Изобретение относится к сварке, в частности к устройству для сварки продольных кромок обечаек банок.
Цель изобретения повышение качества контактной стыковой сварки продольных кромок обечаек банок.
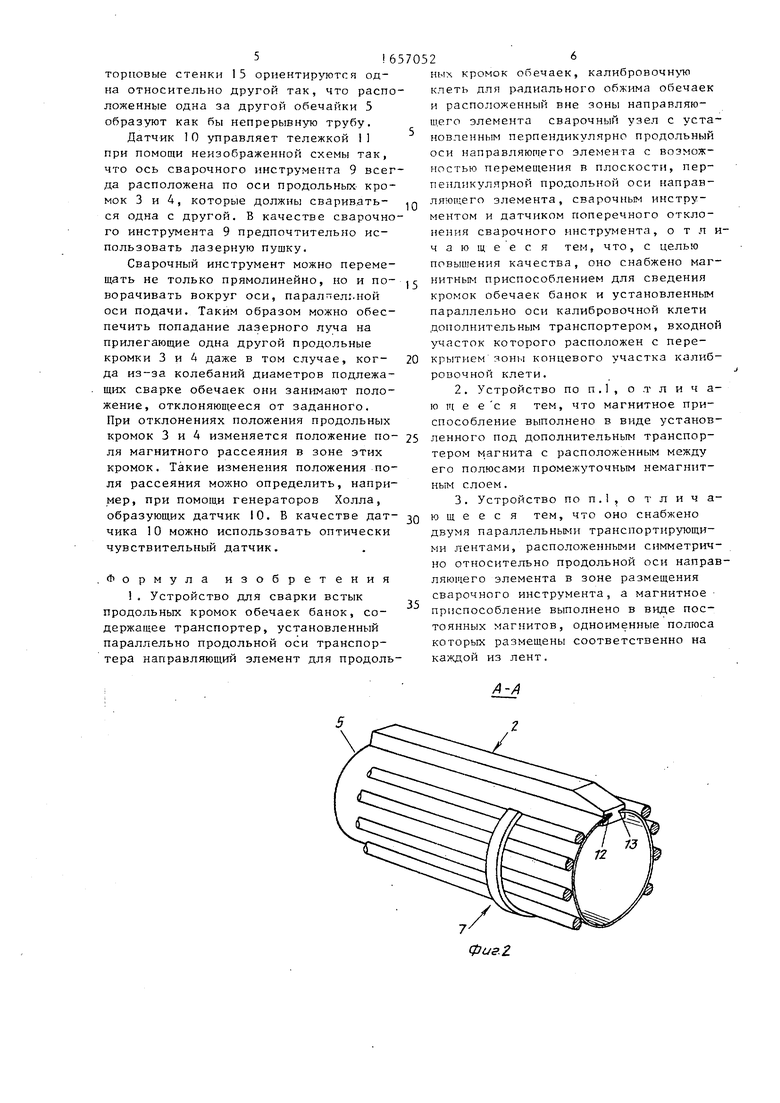
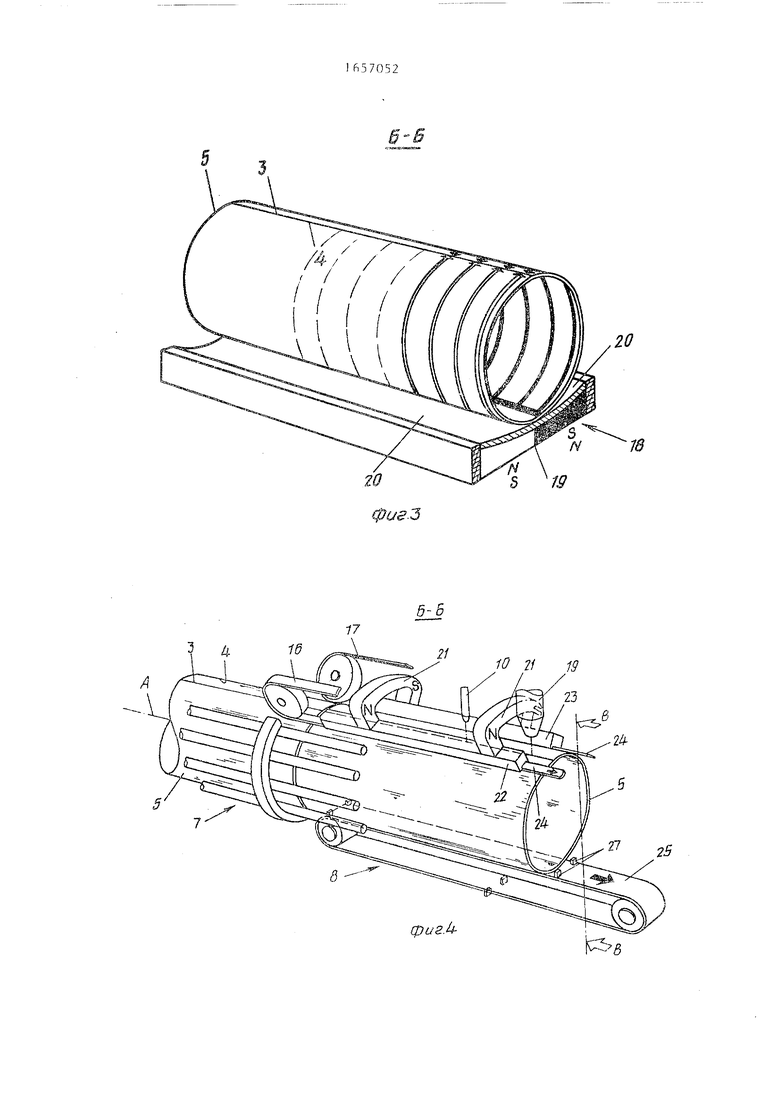
На (Ьцг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; нл фиг.З - разрез Б-Б на фиг.1 (при одном варианте выполнения магнитного приспособления); на фиг .4 - то же, при втором варианте выполнения магнитного приспособления; на фиг.5 - разрез R-B на фиг.A.
Устройство содержит ленточный Tpaucnopicp 1, наружный направляющий элемент 2 для продольных кромок 3 и 4 обечаек 5, захватное приспособление 6 для продольного перемещения обеча- ек 3, калибровочную клеть 7 для радиального обжима обечаек, дополнительный транспортер 8, входной участок которого расположен с перекрытием зоны концевого участка калибровочной клети 7, и установленный вне зоны направляющего элемента 2 сварочный у- ел. Последний включает сварочный инструмент 9 и датчик 10 поперечного отклонения сварочного инструмента Датчик 10 соединен с приводом (не показан) тележки 11 поперечного перемещения сварочного инструмента 9.
Направляющий элемент 2 выполнен в виде шины с боковыми продольными канавками 1. и 13 для продольных кро мок 3 и А обечаек 5.
Захватное приспособление 6 выполнено в виде замкнутого цепного конвейера, на котором попарно на рассто янии, равном длине обечайки 5, зак- ре тлены захваты 1 4 для торцовых стенок 15 обечаек 5.
Устройство может быть оборудовано дш-мя п, ными транспортирующими пентами 16 и 17, расположенными симметрично относительно продольной оси направляющего элемента 2 в зоне размещения сварочного инструмента 9.
Кроме того, устройство снабжено магнитным приспособлением для сведения кромок обечаек 5.
Согласно первому варианту выполнения приспособления (фиг.З) оно представляет собой размещенный под верхней ветвью транспортера 8 постоянный магнит 18, между полюсами NS и SN. расположен непроводящий промежу
п
5
5
точный смой 19. Опорная поверхность 20 магнита 18 имеет вогнутую форму.
Согласно второму варианту выполнения магнитного приспособления (фиг.4) оно представляет собой постоянные магниты 21, одноименные полюса этих магнитов соединены шинами 22 и 23, каждая из которых охватывает нижние ветви 24 транспортирующих лент 16 и 17.
Лента 25 транспортера 8 расположена между направляющими планками 26, выполнена из немагнитного материала, например резины или резинообраз- ной пластмассы, и захватами 27 для обечаек 5.
Датчик 10 может быть выполнен в качестве оптического датчика или в качестве датчика, срабатывающего на поля магнитного рассеяния.
Устройство работает следующим образом.
Обечайки 5 транспортером 1 подаются в калибровочную клеть 7, при этом продольные кромки 3 и 4 обечайки входят в продольные канавки направляющего элемента 2 и по мере перемещения обечайки вдоль направляющего элемента кромки 3 и 4 приближаются одна к другой. Калибровочная клеть 7 обеспечивает радиальный обжим обечаек 5.
Вдоль клети 7 обечайки перемешаются захватами 14 захватного приспособления 6, которые взаимодействуют с. торцовыми стенками 15 обечаек 5.
После выхода из калибровочной клети 7 обечайки перемещаются дополнительным транспортером 8 и транспортирующими лентами 16 и 17 в зону сварки. В зоне расположения дополнительного транспортера 8 и транспортирующих лент 16 и 17 на обечайку воздействуют магнитные силовые линии поля магнитных приспособлений.
В результате воздействия между продольными кромками 3 и 4 обечаек 5 создаются магнитные силы притяжения, исключающие возможность расхождения кромок в зоне сварки.
Скорость ленты 25 незначительно меньше, чем скорость цепного конвейера захватного приспособления 6, в результате чего к задней перцовой стенке 15 обечайки 5, которая покидает зону воздействия цепного конвейера, беззазорно прилегает передняя стенка 15 следующей оРечайки. Пра этом магнитный поток способствует тому, что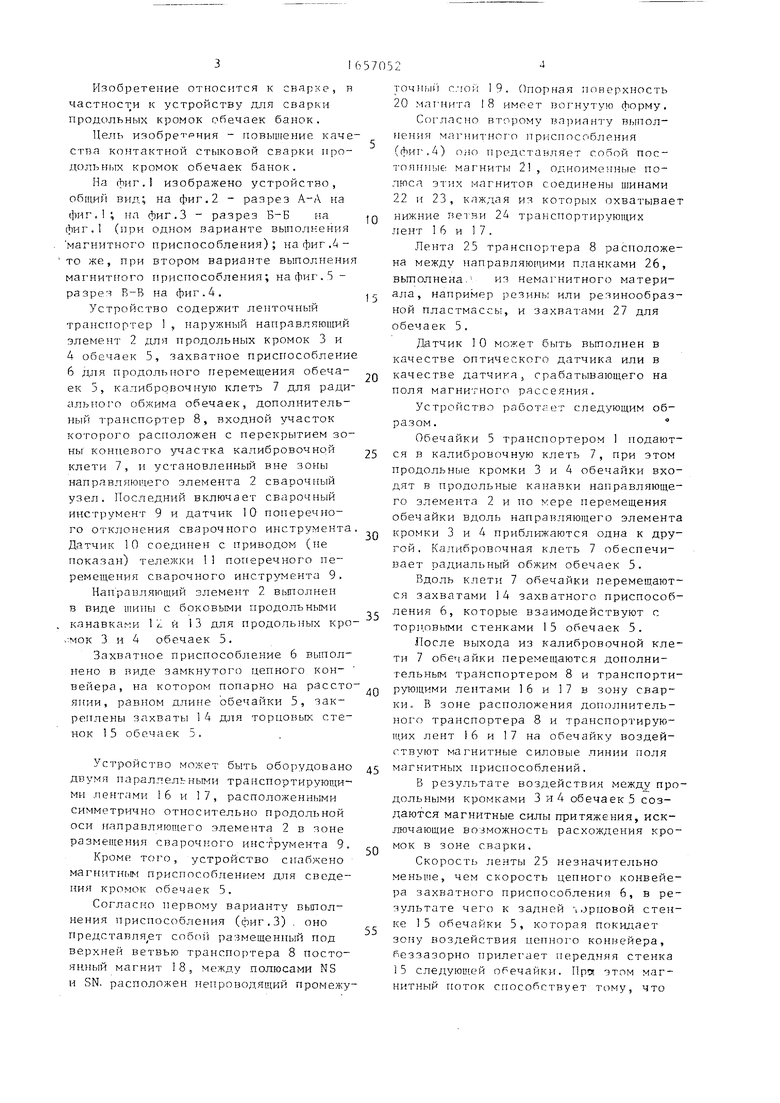

Изобретение относится к сварке, в частности к устройствам для сварки продольных кромок обечаек банок. Цель изобретения - повышение качества. Устройство содержит транспортер 1 , направляющий элемент 6, установленный параллельно продольной оси обечайки 5 и выполненный с возможностью взаимодействия с продольными кромками 3 и 4 обечаек 5, калибровочную кпеть 7 для « радиального направления обечаек, сварочный инструмент 9 и датчик 10 поперечного отклонения инструмента. Устройство имеет также дополнительный транспортер 8, выходной участок которого расположен внахлестку с концевым участком калибровочной клети 7, и магнитное приспособление. Устройство может быть оснащего транспортирующими г лентами, расположенными симметрично относительно продольной оси направляющего элемента 6 в зоне сварочного инструмента 9. Магнитное приспособление может быть выполнено в виде расположенного под верхней ветвью транспортера 8 постоянного магнита с промежуточным немагнитным слоем между его полюсами или в виде постоянных магнитов, одноименные полюса которых размещены над нижними ветвями соответствующих транспортирующих лент. Благодаря такому выполнению устройства после выхода обечайки из калибровочной клети 7 кромки сближаются магнитными силами притяжения магнитного приспособления, что повышает качество. 2 з.п.ф-лы, 5 ил. & О и о (Л ю со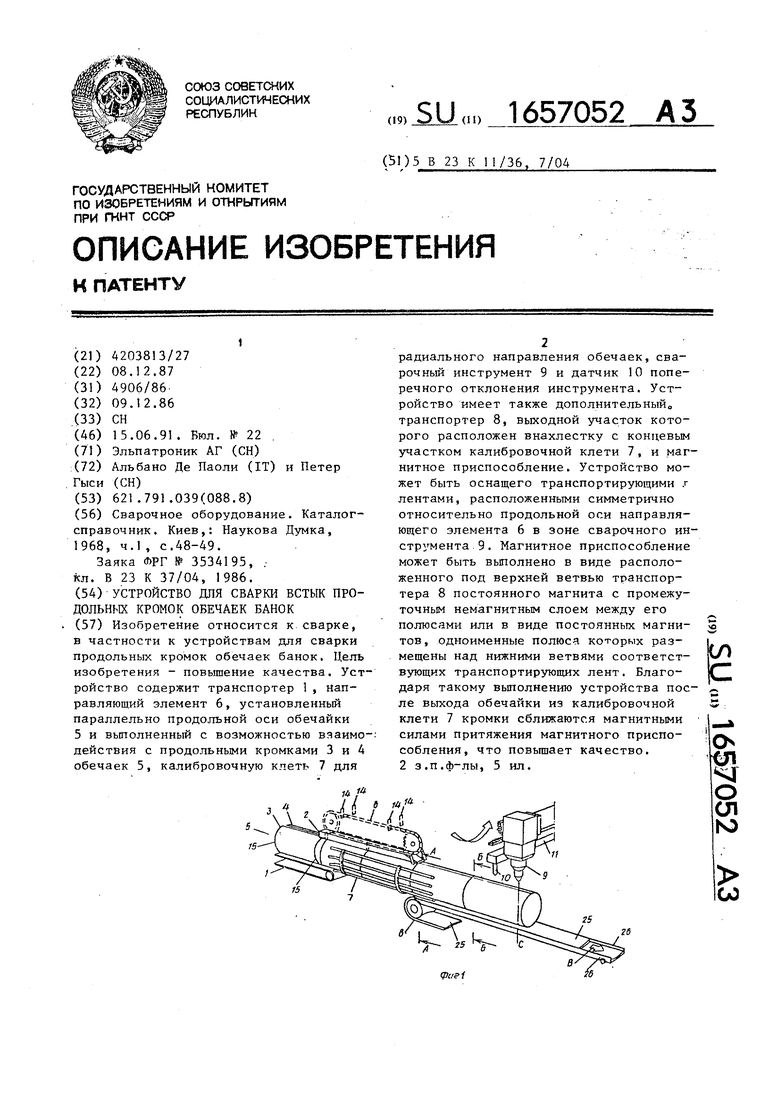
в
10 2f 19
U/,
23
В
24
фиг.
21
фиг 5
| Сварочное оборудование | |||
| Каталог- справочник | |||
| Киев,: Наукова Думка, 1968, ч.1, с.48-49 | |||
| Заяка РГ 3534195, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
