Известны способы автоматического регулирования величины межэлектродного промежутка при электроэрозионной обработке по току или напряжению рабочего генератора электрических импульсов.
Предлагаемый способ отличается от известных тем, что на межэлектродный промежуток параллельно рабочему генератору включают в той же полярности вспомогательный генератор импульсов повышенной частоты, не связанный с рабочим генератором по току, и регулирование величины межэлектродного промежутка осуществляют по среднему рабочему току вспомогательного генератора (сигнал-генератора). Это позволяет поддерживать заданную величину межэлектродного промежутка независимо от электрических параметров рабочего генератора.
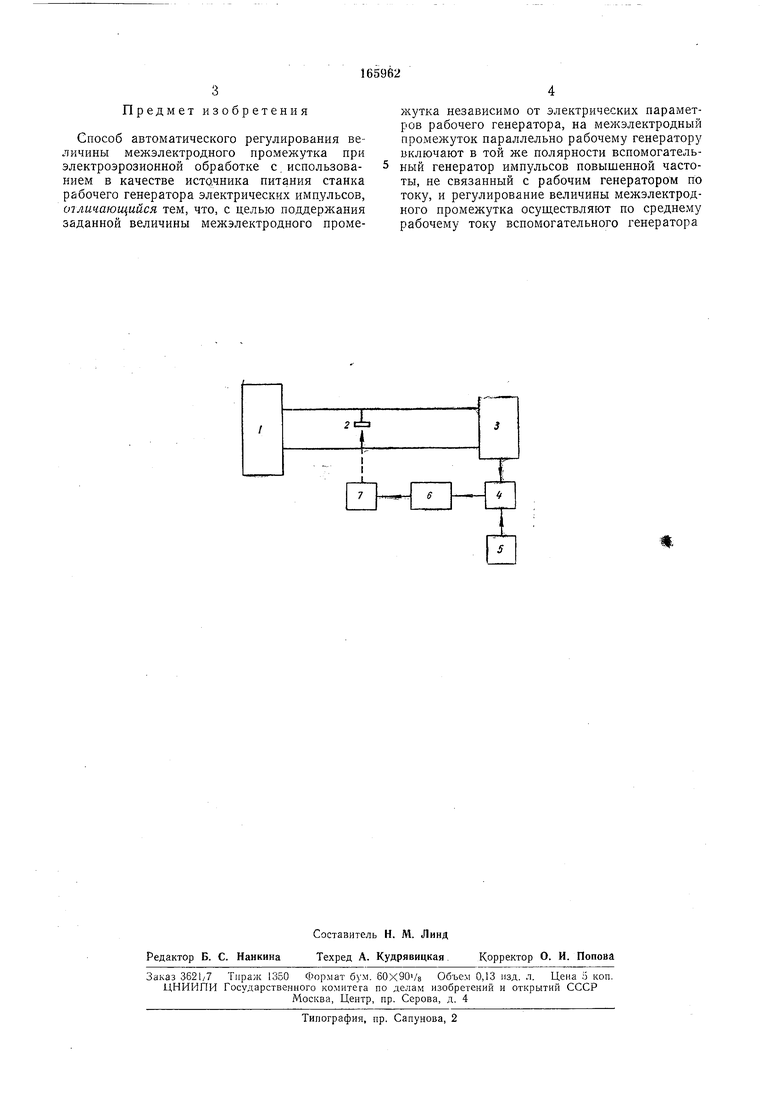
На чертеже изображена структурная схема следящей системы, с помощью которой осуществляется описываемый способ.
Параллельно рабочему генератору импульсов / на эрозионный промежуток 2 включают в той же полярности вспомогательный генератор 3. На измеритель рассогласования 4 поступает эталонный сигнал с датчика 5 и сигнал, пропорциональный среднему рабочему току вспомогательного генератора 3. Сигнал ощибки с измерителя рассогласования 4 поступает на усилитель мощности 6 и на
исполнительное устройство 7, осуществляющее рабочее перемещение электрода-инструмента. В качестве сигнал-генератора молсет применяться любой генератор импульсов, используемый для электроискровой и электроимпульсной обработки, отвечающий нижеперечисленным требованиям:
а)средний рабочий ток в разрядном контуре сигнал-генератора должен быть фуикционально зависим от величины эрозионного промежутка в пределах его допустимой величины;
б)частота следования импульсов сигналгенератора должна быть возможно более высокой по сравнению с частотой рабочего генератора.
Разрядные цепи сигнал-генератора и рабочего генератора должны быть не связаны по току.
Прохождение через эрозионный промежуток импульсов рабочего генератора равнозначно коротким замыканиям вспомогательного генератора. Зависимость среднего тока вспомогательного генератора от величины промел утка
при параллельной работе с рабочим генератором несколько отличается от той же зависимости для вспомогательного генератора, работающего в одиночку. Поэтому после включения на промежуток рабочего генератора
3 Предмет изобретения
Способ автоматического регулирования величины межэлектродного промежутка при электроэрозионной обработке с, использованием в качестве источника питания станка рабочего генератора электрических импульсов, отличающийся тем, что, с целью по.ддержания заданной величины межэлектродного промежутка независимо от электрических параметров рабочего генератора, на межэлектродный промежуток параллельно рабочему генератору включают в той же полярности вспомогательный генератор импульсов повышенной частоты, не связанный с рабочим генератором по току, и регулирование величины межэлектродного промежутка осуществляют по среднему рабочему току вспомогательного генератора
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Устройство для электроэрозионной обработки | 1980 |
|
SU952497A1 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Генератор импульсов для электроэрозионной обработки | 1978 |
|
SU772780A1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Программноуправляемый электроэрозионный станок | 1978 |
|
SU751548A1 |
| Устройство для электроэрозионной приработки зубчатых колес | 1989 |
|
SU1713765A1 |
| Импульсное устройство высокой частоты для электроэрозионной обработки металлов | 1960 |
|
SU136161A1 |