Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации накатывания резьб на полых деталях.
Цель изобретения - повышение производительности накатывания резьб на полых деталях.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид на поверхность планшайбы; на фиг. 3 - загрузочный механизм; на фиг. 4 - схема работы загрузочного механизма.
Устройство состоит (фиг. 1 и 2) из станины 1 со стойками 2, служащими опорой для общего рабочего вала 3 привода (не показан). На рабочем валу 3 жестко закреплена планшайба 4, на которой с рабочего ее торца расположены по окружности несколько вращающихся резьбонакатных роликов 5, установленных на валах 6. Концы валов 6 выходят за пределы поверхности торца планшайбы и снабжены жестко закрепленными шестернями 7, зубья которых находятся в постоянном зацеплении с центральным зубчатым колесом 8, неподвижно закрепленным на стойке 2 станины. С торца рабочей стороны планшайбы 4 на стойке 2 закреплен резьбонакатный сектор 9. Вокруг каждого резьбонакатного ролика 5 на планшайбе 4 закреплены трубчатые полукольца 10 с соплами 11, связанные с отверстиями 12 на периферии планшайбы 4. В месте съема деталей установлено совмещаемое с отверстием 12 сопло 13, сообщенное с пневмосисте- мой и снабженное пружиной 14 и уплотнением 15.
В верхней части планщайбы 4 установлен загрузочный лоток 16 с подпружиненным отсекателем 17, который выполнен в виде качающейся неравноплечей вилки с коротким 18 и длинным 19 плечами и снабжен пружиной 20. Загрузочный лоток 16 имеет также направляющую пластину 21, которая, являясь продолжением наружной стенки лот
ка 16, проходит эквидистантно рабочему торцу планщайбы 4 по направлению траектории перемещения заготовки 22 вплоть до резьбонакатного сектора 9 и служит для фиксации заготовки 22 на роликах 5.
Устройство работает следующим образом. Ориентированные заготовки 22 подают в загрузочный лоток 16, в котором они удерживаются длинным плечом 19 отсекателя 17 и ожидают подхода очередного ролика 5.
При вращении планщайбы 4 очередной ролик 5 подходит к крайней нижней заготовке 22 и захватывает ее. При дальнейщем движении ролик 5 с заготовкой 22 выходит из зоны действия отсекателя 17, который возвращается пружиной 20 в исходное положение для приема следующей заготовки. На всем пути следования ролика 5 с заготовкой 22 от конца лотка 16 до резьбонакатного сектора 9 заготовка удерживается на ролике 5 направляющей пластиной 21. Заготовка 22 попадает в зону действия резьбонакатного сектора 9, который поджимает ее к резьбонакатному ролику 5, накатывая резьбу действующего профиля. Ролик 5 с заготовкой 22, на которой накатана резьба, входит в зону сброса. Отверстие 12 на образующей поверхности планщайбы 1 совмещается с соплом 13 пневмосистемы. Сжатый воздух подается в трубчатое полукольцо 10 с соплами 11 и сбрасывает заготовку 22 в тару.
В устройстве с четырьмя накатными роликами при одном обороте планщайбы обрабатываются три детали.
На одном приводном валу 3 можно установить несколько планшайб 4 и тем самым увеличить полезное использование производственной площади.
Устройство позволяет увеличить производительность накатывания резьб на полых деталях путем совмещения обработки нескольких деталей.
22
Фиг. 2
21
(f}uz.3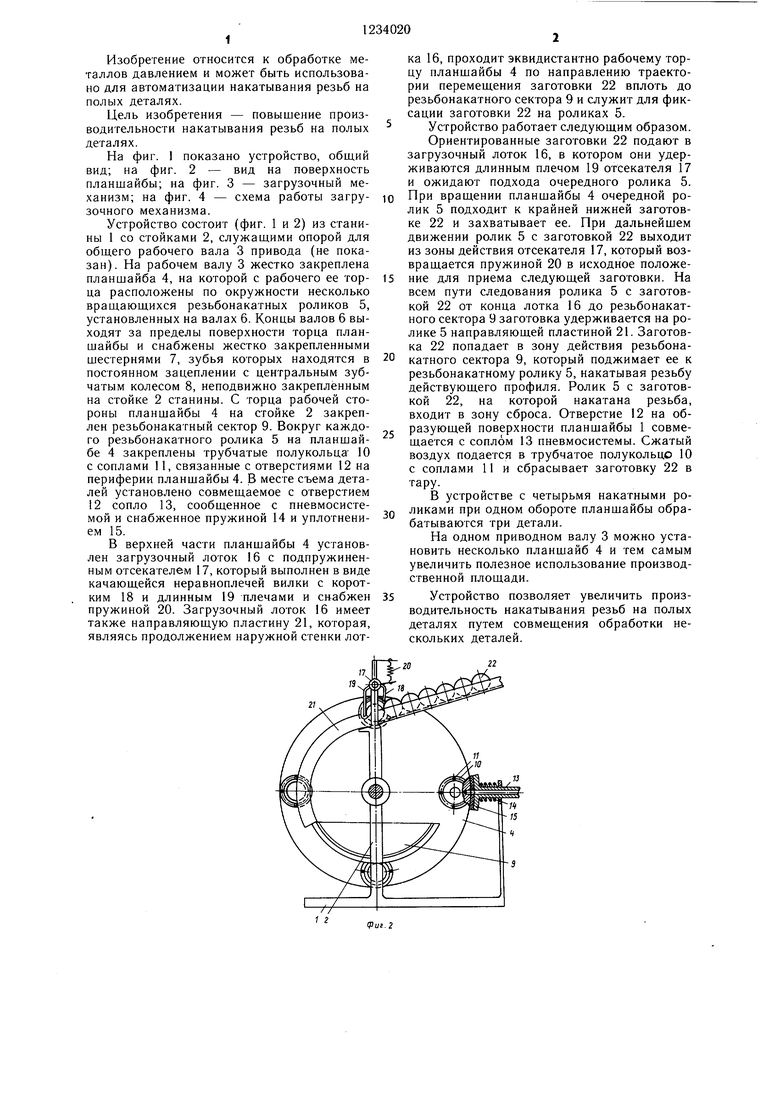
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьб на пустотелых заготовках | 1988 |
|
SU1655638A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Резьбонакатной станок | 1978 |
|
SU740368A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |


Редактор А. Огар Заказ 2679/10
ВНИИПИ Государственного комитета СССР
по делам изобретеиий н открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг.
Составитель Ю. Жарченков
Техред И. ВересКорректор А. Тяско
Тираж 655Подписное
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
