1
(21)4722623/05 (22) 26 07 89 (46)23 06 91 Бюл N;23 (75) В С Мамаев
(53)678.059 4.678 06:688 (088 8)
(56)Авторское свидетельство СССР М- 171548.кл В 29 D 22/00 1964
Авторское свидетельство СССР Nfc 1549779,кл В 29 D 22/00 1988
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ
(57)Изобретение относится к производству резиновых технических изделий и может быть использовано при изготовлении мя чей. Цель изобретения - повышение качества изделий и удобства в обслуживании Для
этого пневмопривод 4 для открытия и закры тия головки выполнен в виде диаметрально противоположно расположенных и связанных между собой пневмоцилиндров 7 и 8 поочередного действия Шток 9 пневмоцилиндров 7 шарнирно связан с шарнирно-рычажной системой 5 Шок 10 пневмоцилиндра 8 шарнирно связан со станиной 2 Такое выполнение привода обеспе чивает сначала сведение лепестков 3 с прилеганием к ним листовой резиновой за готовки и вакуумирование полости между внутренней поверхностью лепестков 3 а за тем окончательное смыкание лепестков с образованием полой заготовки При этом обеспечивается изготовление заготовок точно заданного обьема 1 ил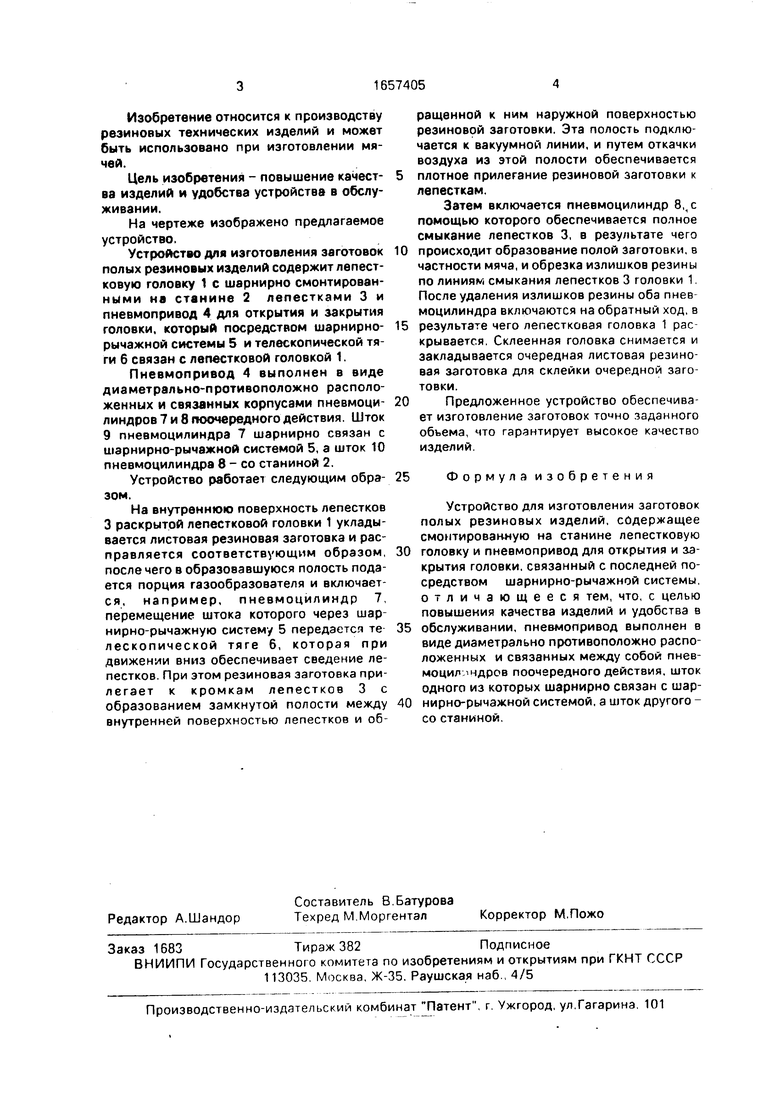

о ел
XI Јь О
сл
Изобретение относится к производству резиновых технических изделий и может быть использовано при изготовлении мячей.
Цель изобретения - повышение качест- ва изделий и удобства устройства в обслуживании.
На чертеже изображено предлагаемое устройство.
Устройство для изготовления заготовок полых резиновых изделий содержит лепестковую головку 1 с шарнирно смонтированными на станине 2 лепестками 3 и пневмопривод 4 для открытия и закрытия головки, который посредством шарнирно- рычажной системы 5 и телескопической тяги 6 связан с лепестковой головкой 1.
Пневмопривод 4 выполнен в виде диаметрально-противоположно расположенных и связанных корпусами пневмоци- линдровТивпоочередногодействия. Шток 9 пневмоцилиндра 7 шарнирно связан с шарнирно-рычажной системой 5, а шток 10 пневмоцилиндра 8 - со станиной 2.
Устройство работает следующим обра- зом.
На внутреннюю поверхность лепестков 3 раскрытой лепестковой головки 1 укладывается листовая резиновая заготовка и расправляется соответствующим образом, после чего в образовавшуюся полость подается порция газообразователя и включается, например, пневмоцилиндр 7, перемещение штока которого через шар- нирно-рычажную систему 5 передается те лескопической тяге б, которая при движении вниз обеспечивает сведение лепестков. При этом резиновая заготовка прилегает к кромкам лепестков 3 с образованием замкнутой полости между внутренней поверхностью лепестков и обращенной к ним наружной поверхностью резиновой заготовки. Эта полость подключается к вакуумной линии, и путем откачки воздуха из этой полости обеспечивается плотное прилегание резиновой заготовки к лепесткам.
Затем включается пневмоцилиндр 8, с помощью которого обеспечивается полное смыкание лепестков 3, в результате чего происходит образование полой заготовки, в частности мяча, и обрезка излишков резины по линиям смыкания лепестков 3 головки 1 После удаления излишков резины оба пневмоцилиндра включаются на обратный ход, в результате чего лепестковая головка 1 раскрывается, Склеенная головка снимается и закладывается очередная листовая резиновая заготовка для склейки очередной заготовки.
Предложенное устройство обеспечивает изготовление заготовок томно заданного объема, что гарантирует высокое качество изделий.
Формула изобретения
Устройство для изготовления заготовок полых резиновых изделий, содержащее смонтированную на станине лепестковую головку и пневмопривод для открытия и закрытия головки, связанный с последней посредством шарнирно-рычажной системы, отличающееся тем, что, с целью повышения качества изделий и удобства в обслуживании, пневмопривод выполнен в виде диаметрально противоположно расположенных и связанных между собой пнев- моция чдров поочередного действия, шток одного из которых шарнирно связан с шарнирно-рычажной системой, а шток другого - со станиной.
