Изобретение относится к производству резинотехнических изделий и может быть использовано при изготовлении полых заготовок резиновых мячей
Известна установка дпя изготовления заготовок полых резиновых мячей содержащая смонтированные на неподвижном основании две лепестковые головки, привод закрывания и открывания головок
К недостаткам этой установки относится невысокая производительность из-за отсутствия механизмов загрузки и выгрузки заготовок изделий
Наиболее близкой к изобретению по технической сущности является установка для изготовления полых заготовок резиновых изделий, содержащая вращающееся на вертикальной оси в горизонтальной плоскости основание с механизмом его вращения и с радмально установленными на нем лепестковыми головками, равноудаленными друг от друга, привод закрытия и раскрытия лепестковой головки, механизм для удаления обрезков и механизм для выгрузки полых заготовок.
Известная установка характеризуется невысокой производительностью из-за потерь времени на выполнение технологических операций по изготовлению полых заготовок на стационарно установленных вне основания отдельных механизмах для удаления обрезков и для выгрузки полых заготовок, а также из-за потерь аремени на перемещение основания от одной рабочей позиции к другой.
Недостатки заключаются также в больших габаритах установки из-за размещения механизма для удаления обрезков и механизма для выгрузки полых заготовок за пределами основания.
Цель изобретения - повышение производительности установки и уменьшение ее габаритов,
Указанная цель достигается тем, что 8 установке для изготовления полых заготовок резиновых изделий, механизм вращения выполнен в виде привода для вращения основания с постоянной скоростью, а механизмы для удаления обрезков и выгрузки попых заготовок из головок выполнены в виде соединенных с осью основания и смонтированных над каждой лепестковой головкой двух установленнь х друг над другом пн-евмоцилиндров с общим штоком, на конце которого закреплены захваты со скребками, причем верхний пневмоцилиндр выполнен неподвижным, а нижний смонтирован с возможностью вертикального перемещения и взаимодействия с захватами.
Кроме того, установка снабжена смонтированными между механизмами для удаления обрезков и выгрузки полых заготовок из головок и лепестковыми головками приемными транспортерами для отвода обрезков и полых заготовок.
Выполнение механизма вращения основания в виде привода для вращения основания с постоянной скоростью позвочяет исключить циклическое движение основания и повысить за счет этого производительность установки.
Выполнение механизмов для удаления обрезков и выгрузки полых заготовок в виде двух установленных друг на другом пневмо- цилиндров с общим штоком, на конце которого закреплены захваты со скребками, а также размещение верхнего пневмоцмяин- дрз неподвижно на оси основания, а нижнего пневмоцилиндра с возможностью вертикального перемещения и взаимодействия с захватом позволяет упомянутые механизмы установить над каждой лепестковой головкой и тем самым обеспечить поочередное выполнение операций по удалению обрезков и выгрузки полых заготовок одним механизмом во время вращения основания, за счет чего повышается производительность установки,
Размещение механизма для удаления обрезков и выгрузки полых заготовок непосредственно на вращающемся основании позволяет также уменьшить габариты установки.
Взаимосвязь нижнего пневмоцилиндра с захватами, установленными на конце общего штока, позволяет подводить захваты к лепестковой головке в раскрытом состоянии и отводить их в сомкнутом положении с обеспечением индивидуального прижима
каждого скребка захвата к соответствую- щей линии смыкания лепестков с усилием, задаваемым давлением сжатого воздуха в нижней полости нижнего пневмоцилиндра чарез соотаетствующие по усилию демпферные пружины, что обеспечивает удаление обрезков с заготовок во время движения штока вверх с последующей выгрузкой обрезков после подъема штока в вернее положение.
Снабжение установки двумя приемными транспортерами и их взаимосвязь с лепестковыми головками и механизмами для удаления обрезков и выгрузки полых заготовок обеспечивает своевременный отвод обрезков и полых заготовок из зоны обслуживания, что также способствует повышению производительности установки.
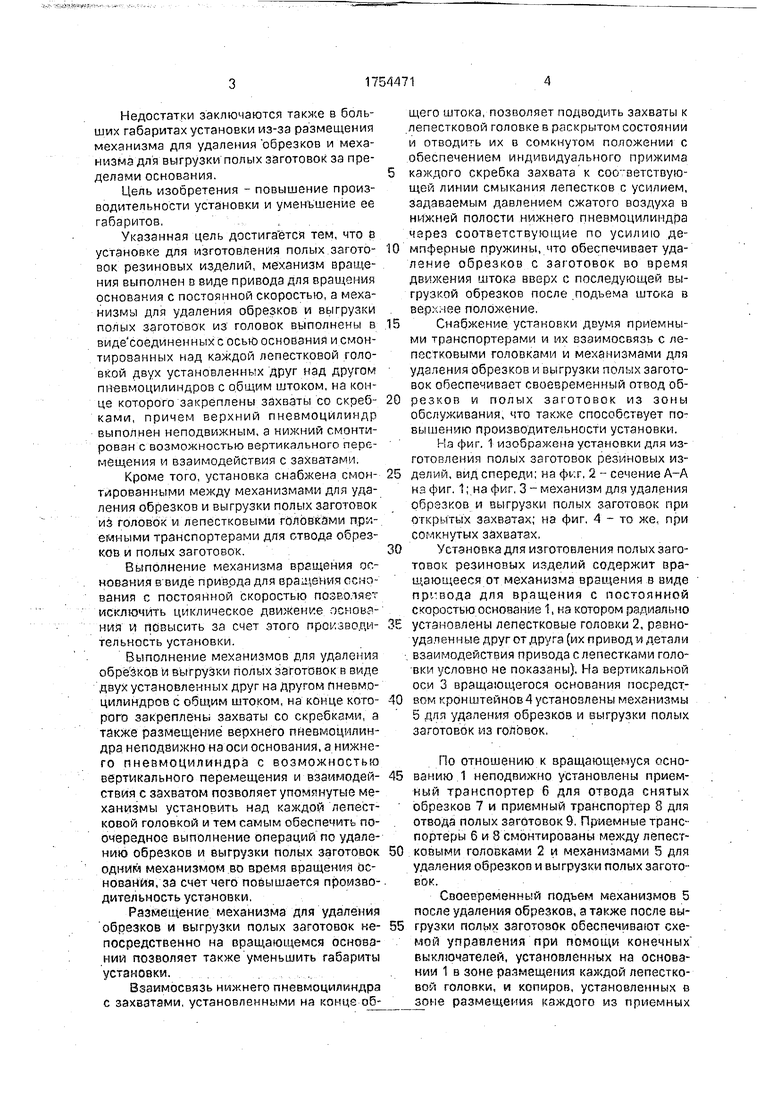
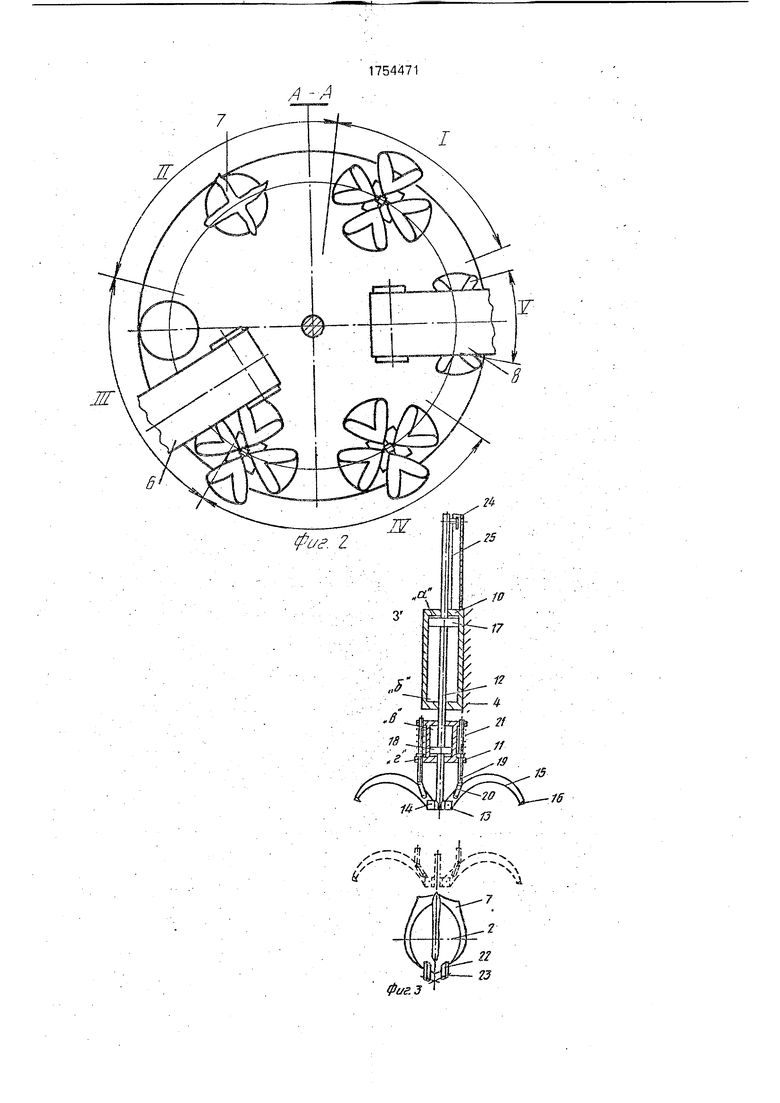
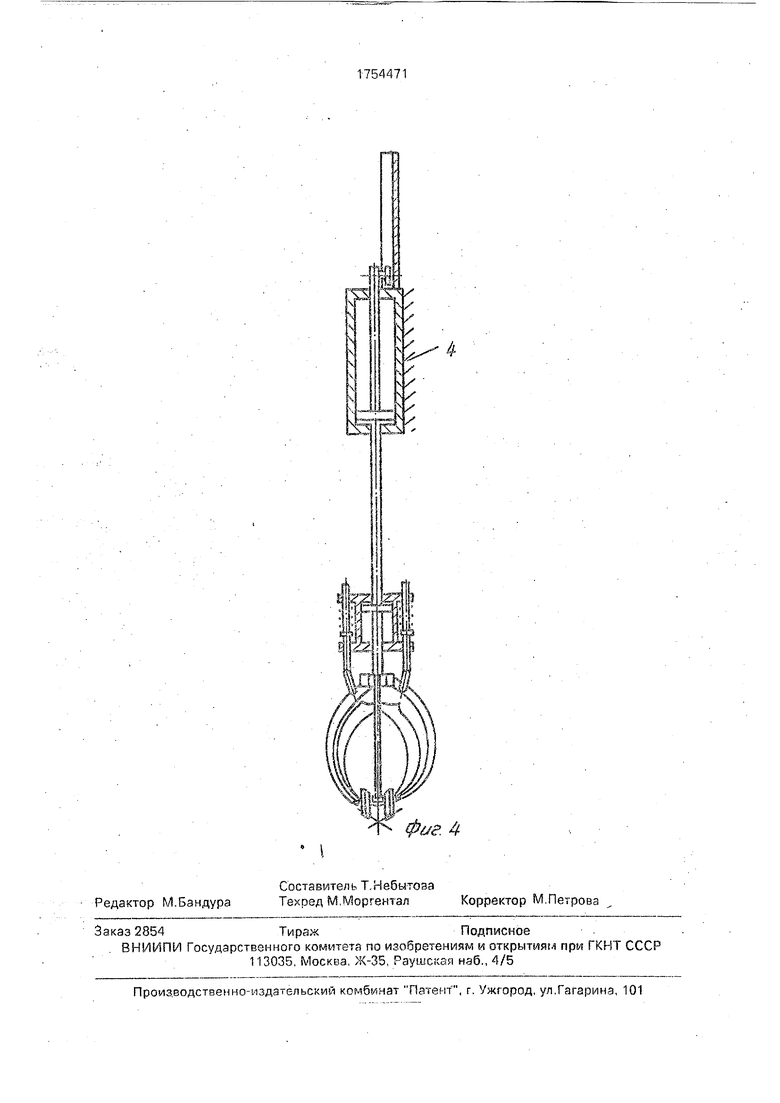
На фиг. 1 изображена установки для изготовления полых заготовок резиновых изделий, вид спереди; на ф.г, 2 - сечение А-А нз фиг. 1; на фиг, 3 - механизм для удаления обрезков и выгрузки полых заготовок при открытых захватах; на фиг. 4 - то же. при сомкнутых захватах,
Установка для изготовления полых заготовок резиновых изделий содержит вращающееся от механизма вращения в виде пргвода для вращения с постоянной скоростью основание 1, на котором рздиапьно
установлены лепестковые головки 2, равноудаленные друг от друга (их приводи детали взаимодействия привода с лепестками головки условно не показаны). На вертикальной оси 3 вращакж егося основания посредством кронштейнов4 установлены механизмы 5 для удаления обрезков и выгрузки полых заготовок из головок,
По отношению к вращающемуся осно- ванию 1 неподвижно установлены приемный транспортер 6 для отвода снятых обрезков 7 и приемный транспортер 8 для отвода полых заготовок 0. Приемные транспортеры 6 и 8 смонтированы между лепест- ковыми головками 2 и механизмами 5 для удаления обрезков и выгрузки полых заготовок.
Своевременный подъем механизмов 5 после удаления обрезков, а также после вы- грузки полых заготовок обеспечивают схемой управления при помощи конечных выключателей, установленных на основании 1 в зоне размещения каждой лепестковой головки, и копиров, установленных в зоне размещения каждого из приемных
транспортеров (конечные выключатели и копиры условно не показаны).
Механизмы 5 для удаления обрезков и выгрузки полых заготовок из головок выполнены в виде смонтированных под каждой лепестковой головкой двух установленных друг над другом пневмоцилиндров 10 и 11 на одной вертикальной оси с общим штоком 12, на нижнем конце которого при помощи крестовины 13 с возможностью радиально- го поворота на осях 14 закреплены захваты 15 со скребками 16. Верхний пневмоци- лмндр 10 установлен неподвижно на оси 3 основания 1 при помощи кронштейнов 4 с возможностью перемещения в нем штока 12 в вертикальном направлении при помощи поршня 17. Нижний пневмоцилиндр 11 установлен с возможностью вертикального перемещения относительно поршня 18 и взаимодействия с захватами 15 через толка- тели 19 и тяги 20, при этом толкатели 19 подпружинены при помощи демпферной пружины 21 сжатия.
Для ориентации захватов 15 относительно лепестковой головки 2, лепестки ко- торой ориентированы относительно основания 1 при помощи ушек 22 и осей 23, на верхнем конце штока установлен ролик 24 с возможностью перемещения по пазам неподвижной направляющей 25.
Установка работает следующим образом,
При постоянном вращении основания 1 на участке I в раскрытую лепестковую головку 2 вручную закладывают лист резины и известными средствами наливают дозу га- эообразовзтеля (устройство налива газооб- разователя условно не показано), На участке И закрывается лепестковая головка 2, в результатечегс происходит непосредст- венное изготовление полой заготовки 9 - склеивание. Склеенная полая заготовка 9 остается внутри лепестковой головки на всем протяжении участка I На этом же участке производится съем обрезков с лепест- ковой головки.
Для этого в полость а пневмоцилинд- ра 10 подают сжатый воздух, в результате чего шток 12 опускается в нижнее крайнее положение с раскрытыми захватами 15, так как в полость в пневмоцилиндра 11 до этого был подан сжатый воздух. После завершения хода штока 12 вниз подают сжатый воздух в полость г пневмоцилиндра 11, выпуская сжатый воздух из полости в. Захваты 15 смыкаются и скребки 16 упираются в лепестковую головку 2 по линиям смыкания лепестков ниже образовавшихся после смыкания лепестков обрезков 7, излишков листа резины, оказавшихся снаружи лепестковой головки 2. При этом продолжается перемещение пневмоцилиндра 11 вниз. Так как скребки 16 соответственно и захваты не имеют возможности дальнейшего движения, перемещение пневмоцилинд- ра 11 относительно поршня 18 происходит за счет сжатия демпферных пружин 21 через тяги 20 и толкатели 19. Этим обеспечивается индивидуальный прижим скребков 16 к лепестковой головке с усилием, задаваемым давлением сжатого воздуха в полость г пневмоцилиндра 11 и подобранными аналогичными усилиями демпферных пружин 21. Далее при подаче сжатого воздуха в полость б пневмоцилиндра 10 начинается подъем штока 12.
Подпружиненные скребки 16 начинают срезать излишки резины - обрезки 7 - с лепестковой головки 2, скользя по соответствующим линиям смыкания лепестков, Съем обрезков 7 и возврат штока 12 в верхнее положение завершается в начале зоны II до подхода до приемного транспортера 6. При дальнейшем движении основания 1 в середине зоны III, когда захваты 15 окажутся над приемным транспортером 6 путем подачи сжатого воздуха в полость в пнев моцилиндра 11, раскрывают заваты 15. При этом обрезки 7 подают на приемный транспортер 6 и отводятся от установки.
В середине зоны III. когда лепестковая головка 2 окажется под приемным транспортером 6, раскрываются лепестки головки 2 и в зону IV она входит раскрытой, В начале зоны IV начинается повторное опускание штска 12 с раскрытыми захватами 15 и их смыкание после завершения опускания штока. При этом полая заготовка в лепестковой головке лежит выше скребков 16 и только при подьеме штока 12 подхватывается захватами 15 и увлекается вверх. При этом захваты 15 проходят в зазор между раскрытыми лепестками, До выхода из зоны IV подъем штока 12 завершается. При дальнейшем вращении основания 1, когда захваты 15 окажутся в зоне V над приемным транспортером 8, захваты 15 раскрываются и полая заготовка опускается на приемный транспортер 8 и отводится от установки. Лепестковая головка 2 зону V проходит раскрытой и при проходе зоны в нее закладывают очередной лист резины, и начинается очередной цикл изготовления полой заготовки на данной лепестковой головке. Таким образом, одна полая заготовка на одной лепестковой головке изготавливается за один полный оборот основания. Количество изготавливаемых полых заготовок за один оборот основания соответствуют количеству установленных на основании лепестковых головок с соответствующим количеством механизмов для съема обре;ч ов и выгрузки полых заготовок.
Формула изобретения 1. Установка для изготовления полых заготовок резиновых изделий, содержащая вращающееся на вертикальной оси в горизонтальной плоскости основание с механиз- мом его вращения и с радиально установленными на нем лепестковыми головками, равноудаленными одна от другой, привод закрытия и раскрытия лепестковой головки, механизм для удаления обрезков и механизм для выгрузки полых заготовок мз заготовок, отличающаяся тем, что, с целью повышения производительности установки и уменьшения ее габаритов, механизм вращения выполнен в виде привода для вращения основания с постоянной ско0
5
0
ростью, а механизмы для удаления обрезков и выгрузки полых заготовок из головок выполнены в виде соединенных с осью основания и смонтированных над каждой лепестковой головкой двух установленных друг над другом пневмоцилиндров с общим штоком, на конце которого закреплены захваты со скребками, причем верхний лнев- моцилиндр выполнен неподвижным, а нижний смонтирован с возможностью вертикального перемещения и взаимодействия с захватами.
2. Установка поп.1,отличающая- с я тем, что она снабхена смонтированными между механизмами для удаления обрезков и выгрузки полых заготовок из головок и лепестковыми головками приемными транспортерами для отвода обрезков и полых заготовок.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок полых резиновых изделий | 1988 |
|
SU1549779A1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1657405A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1706889A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1729785A1 |
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
Использование при изготовлении полых заготовок резиновых изделий Сущность изобретения в установке для изготовления полых заготовок резиновых изделий механизм вращения выполнен в виде привода для вращения основания с постоянной скоростью Механизмы для удаления обрезков и выгрузки полых заготовок выполнены в виде соединенных с осью основания и смонтированных над каждой лепестковой головкой двух установленных друг над другом пневмоцилиндров с общим штоком. На конце штока закреплены захваты со скребками Верхний пневмоцилиндр выполнен неподвижным. Нижний пневмоцилиндр смонтирован с возможностью вертикального перемещения и взаимодействия с захватами Установка снабжена также смонтированными между механизмами для удалена обрезков и выгрузки полых заготовок из гооовок и лепестковыми головками приемными транспортерами для отвода обрезков и полых заготовок 1 з.п. ф-лы, 4 ил
X
I
Ч
ч
м
фиг. 3
X X
N/ x
x
фиг. 4
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАГОТОВОК полых | 0 |
|
SU171548A1 |
