вставлена штанга 19, которая имеет возможность возвратно-поступательного перемещения в горизонтальной плоскости. Кроме того, с наружной стороны стоек 14 и 15 смонтированы направляющие штанги 2р. Дополнительный механизм 12 подачи заготовок состоит из толкателя 21, з орпус 22 которого надет на направляющие штанги 20 и подпружинен пружинами 23. В пазах корпуса 22 расположены нижний 24 и верхний 25 упоры. К корпусу 22 закреплен рычаг 26 шарниром 27. Другим шарниром 28 рычаг взаимосвязи с кронштейном 18 правой стойки 14, а третьим шарниром 29 рычаг 26 закреплен с правым концом штанги 19. С левой стороны магазина 10 к внутренней поверхности стоек 14 и 15 встык закреплен механизм 13 фиксирования в вертикальном положении заготовок при подаче их в плашки. Механизм 13 фиксирования содержит Г-образные направляющие 30 и 31, фиксатор 32 и прижимы 33 и 34. Резьбонакатной автомат работает следуюишм образом. С загрузочного элеватора (не показан ) в наладочном режиме через воронкообразную камеру верхней плиты 17 производится заправка заготовками 11 агазина 10. После заполнения магазина 10 первая заготовка удерживается фиксатором 32, а последняя заготовка находится в воронкообразной, камере верхней плиты 17. Автомат переключается на автоматический ре-, им. Приводом 2 приводится в движение вперед ползун 3, на котором закреплен копир 9 и.подвижная плашка 8. Копир Э давит на свободный конец штанги 19, отодвигая ее в крайнее правое положение в горизонтальной плоскости, приводя тем самым в движение механизм 12 подачи. Штанга 19, соединенная шарниром 29 с рычагом 26, перемещает рычаг в крайнее правое положение. Так как верх-. НИИ конец рычага 26 через шарнир 28 взаимосвязан с кронштейном 18 правой стойки 14, то он ( рычаг 26 ) поворачивается на некоторый угол вокруг кронштейна 18, заставляя посредством шарнира 27 и корпуса 22 толкатель 21 перемещаться по направляющим штангам 20, зак)епленным на наружной поверхности правой 14 и левой. 15 стоек магазина 10. Перемещаясь, т.олкатель 21 своим корпусом 22 сжимает пружины 23 и освобождает воронкообразную камеру верхней плиты 17 для поступления новой заготовки в магазин 10,
При скольжении на освободившееся место в вертикальном положении заготовка поддерживается и направляется верхним 25 и нижним 24 упорами толкателя 21.
При входе ползуна 3 назад копир 9 освобождает левый конец штанги 19 и пружины 23, возвращает корпус 22 толкателя 21 в крайнее левое положение iio направляющим штангам 20, а через шарнир 27 рычаг 26 также поворачивается вокруг кронштейна 18 стойки 14, перемещая штангу 19 в крайнее левое положение. Верхняя часть корпуса 22 при этом перекрывает воронкообразную Кс1меру верхней плиты 17 магазиа 10, в которую подается новая заготовка с элеватора, а упоры 25 и 24 проталкивают заготов.ки в магазине 10 на шаг вперед.
Перемещаясь, первая заготовка 11
отжимает фиксатор 32, попадает в продольные полоски Г-образных направляющих 30 и 31, в зону действия продольного питателя 5, получающего движение от привода 2, где снизу поддерживается наладкой б, а сбоку фиксируется прижимом 33, относительно направлякяцей 31. Продольным питателем 5 зафиксированная заготовка, стоящая на наладке б, подается в
плашки, где происходит накатка резьбы подвижной плашкой 8 относительно неподвижной плашки 4. Далее цикл повторяется.
На предлагаемом резьбонакатном автомате накатывается резьба на длинномерных стержнеобразных заготовках (типашпилек 7 благодаря новой конструкции поперечного питателя, обеспечивающего беспрепятственную подачу
заготовок к накатному инструменту. А кроме того, движение цепи подачи. осуществляется от вращения электродвигателя цепи накатки, что упрснцает конструкцию автомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Автоматический резьбонакатный станок | 1979 |
|
SU871944A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Станок-автомат для накатывания резьбы | 1986 |
|
SU1454559A1 |

РЕЗЬБОНАКАТНРЙ АВТОМАТ, содержащий смонтированные в станине неподвижную плашку, ползун с подвижной плашкой, привод ползуна и механизм подачи заготовок в виде установленных с возможностью взаимодействия продольного и поперечного .питателей с направляющими, о т л и ч а ю ц и й с я тем, что, с целью расширения технологических возможностей путем накатывания резьбы на длинномерных заготовках, он снабжен дрполнитель-. ным механизмом подачи с подпружиненным толкателем, копиром, закрепленным на ползуне с возможностью взаимодействия с поперечным питателем, в котором выполнен магазин заготовок, и механизмом фиксации и поддержки заготовки, размещенным в продольном питателе. Q о: О О СО
го
Ла.г
-w
