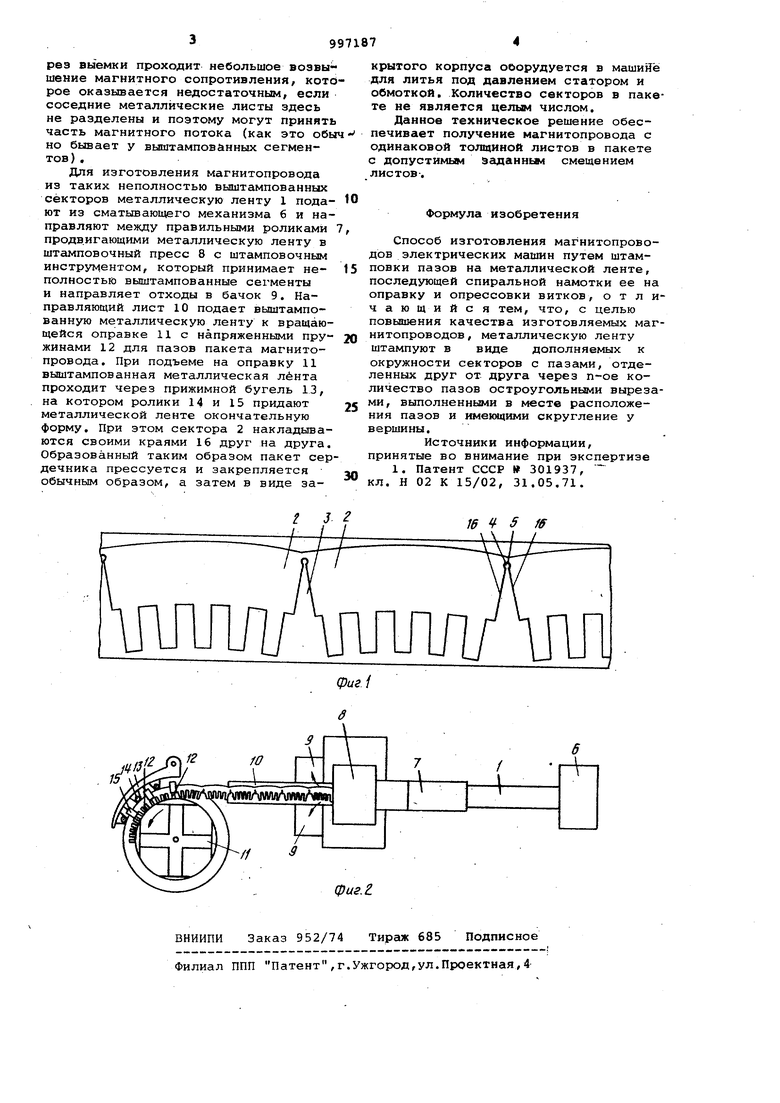
(54) СПОСОБ ИЗГОТОВЛЕНИЯ IAГHИTOПPOBOДOB Изобретение относится к технологии изготовления электрических машин и может быть использовано в элек-тромашиностроении. Известен способ изготовления пакетов магнитопроводов путем спиральной намотки .на ребро металлической ленты с выштампованными на ней пазами и зубцами 1. Однако известный технологический процесс не обеспечивает изготовлени магнитопроводов высокого качества, так как при намотке на ребро металлическая лента сплющивается к внутреннему диаметру и вытягивается к наружному, .а вследствие неоднороднос ти металлической ленты пазы распола гаются неточно. Цель изобретения - повышение качества изготавливаемых магнитопрово дов. Поставленная цель достигается те что металлическую ленту штампуют в виде дополняемых к окружности сек торов с пазами, отделенных друг от друга через п-ое количество пазов остроугольными вырезами, выполненны ми в месте расположения пазов и име щими скругленце у вершины. ЭЛЕКТРИЧЕСКИХ МАШИН На фиг. 1 показана металличЛкая лента после штамповки и перед изгибанием; на фиг, 2 - устройство для изготовления магнитопроводой электрических машин. Способ изготовле 1ия магнитопроводов осуществляют следующим образом. Металлическую ленту 1 штампуют в виде секторов 2, отделенных друг от друга остроугольными вырезами 3, переходящими в закругленную выемку 4. На ленте штампуют также пазы, а остроугольные вырезы выполняют в месте расположения пазов по середине паза.. Выемка расположена, на оси паза. Секторы соединены друг с другом перемычками 5, которые охватывают соответственно пять зубцов. Весь пакет сердечника имеет семьдесят два зуба или паза, поэтому выемка переходит из одного положения в другое через два паза. После пяти положений выемка находится вновь на том же месте. Благодаря этому не допускается, чтобы все выемки находились одна над другой, вследствие чего механическая прочность пакета сердечника могла бы 01сазаться недостаточной. Затем через выемки проходит небольшое воэвышение магнитного сопротивления, кото рое оказьшается недостаточным, если соседние металлические листы здесь не разделены и поэтому могут принять часть магнитного потока (как это обы но бывает у выштампованных сегментов) . Для изготовления магнитопровода из таких неполностью выштампованных секторов металлическую ленту 1 подают из сматьшающего механизма 6 и направляют между правильными роликами продвигающими металлическую ленту в штамповочный пресс 8 с штамповочным инструментом, который принимает неполностью выштампованные сегменты и направляет отходы в бачок 9. Направляющий лист 10 подает выштампованную металлическую ленту к вращающейся оправке 11 с напряженными пружинами 12 для пазов пакета магнитопровода. При подъеме на оправку 11 выштампованная металлическая лента проходит через прижимной бугель 13, на котором ролики 14 и 15 придают металлической ленте окончательную форму. При этом сектора 2 накладыва ются своими краями 16 друг на друга Образованный таким образом пакет се дечника прессуется и закрепляется обычным образом, а затем в виде закрытого корпуса оборудуется в машийё для литья под давлением статором и обмоткой. Количество секторов в пакете не является целым числом. Данное техническое решение обеспечивает получение магнитопровода с одинаковой толщиной листов в пакете допустимым заданньл смещением листов. Формула изобретения Способ изготовления магнитопроводов электрических машин путем штамповки пазов на металлической ленте, последующей спиральной намотки ее на оправку и опрессовки витков, о т л ичающийс я тем, что, с целью повышения качества изготовляемых магнитопроводов, металлическую ленту штампуют в виде дополняемых к окружности секторов с пазами, отделенных друг от друга через п-ое количество пазов остроугольными вырезами, выполненными в месте расположения пазов и имеивдими округление у вершины. Источники информации, принятые во внимание при экспертизе 1. Патент СССР 301937, кл. Н 02 К 15/02, 31.05.71.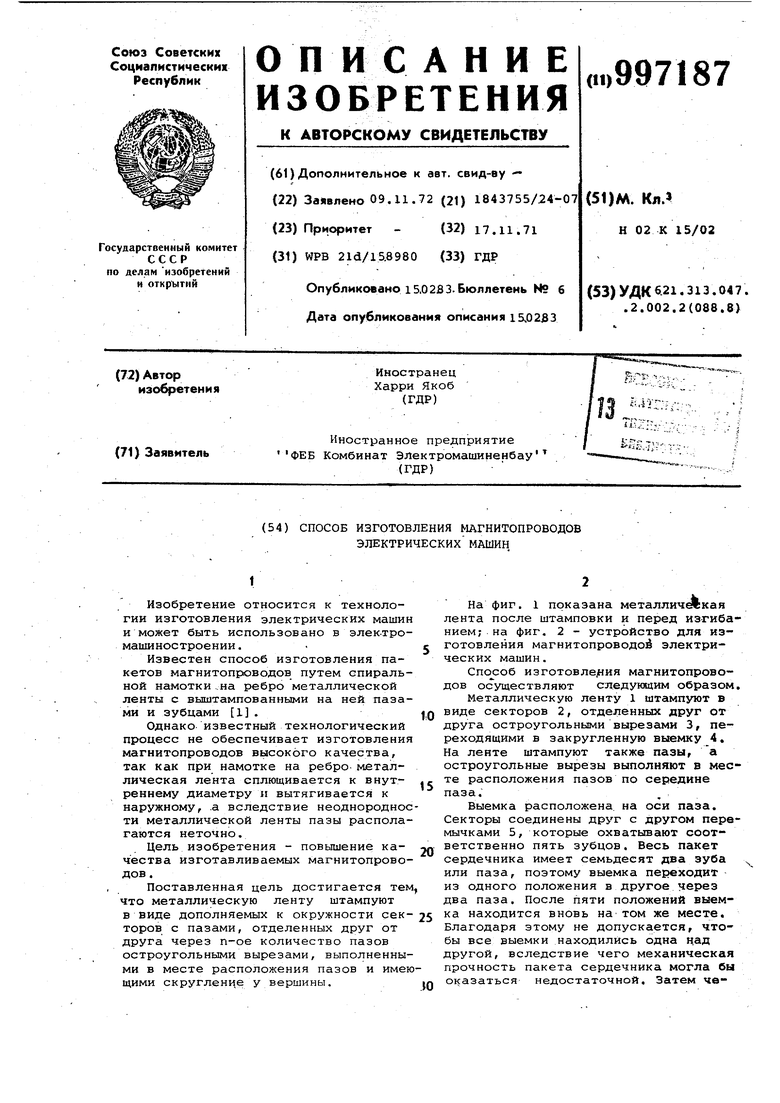
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Магнитопровод электрической машины | 1985 |
|
SU1767617A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Штамповочно-намоточный модуль для изготовления сердечника из штампованной полосы | 1991 |
|
SU1791887A1 |
| Способ изготовления магнитопровода | 1980 |
|
SU1083926A3 |
| Магнитопровод электрической машины | 1981 |
|
SU1022260A1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
