Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производ - стве для получения полос на широкополосном стане горячей прокатки.
Целью изобретения является повышение качества заготовки путем стабилизации величины выпуклости сечения в диапазоне 0,02-0,05 мм.
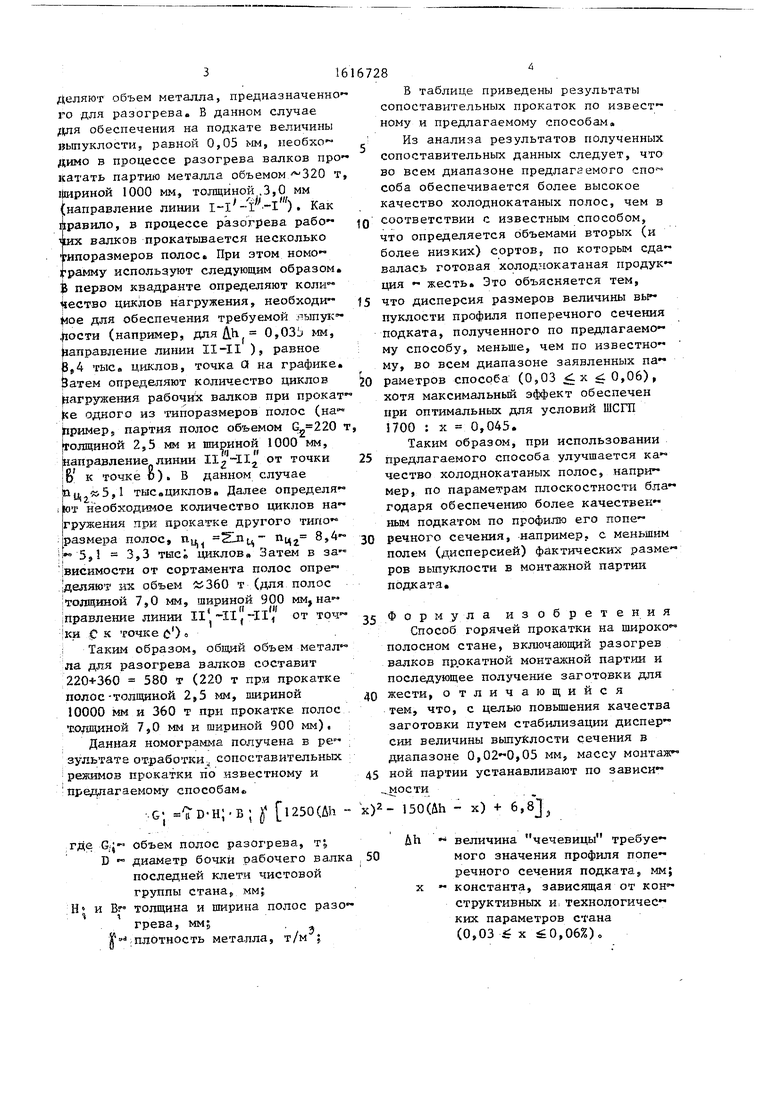
На чертеже изображена номограмма,, поясняющая предлагаемый способ.
Для условий ШСГП 1700 способ может быть реализован в соответствии со следующей номограммой (см.чертеж), полученной в соответствии с предло-
жеиной в способе закономерностью (при величине х 0,045). Пользовать- .ся ею можно следующим образом. По требуемой величине выпуклости профиля поперечного сечения (например, Ah 0,05 мм) определяют необходимое количество циклов нагружения рабочих валков последней клети, которое рав- но л/6,1 тыс. циклов (направление .линии I-l , первый квадрант) в Далее в зависимости от толщины полос, пред назначенных для разогрева (второй квадрант, цифры у кривых), и их ширины (третий квадрант, цифры у кривых, направление линии ) опре
«
го
00.
деляют объем металла, предназначенно го для разогрева. В данном случае для обеспечения на подкате величины выпуклости, равной 0,05 f-m, необхо- димо в процессе разогрева валков про катать партию металла объемомГ 320 т, 1|шриной 1000 мм, толщиной 3,0 мм (направление линии I-I -1 - ) Как правило, в процессе разогрева рабо 0 валков прокатьшается несколько типоразмеров полос При этом номо рамму используют следующим образом Ь первом квадранте определяют ество циклов нагружения, необходи ое для обеспечения требуемой йыпу1с ,ости (например, дляДН| 0,035 мм, вправление линии II-II ), равное IB,4 тыс. циклов, точка а на графике атем определяют количество циклов Иагружения рабочих валков при прокат- е одного из типоразмеров полос (на jnpHMeps партия полос объемом т, толщиной 2 5 5 мм и шириной 1000 мм, направление линии II2-II2 о точки 16 к точке и) . В данном случае Ьц «5,1 тысоцикловв Далее определи-- i toT необходимое количество циклов на гружения при прокатке другого типо размера полос, Пц 21пц- Иц 8,4 JQ
, 5,1 3,3 тшс; циклов Затем в за IBHCHMOCTH от сортамента полос деляют их объем 36Q т (для полос ;толщиной 7,0 мм, шириной 900 мм, на- Управление линии ,II, от точ- 5 ки С к точке с ) в
; Таким образом, обхдий объем метал ла для разогрева валков составит 220+360 580 т (220 т при прокатке полос-толпданой 2,5 мм, шириной 10000 мм и 360 т при прокатке полос Еолщиной 7,0 ММ И шириной 900 мм) в
Данная номограмма получена в ре. зультата отработки сопоставительных режимов прокатки по известному и предлагаемому способам
1616728
В таблице приведены результаты сопоставительных прокаток по извест ному и предлагаемому способам.
Из анализа результатов полученных сопоставительных данных следует, что во всем диапазоне предлагаемого спо соба обеспечивается более высокое качество холоднокатаных полос, чем в соответствии с известным способом, что определяется объемами вторых (и более низких) сортов, по которым сдавалась готовая холоднокатаная продук ция - жесть Это объясняется тем, что дисперсия размеров величины вы пуклости профиля поперечного сечения подката, полученного по предлагаемо му способу, меньше, чем по известно му, во всем диапазоне заявленных па раметров способа (0,03 х 0,06), хотя максимальный эффект обеспечен при оптимальных для условий ШСГП 1700 : X 0,045
Таким образом, при использовании предлагаемого способа улучшается качество холоднокатаных полос, напри мер, по параметрам плоскостности благодаря обеспечению более качествен ным подкатом по профилю его попе речного сечения, например, с меньшим полем (дисперсией) фактических размеров вьшуклости в монтажной партии подката
15
0
25
Формула изобретения
Способ горячей прокатки на широко полосном стане, включающий разогрев валков пр.окатной монтажной партии и последующее получение заготовки для жести, отличающийся тем, что, с целью повьш1ения качества заготовки путем стабилизации диспер сии величины вьшуКлости сечения в диапазоне 0,,05 мм, массу монтаж 45 ной партии устанавливают по зависи мости
40
.G 7В-Н; Б; l250(uh - х)- 150(Uh - к) + 6,8,,
5
Формула изобретения
Способ горячей прокатки на широко полосном стане, включающий разогрев валков пр.окатной монтажной партии и последующее получение заготовки для жести, отличающийся тем, что, с целью повьш1ения качества заготовки путем стабилизации диспер сии величины вьшуКлости сечения в диапазоне 0,,05 мм, массу монтаж 45 ной партии устанавливают по зависи мости
40

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ подготовки рабочих валков широкополосного стана горячей прокатки | 1988 |
|
SU1600881A1 |
| Способ горячей прокатки полос | 1989 |
|
SU1764723A1 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1690873A1 |
| Горячекатаная стальная полоса | 1989 |
|
SU1659140A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Способ профилирования валков для прокатки стальных полос | 1986 |
|
SU1397107A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1687315A1 |
Изобретение относится к листопрокатному производству и может быть использовано при горячей прокатке полос на широкополосном стане. Цель изобретения - повышение качества заготовки путем стабилизации величины выпуклости профиля поперечного сечения в диапазоне 0,02-0,05 мм. Для этого в способе горячей прокатки полос, включающем прокатку полос с разделением на объем полос, используемых для разогрева валков, и объем полос, идущих в качестве подката для холоднокатаного передела, величина объема полос разогрева, определяемая количеством циклов нагружения рабочих валков последней клети чистовой группы стана, устанавливается от требуемых значений величины выпуклости поперечного сечения подката и определяется по зависимости. 1 ил., 1 табл.
G;J объем полос разогрева.
G:,
D
т-5
диаметр бочки рабочего валка последней клети чистовой группы стана, мм; и Bf толщина и ширина полос разо
грева, мм; f : плотность мета.лла,
т/м
Ah 0
X
величина чечевицы требуе мого значения профиля попе речного сечения подката, мм; константа, зависящая от кон структивных И| технологичес ких параметров стана
(0,03 -ё X 0,06%),
1616728
Результаты сопоставительных прокатов по известному (И) н предлагаемому (П) спосовам при получ яй подката жести на ШСГП 1700 из стали 08 кп размером 2,2 х 910 мм
Примечани .е. 31 средние значения по результатам наблюдений 128 случаев прокатки
Редактор;Е«Копча
Составитель:В.Зисельман
Техред М.Дидьж Корректор Т.Малец
Заказ А085
Тираж 413
ВНЮШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Чернов;П П | |||
| и др | |||
| Сталь, 1986, № 6, .с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Коновалов. | |||
| и др | |||
| Получение подката требуемого поперечного профиля для производства жести | |||
| - Сталь, 1986, № 4, ;с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
