сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1616728A1 |
| Способ горячей прокатки полос на широкополосном стане | 1989 |
|
SU1659141A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ | 2013 |
|
RU2532574C1 |
| Способ регулирования процесса прокатки стальной полосы на непрерывном многоклетевом стане | 1981 |
|
SU995923A1 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ЖЕСТИ | 2008 |
|
RU2371263C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
Изобретение относится к области металлургии, в частности к листопрокатному производству. Цель изобретения является повышение качества холоднокатаной стали путем уменьшения склонности образования поверхностных дефектов. Горячекатаная стальная полоса предназначается преиму- ществественно для последующей холодной прокатки, характеризуется отношением толщины к ширине в пределах 0,0013-0,0086 и имеет выпуклый профиль сечения поверхности верхней и нижней сторон и местные неровности профиля, величину которых устанавливают по зависимостям. 3 табл.
Изобретение относится к области металлургии, в частности к обработке металлов давлением, и совершенствует продукцию листопрокатного производства. Изобретение может быть использовано в металлургии при горячей и холодной прокатке листов, полос, жести из малоуглеродистых, нержавеющих, легированных сталей, а также цветных металлов.
Цель изобретения - повышение качества холоднокатаной стали путем уменьшения г&верхностных дефектов.
Заявляемое техническое решение предназначено преимущественно для использования при производстве холоднокатаных полос и жести, подкатом для которых обычно служат полосы толщиной 2-6 мм, шириной 700-1850 мм. Более тонкие чем 2,0 мм полосы неэффективно прокатывать на широкополосных станах горячей прокатки (снижается производительность стана,
ухудшается качество полос). Значение толщины 6,0 мм ограничено возможностями не- прерывнотравильных агрегатов, в которых подкат толщиной более 6,0 мм не травят. Диапазон ширин полос 700-1850 мм обусловлен диапазоном ширин полос, прокатываемых на широкополосных станах горячей прокатки 1700-2000, т.е. наиболее распространенных типов ШСГП. Используя крайние значения этих диапазонов толщин и ширин горячекатаных полос, находим минимальное и максимальное значения отношения Н/В.
н2
Получаемt н 8
В |мин 6
1500 0,0086,
0,0013 и
|макс 700 Горячекатаная стальная полоса (подкат) в поперечном сечении должна иметь чечеви- цеобразную форму, т.е. выпуклый профиль номинальной поверхности верхней и нижней сторон. При такой форме поперечного
Os
сл о
Ј
сечения абсолютную величину выпуклости устанавливают тем большей, чем толще и шире горячекатаная стальная полоса (подкат). Это требоЬание соответствует условию постоянства радиуса кривизны номинальной поверхности профиля для горячекатаных полос разной ширины.
Эксперименты показали, что абсолютная величина выпуклости д должна быть пропорциональна произведению В2Н. В этом случае выполняется условие сохранения план- шетности полосы в процессе холодной прокатки. Следовательно, абсолютную величину выпуклости д целесообразно представлять в виде следующей зависимости д а + КВ2Н. Представляя это выражение в относительных величинах, получим
+ №2 , п
где д -pj-.
Эксперименты на листовых станах показывают, что коэффициенты а и К находятся в следующих пределах: а 0,01-0,04 мм; К (0,04-0.08)хЮ 3, .
Минимальное значение постоянной а 0,01 в указанном диапазоне обусловлено тем, что даже при минимальном произведении В2Н профиль поперечного сечения горячекатаной стали должен быть выпуклым и величина выпуклости д не должна быть менее 0,02 мм. Соответственно максимальное значение выпуклости для сравнительно узкой и тонкой горячекатаной стали не должно превышать 0,05 мм. Из этого условия получаем верхнее значение постоянной (,04 мм).
Минимальное значение коэффициента К равно 0,04. . Эксперименты показывают, что значение К меньшее 0, принимать нельзя, так как величина выпуклости профиля поперечного сечения горячекатаной полосы оказывается недостаточной для сравнительно широких и толстых полос (при сравнительно больших значениях В2Н). Нельзя поинимать коэффициент К большим 0,08-103,так как возникает опасность получения чрезмерно высокой выпуклости на толстых и широких полосах горячекатаной стали.
Высокое качестве холоднокатаных полос обеспечивается в том случае, когда величина Д(5 местных (локальных) неровностей профиля поперечного сечения горячекатаной стали (подката) не превышает 0,,4 величины выпуклости профиля, т.е. (0,3-0,4) J.
Меньшее значение До 0,3 д горячекатаной стальной полосы достаточно для обеспечения требуемого высокого качества
поверхности и планшетности холоднокатаной листовой стали с I группой отделки поверхности по ГОСТ 9045-80, а также для производства высококачественной холодн.окатан и 1 консервной жести. Величину 0,45 принимают при производстве холоднокатаного листа II и более низких групп отделки поверхности по ГОСТ 9045-80 и ГОСТ 16523-70, а также при производстве
0 разной жести. Использование горячекатаной стальндй полосы с локальными неровностями большими 0,4 о недопустимо, так как в этом случае возможно получение брака.
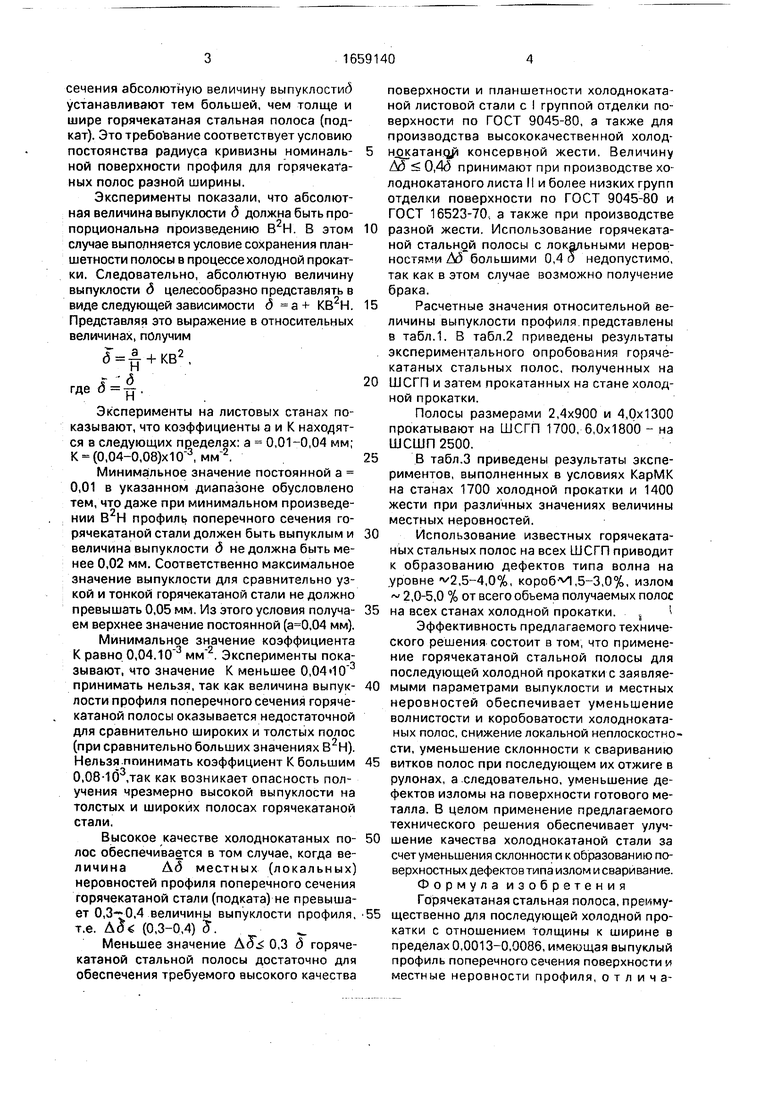
5Расчетные значения относительной величины выпуклости профиля представлены в табл.1. В табл.2 приведены результаты экспериментального опробования горячекатаных стальных полос, полученных на
0 ШСГП и затем прокатанных на стане холодной прокатки.
Полосы размерами 2,4x900 и 4,0x1300 прокатывают на ШСГП 1700. 6,0x1800 - на ШСШП 2500.
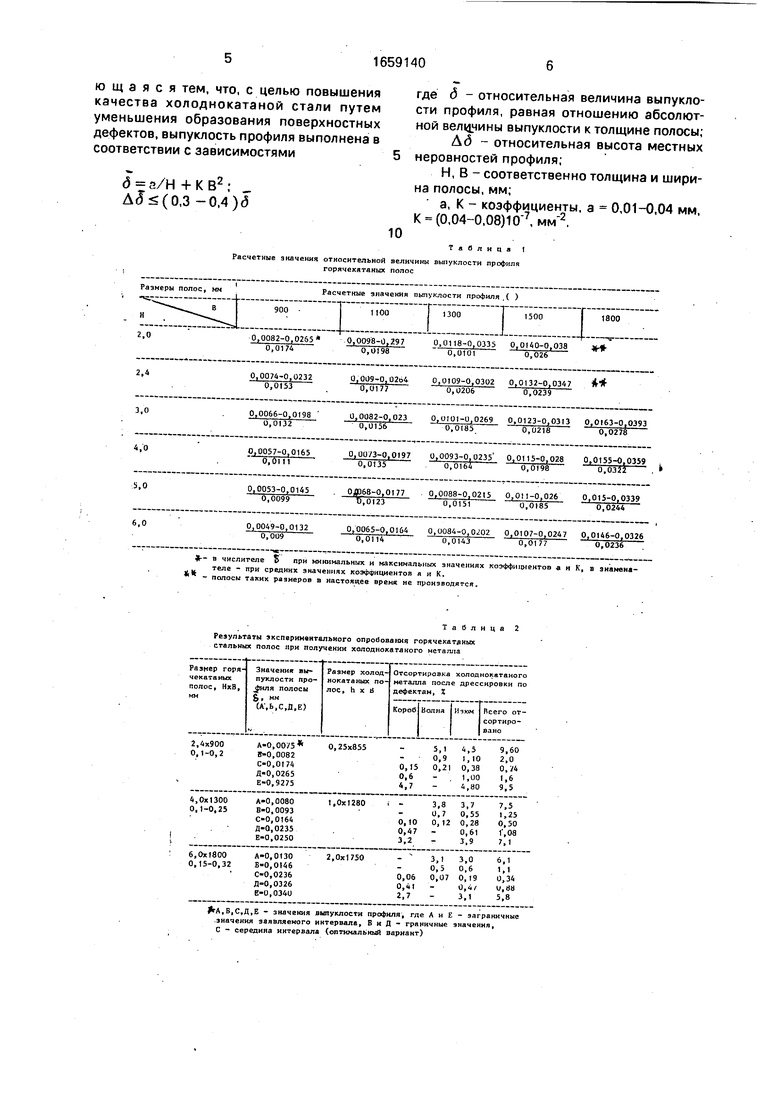
5В табл.3 приведены результаты экспериментов, выполненных в условиях КарМК на станах 1700 холодной прокатки и 1400 жести при различных значениях величины местных неровностей.
0 Использование известных горячекатаных стальных полос на всех ШСГП приводит к образованию дефектов типа волна на уровне 2,5-4,0%, короб,5-3,0%, излом 2,0-5,0 % от всего объема получаемых полос
5 на всех станах холодной прокатки. t ( Эффективность предлагаемого технического решения состоит в том, что применение горячекатаной стальной полосы для последующей холодной прокатки с заявляе0 мыми параметрами выпуклости и местных неровностей обеспечивает уменьшение волнистости и коробоватости холоднокатаных полос, снижение локальной неплоскостности, уменьшение склонности к свариванию
5 витков полос при последующем их отжиге в рулонах, а следовательно, уменьшение дефектов изломы на поверхности готового металла. В целом применение предлагаемого технического решения обеспечивает улуч0 шение качества холоднокатаной стали за счет уменьшения склонности к образованию поверхностных дефектов типа излом и сваривание. Формула изобретения Горячекатаная стальная полоса, преиму5 щественно для последующей холодной прокатки с отношением толщины к ширине в пределах0,0013-0,0086, имеющая выпуклый профиль поперечного сечения поверхности и местные неровности профиля, о т л и ч аю щ а я с я тем, что, с целью повышения качества холоднокатаной стали путем уменьшения образования поверхностных дефектов, выпуклость профиля выполнена в соответствии с зависимостями
6 а/И + К В2 ; ДЈ(0,3 -0,4) д
Расчетные значения относительной величины выпуклости профиля горячекатаных полос
к. К
- полосы таких размеров в настоящее время не производятся,
Результаты экспериментального опробования горячекатаных стальных полос при получении холоднокатаного металла
,В,С, - значения выпуклости профиля, где А и Е - заграничные .значения заявляемого интервала, Б и Д - граничные значения, С - середина интервала (оптимальный вариант)
где д - относительная величина выпуклости профиля, равная отношению абсолютной величины выпуклости к толщине полосы; - относительная высота местных неровностей профиля;
Н, В - соответственно толщина и ширина полосы, мм;
а, К - коэффициенты, а 0,01-0,04 мм,
К (0,04-0,08), .
Таблице 1
Таблица 2
Результаты холодной прокатки полос с различной исходной величиной местных локальных утолщений
.0x1300 ,2x1280
0,0208 0,0208 0,0208
0,0175 0,0175 0,0187
0,2-0,3
0,05 0-0,015
° 3-° А ,02
0,4-0,5
0-0,2 0,15-0,29
0,05
0,02-0,025
0,07 0-0,015
0,07
U,01-0,02
° 27-° 40о оТоГ
0,0163 0,38-0,54 g%
в числителе - горячекатаных полос, в знаменателе - холоднокатаных,
- в числителе - абсолютная величина выпуклости, в знаменателе - абсолютная величина местных неровностей.
Таблица 3
5
1320,45/0,34
1270,93/0,73
| Development of Rolling Technology for Improving Profile and Hatness / Mijake loshl, lanita, I KUO, Hamada Kellchl et al | |||
| - Kawasaki Steel Techn | |||
| Rept, 1985, № 12, p | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
