Изобретение относится к производству резиновых технических изделий и может быть использовано при изготовлении мячей.
Цель изобретения - повышение надежности устройства в работе.
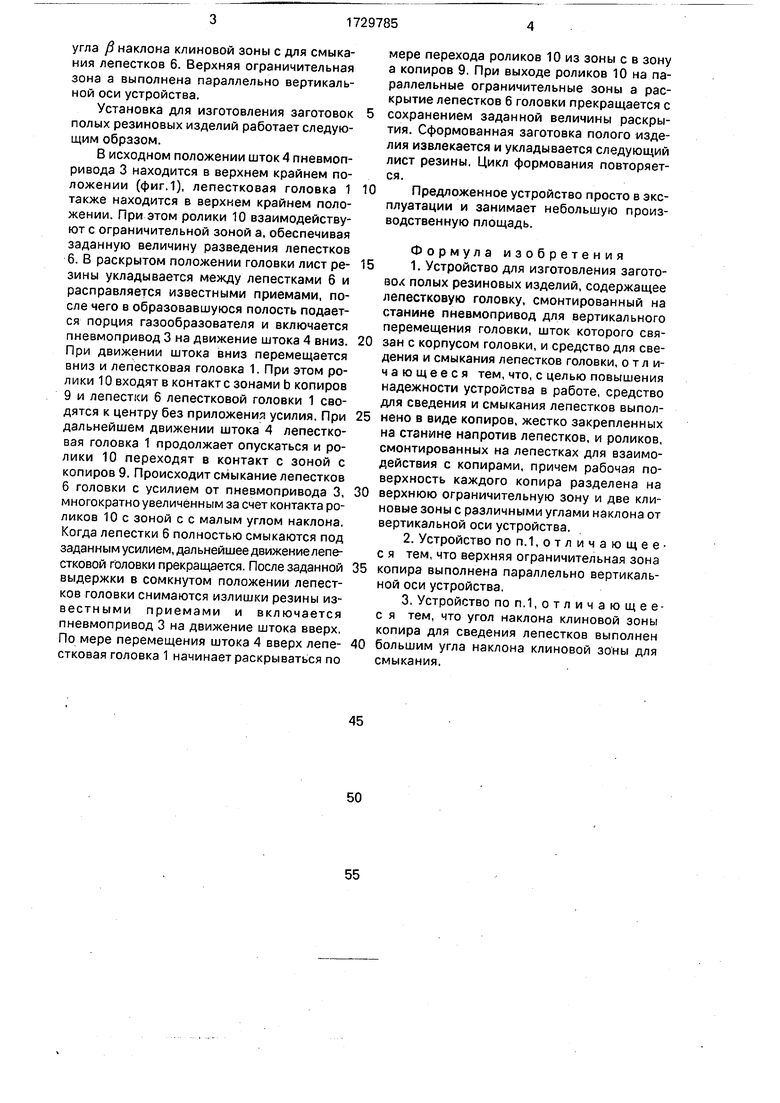
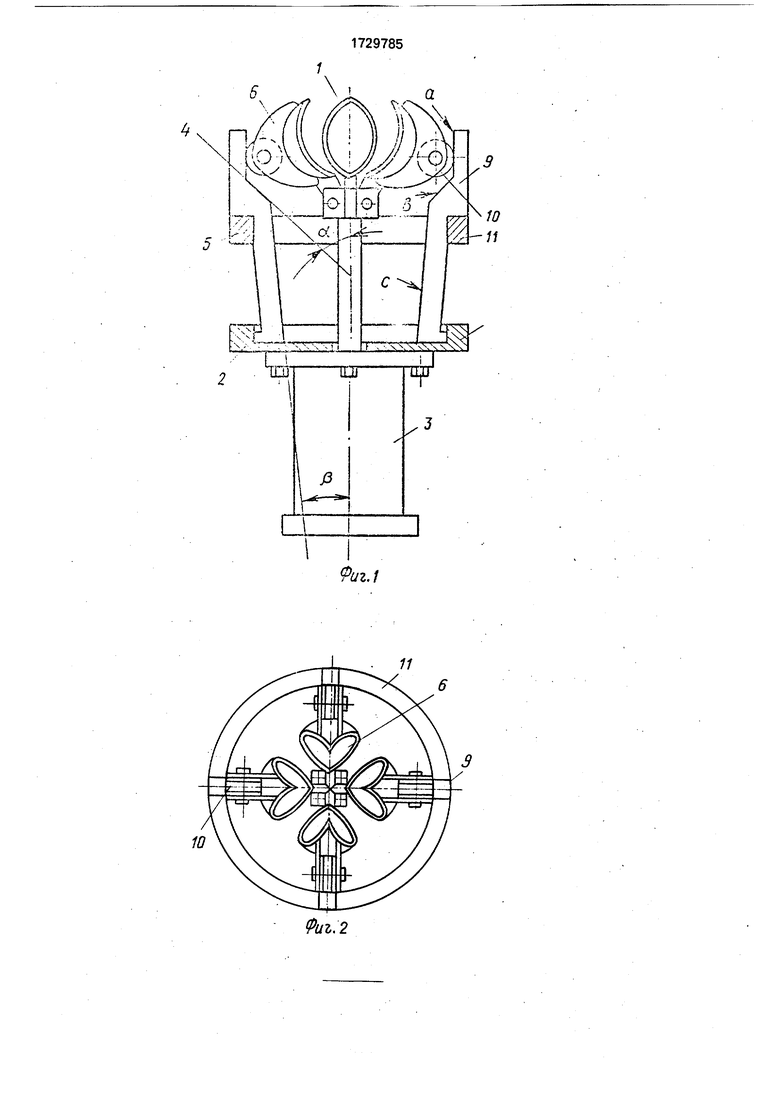
На фиг. Т изображено предлагаемое устройство с раскрытой головкой; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же.с закрытой лепестковой головкой; на фиг. 4 - то же, вид сверху.
Устройство для изготовления заготовок полых резиновых изделий содержит лепестковую головку 1, смонтированный на станине 2 пневмопривод 3 для вертикального перемещения головки 1, шток 4 которого связан с корпусом 5 головки 1, и средство для сведения и смыкания лепестков б головки 1.
Лепестки б с помощью осей 7 установлены с возможностью поворота в проушинах 8 корпуса 5 головки.
Средство для сведения и смыкания лепестков 6 головки 1 выполнено в виде копиров 9, жестко закрепленных на станине 2, напротив лепестков 6, и роликов 10, смонтированных на лепестках 6 для взаимодействия с копирами 9. В качестве роликов 10 могут быть использованы подшипники.
Копиры 9 для жесткости охвачены кольцом 11, количество их соответствует количеству лепестков 6.
Рабочая поверхность каждого копира 9 разделена на верхнюю ограничительную зону а и две клиновые зоны b и с с различными углами наклона от вертикальной оси устройства. Угол а наклона клиновой зоны b для сведения лепестков 6 выполнен большим
4
ю о IVJ со ел
угла ft наклона клиновой зоны с для смыкания лепестков 6. Верхняя ограничительная зона а выполнена параллельно вертикальной оси устройства.
Установка для изготовления заготовок полых резиновых изделий работает следующим образом.
В исходном положении шток 4 пневмопривода 3 находится в верхнем крайнем положении (фиг.1), лепестковая головка 1 также находится в верхнем крайнем положении. При этом ролики 10 взаимодействуют с ограничительной зоной а, обеспечивая заданную величину разведения лепестков 6. В раскрытом положении головки лист резины укладывается между лепестками 6 и расправляется известными приемами, после чего в образовавшуюся полость подается порция газообразователя и включается пневмопривод 3 на движение штока 4 вниз. При движении штока вниз перемещается вниз и лепестковая головка 1. При этом ролики 10 входят в контакт с зонами b копиров 9 и лепестки 6 лепестковой головки 1 сводятся к центру без приложения усилия. При дальнейшем движении штока 4 лепестковая головка 1 продолжает опускаться и ролики 10 переходят в контакт с зоной с копиров 9. Происходит смыкание лепестков 6 головки с усилием от пневмопривода 3, многократно увеличенным за счет контакта роликов 10 с зоной с с малым углом наклона. Когда лепестки 6 полностью смыкаются под заданным усилием, дальнейшее движение лепестковой головки прекращается. После заданной выдержки в сомкнутом положении лепестков головки снимаются излишки резины из- вестными приемами и включается пневмопривод 3 на движение штока вверх. По мере перемещения штока 4 вверх лепестковая головка 1 начинает раскрываться по
0
мере перехода роликов 10 из зоны с в зону а копиров 9. При выходе роликов 10 на параллельные ограничительные зоны а раскрытие лепестков 6 головки прекращается с сохранением заданной величины раскрытия. Сформованная заготовка полого изделия извлекается и укладывается следующий лист резины. Цикл формования повторяется.
Предложенное устройство просто в эксплуатации и занимает небольшую производственную площадь.
Формула изобретения
1. Устройство для изготовления загото- вох полых резиновых изделий, содержащее лепестковую головку, смонтированный на станине пневмопривод для вертикального перемещения головки, шток которого связан с корпусом головки, и средство для сведения и смыкания лепестков головки, отличающееся тем, что, с целью повышения надежности устройства в работе, средство для сведения и смыкания лепестков выполнено в виде копиров, жестко закрепленных на станине напротив лепестков, и роликов, смонтированных на лепестках для взаимодействия с копирами, причем рабочая поверхность каждого копира разделена на
верхнюю ограничительную зону и две клиновые зоны с различными углами наклона от вертикальной оси устройства.
2.Устройство по п. 1,отличающее- с я тем, что верхняя ограничительная зона
копира выполнена параллельно вертикальной оси устройства.
3.Устройство по п. 1,отличающее- с я тем, что угол наклона клиновой зоны копира для сведения лепестков выполнен
большим угла наклона клиновой зоны для смыкания.
ИМ 2.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1657405A1 |
| Установка для изготовления полых заготовок резиновых изделий | 1990 |
|
SU1754471A1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1706889A1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1988 |
|
SU1549779A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1996 |
|
RU2096176C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1971 |
|
SU296173A1 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЭТ-ТАРЫ | 2016 |
|
RU2635600C2 |
Изобретение относится к производству резиновых технических изделий и может быть использовано при изготовлении мячей. Цель изобретения - повышение надежности устройства в работе. Для этого средство для сведения и смыкания лепестков выполнено в виде копиров 9, жестко закрепленных на станине 2 напротив лепестков 6, и роликов 10, смонтированных на лепестках 6 для взаимодействия с копирами. Рабочая поверхность каждого копира 9 разделена на верхнюю ограничительную зону а и две клиновые зоны с различными углами наклона от вертикальной оси устройства. Ограничительная зона а выполнена параллельно вертикальной оси устройства/Угол а наклона клиновой зоны b для сведения лепестков 6 выполнен большим угла / наклона клиновой зоны с для смыкания лепестков 6. 2 з.п.ф-лы, 4 ил. Ё
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАГОТОВОК полых | 0 |
|
SU171548A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления заготовок полых резиновых изделий | 1989 |
|
SU1657405A1 |
| Солесос | 1922 |
|
SU29A1 |
