Изобретение относится к обработке металлов давлением,в частности к технологии изготовления сеток.
Цель изобретения - упрощение изготовления при одновременном повышении жесткости лепестков.
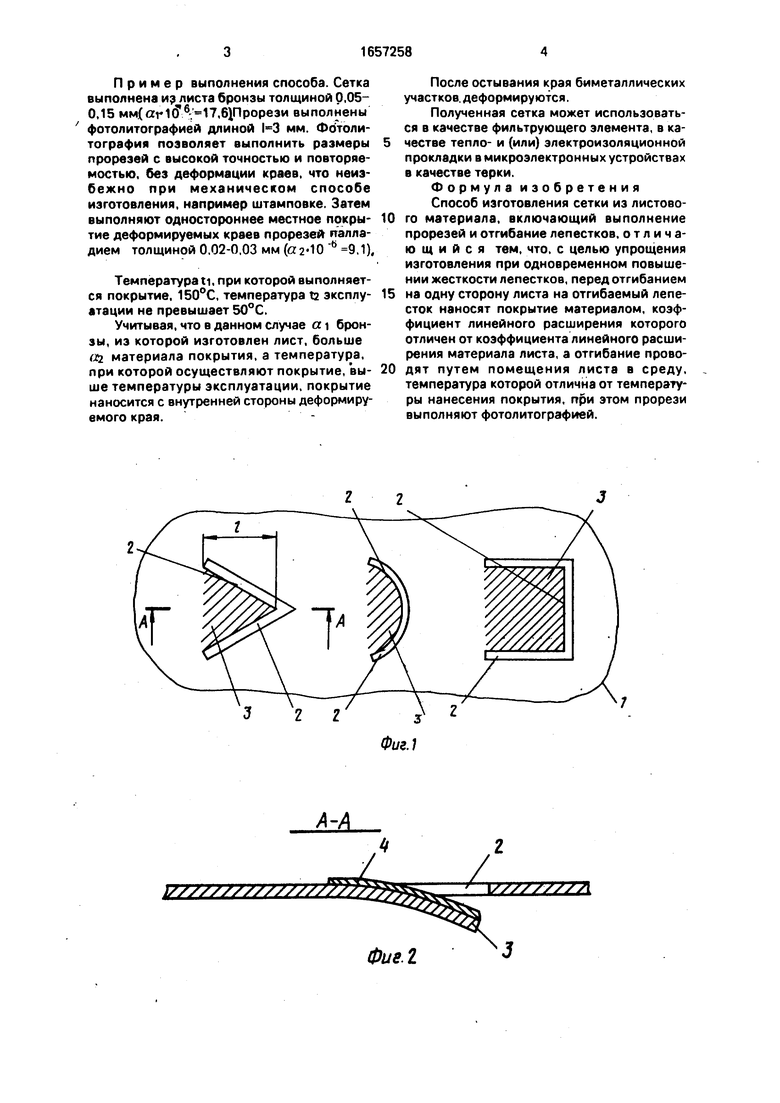
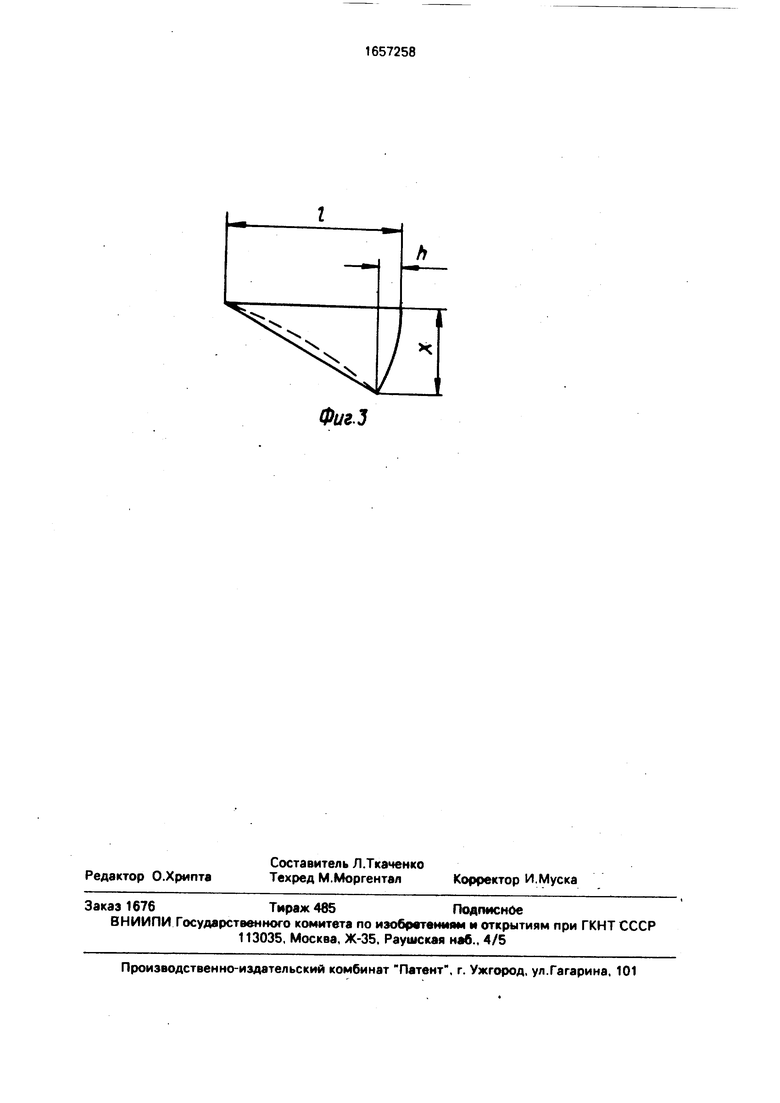
На фиг. 1 показаны возможные формы отгибаемых лепестков: на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема к расчету величины деформации.
Способ осуществляется следующим образом.
На листовой заготовке 1 выполняют фотолитографией прорези по форме отгибаемых лепестков 2 любым известным методом. Покрывают заготовку по плоскости отгибаемых лепестков 3 с одной стороны нагретым материалом 4 с коэффициентом линейного расширения, отличающимся от коэффициента линейного расширения материала заготовки 1. Затем помещают заготовку 1 в среду, температура которой отличается от температуры нанесения покрытия, напри(D
мер остужают. При этом лепестки отгибают- . ся.
Величину деформации отогнутого края можно оценить по формуле
h ; («1 - «2) l-At , где h - разность длин материалов основного листа и покрытия при температуре эксплуатации;
а- «,- коэффициенты линейного расширения основного материала сетки и покрытия соответственно:
I - длина деформируемого участка;
At- разность температур которой производится покрытие, и - температуры эксплуатации.
Разность длин основного материала и покрытия составляет деформацию края на величину X, которую можно ориентировочно оценить по формуле/-о)
XiVh(2l-h),
Варьируя материал покрытия, можно получить различные величины деформации лепестков.
(Л
С
о с/
ч
IN: а
iCC
Пример выполнения способа. Сетка выполнена и листа бронзы толщиной 0,05- 0,15 мм(аг10чб-.17,61Прорези выполнены фотолитографией длиной N3 мм. Фотолитография позволяет выполнить размеры прорезей с высокой точностью и повторяемостью, без деформации краев, что неизбежно при механическом способе изготовления, например штамповке. Затем выполняют одностороннее местное покрытие деформируемых краев прорезей палладием толщиной 0.02-0.03 мм («2-10 .1).
Температура ц, при которой выполняется покрытие, 150°С, температура tz эксплу- атации не превышает 50°С.
Учитывая, что в данном случае см бронзы, из которой изготовлен лист, больше «i материала покрытия, а температура, при которой осуществляют покрытие, вы- ше температуры эксплуатации, покрытие наносится с внутренней стороны деформируемого края.
0
5
0
После остывания края биметаллических участков деформируются.
Полученная сетка может использоваться в качестве фильтрующего элемента, в качестве тепло- и (или) электроизоляционной прокладки в микроэлектронных устройствах в качестве терки.
Формула изобретения
Способ изготовления сетки из листового материала, включающий выполнение прорезей и отгибание лепестков, отличающийся тем, что, с целью упрощения изготовления при одновременном повышении жесткости лепестков, перед отгибанием на одну сторону листа на отгибаемый лепесток наносят покрытие материалом, коэффициент линейного расширения которого отличен от коэффициента линейного расширения материала листа, а отгибание проводят путем помещения листа в среду, температура которой отлична от температуры нанесения покрытия, при этом прорези выполняют фотолитографией.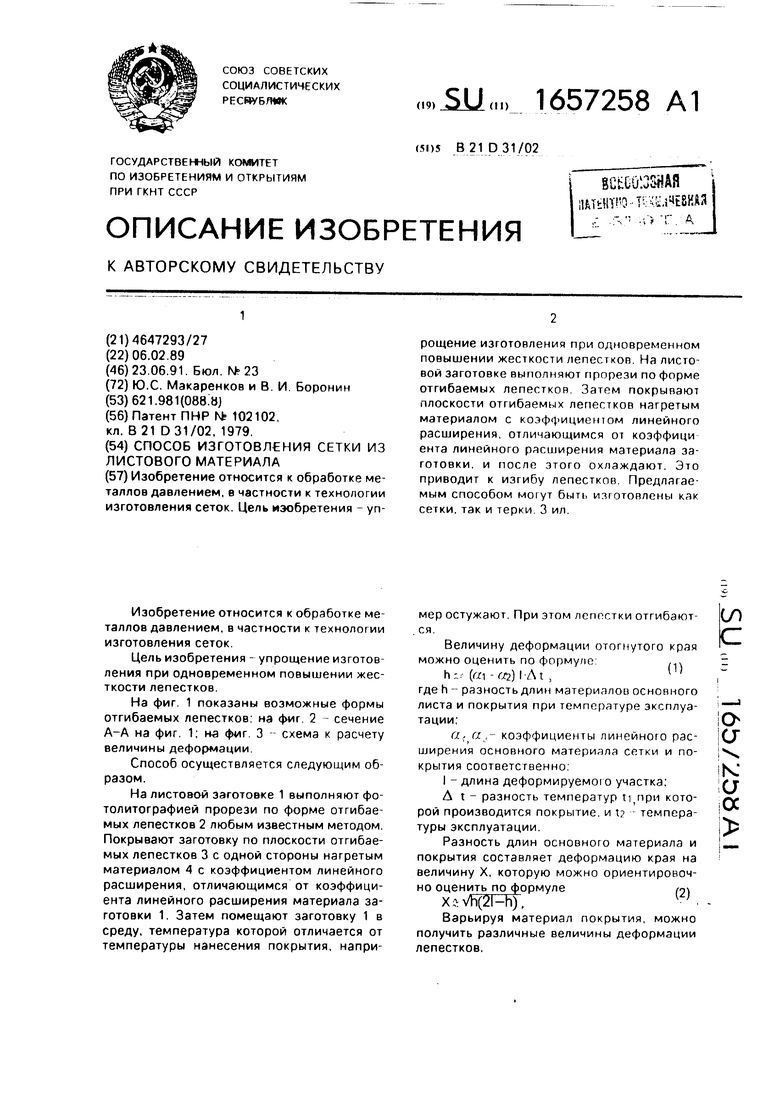
Изобретение относится к обработке металлов давлением, в частности к технологии изготовления сеток. Цель изобретения - упрощение изготовления при одновременном повышении жесткости лепестков. На листовой заготовке выполняют прорези по форме отгибаемых лепестков. Затем покрывают плоскости отгибаемых лепестков нагретым материалом с коэффициентом линейного расширения, отличающимся от коэффици ента линейного расширения материала заготовки, и после этого охлаждают. Это приводит к изгибу лепестков. Предлагаемым способом могут быть изготовлены как сетки, так и терки.3 ил.
г г
Фие.1
Фиг.З
| Способ производства пива | 1954 |
|
SU102102A1 |
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
