Изобретение относится к весоизмерительной технике.
Цель изобретения - повышение точности.
Способ весового порционного дозирования сыпучих материалов заключается в следующем.
Перед началом дозирования задают первый сигнал, величина которого соответствует величине требуемой дозе материала, и второй Сигнал, величина которого соответствует части дозы, например, 80-90% от ее значения.
Дозирование начинают включением питателя на максимальную производительность с помощью весоизмерительной системы следят за изменением количества материала в емкости дозатора.
Одновременно грузоприемному устройству (емкость) неконтактным способом сообщают вынужденные гармонические колебания с заданной частотой.
Синфазно с вынужденными колебаниями формируют две последовательности стробирующих импульсов, длительность которых равна полупериоду вынужденных колебаний,
Третий сигнал - сигнал весоизмерительной системы, пропорциональный массе материала, на которой наложена гармонио сл ю
VI
.N о
ческая составляющая от вынужденных колебаний грузоприемного устройства, сравнивается с первым и вторым сигналами.
В периоды времени между двумя последовательными моментами равенства третьего и второго или третьего и первого сигналов вырабатываются отсчетные сигна- /|ы. Производят измерение длительности тих сигналов, сравнивают длительность от- Счетного сигнала с длительностью стробиру- Ющего импульса первой последовательности, а отрезок времени между двумя последовательными отсчетными сигналами сравнивают с длительностью стробирующего импульса второй последовательности, а команды на снижение производительности и на остановку питателя подают в моменты времени, когда длительность отсчетного сигнала станет не меньше длительности стробирующего импульса первой последовательности, а длительность интервала времени между отсчетными сигналами будет не больше длительности стробирующего импульса второй последовательности.
Фазу первого стробирующего импульса сдвигают на угол, который определяют из выражения
где р- угол фазового сдвига;
- частота вынужденных колебаний; (Ус -частота свободных колебаний грузоприемного устройства.
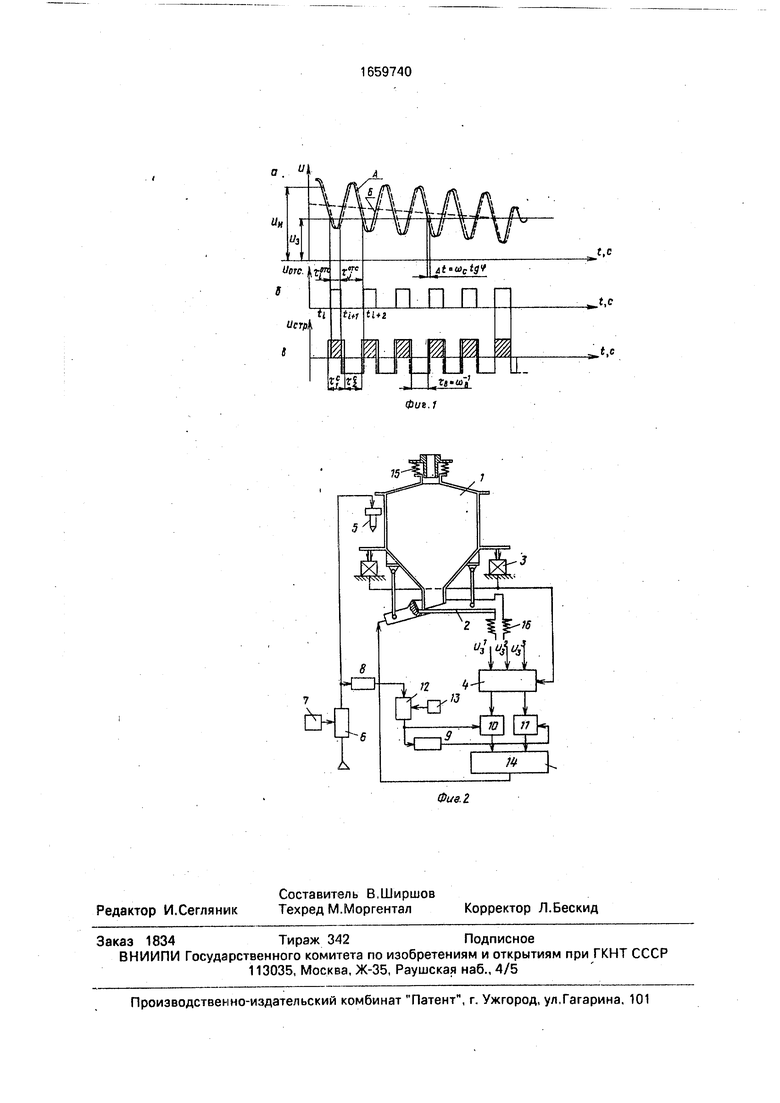
На фиг. 1 представлены графики, поясняющие предлагаемый способ; на фиг. 1 - схема устройства дозирования, в котором реализуется этот способ.
Способ с одинаковым успехом может быть использован как при запуске материа- ла-в грузоприемное устройство, так и при выгрузке из него.
При разгрузке емкости дозатора с помощью питателя, ей придают вынужденные гармонические колебания. При этом весоизмерительное устройство формирует сигнал содержащий переменную составляющую (кривая А на фиг. 1а) от вынужденных колебаний и плавно убывающую составляющую (кривая Б), которая соответствует массе материала в емкости.
По мере выгрузки материала уровень сигнала весоизмерительного устройства (сигнал Уи) снижается и приближается к заданной величине (сигнал У3).
За счет составляющей А измеряемого сигнала Уи при пересечении заданного уровня Уз формируют отсчетный сигнал, тртс ,который удерживается в время,
пока величина заданного уровни сигнала превышает измеренный (1)3 - Уи 0),
При Уз - Уи 0 отсчетный сигнал пропадает.
По мере приближения плавной составляющей (кривая Б) к уровню Уз длительность отсчетного сигнала ti возрастает, а
интервал т|тс tn- 2 - ti+ 1 уменьшается (гра- фик1б).
Синфазное переменной составляющей, формируемой возбудителем вынужденных колебаний, формируются две последовательности, стробирующих импульса (фиг. 1в), соответствующих по длительности полупериоду вынужденных колебаний.
Строб-импульсы с первой последовательности сравнивается по длительности с отсчегным сигнапом, а второй последовательности - с интервалом времени между отсчетными сигналами.
С. момента пересечения прямой уровня Уз выполняется условие, что длительность отсчетного сигнала оказывается больше или равной полупериоду вынужденных колебаний, а интервал между отсчетными сигналами равен или меньше полупериода вынужденных колебаний
При выполнении этого условия процесс формирования массы порции материала заканчивается
Уставкой величины У3 обеспечивается ограничение величины порции по массе, а заданием нескольких уставок способ позволяет обеспечить порционное дозирование порций с массой, пропорциональных интервалу между уставками.
Наложенные на грузоприемный механизм вынужденные колебания из-за сим- метри«ности деформации упругих соединений уппотнительных приспособлений позволяют снизить влияние сил трения и г истерезиса на точность измерения Величина сил релаксации в уплотнительных соединениях приводит к существенному изменению амплитуды колебаний, но несущественно влияет на период вынужденных колебаний, в частности, это сказывается на величине фазовог о сдвига колебаний грузоприемного механизма относительно фазы колебаний возбудители.
Вводимая, в соответствии с предложенным способом, коррекция начальной фазы первого строб-импульса, величина которо- го определяется, в основном, соотношени- ем периодов (частот) вынужденных и свободных колебаний грузоприемного механизма, предусматривает возможность учета ошибки фазы периода вынужденных колебании грузоприемного механизма, со5
0
5
0
5
0
5
0
здаваемую уплотнительными.приспособлениями.
Устройство для реализации способа содержит (фиг. 2) расходную емкость 1, питатель 2, весоизмерительные тензодатчики 3, компаратор 4, неконтактный возбудитель вынужденных колебаний - пневматическое сопло 5, формирователь 6 гармонических пневмоимпульсов, управляемый генератор 7 гармонических частот, формирователь 8 строб импульсов, инвертор 9, схемы 10 и 11 совпадения, блок задержки 12 с задатчиком уставки 13, блок 14 управления.
Изоляция рабочего помещения от проникновения в него дозируемого материала осуществляется уплотнителями 15 и 16.
Устройство работает следующим образом,
При выгрузке материала из емкости 1 с помощью питателя 2 на емкость 1 с тензо- датчиками 3 воздействует давление струи воздуха из сопла 5, величина которого изменяется с заданной генератором 7 частотой.
При этом на плавно изменяющийся сигнал тензодатчика 3, пропорциональный массе материала в емкости 1, налагается периодический сигнал, пропорциональный давлению струи воздуха из сопла 5.
По мере выгрузки материала из буккера 1 сигнал тензодатчиков 3 уменьшается и при снижении его до уровня U3 периодически срабатываю компаратор А, формируя отсчетные сигналы ня схемы совпадения 10 и 11.
Если длительность сигналов на выходах компаратора 4 не соответствует длительности- стробирующих импульсов, поступающих с преобразователя 8, разгрузка осуществляется с установленной на блоке 14 управления производительностью. При совпадении длительностей отсчетных и сигналов и строб-импульсов, блок управления 14 вырабатывает сигнал на коррекцию (уменьшение) производительности питателя 2. При аналогичном срабатывании компа- ратора 4 и схем 10 и 11 совпадения по заданному уровню сигнала дозы Us питатель 2 отключается.
Таким образом, способ предусматривает сопровождение процесса выгрузки мате- риала колебаниями грузоприемного устройства с заданным периодом вынужденных колебаний, а не в режиме, близком к статическому, особенно при тонкой подаче материала. Кроме того, двухфакторное условие оценки достижения заданного уровня нагрузки на весоизмерительную систему повышает ее метрологическую надежность.
Формула изобретения
1.Способ весового порционного дозирования сыпучих материалов, заключающийся в том, что задают первый сигнал, соответствующий дозе материала, и второй сигнал, соответствующий части дозы материала, включают питатель на полную производительность, следят за изменением массы материала в грузоприемном устройстве и вырабатывают третий сигнал, пропорциональный массе сдозированного материала, сравнивают третий сигнал с вторым и первым сигналами и вырабатывают команды на снижение производительности питания и его остановку, отличающийся тем, что, с целью повышения точности, грузо- приемному устройству неконтактным способом сообщают вынужденные гар монические колебания заданной частоты, синфазно с которыми формируют первую и вторую последовательности стробирующих импульсов с длительностью каждого импульса-, равной полупериоду вынужденных колебаний, в периоды времени между двумя последовательными моментами равенства третьего сигнала, на который наложены вынужденные колебания, сравниваемому с ним второму или первому сигналу, вырабатывают отсчетные сигналы и измеряют их длительность, сравнивают длительность отсчетного сигнала с длительностью стробирующсго импульса первой последовательности, а отрезок времени между двумя последовательными от- счетными сигналами сравнивают с длительностью стробирующего импульса второй последовательности, а команды на снижение производительности и остановку. питателя подают в момент времени, когда длительность отсчетного сигнала станет не меньше длительности стробирующего импульса первой последовательности, а длительность интервала времени между отсчетными сигналами будет не больше длительности стробирующего импульса второй последовательности.
2.Способ по п. 1, отличающийся тем. что начальную фазу первого стробирующего импульса сдвигают на угол, определяемый из выражения:
УВ
Ъ9 Ј
где ф- угол фазового сдвига первого стробирующего импульса;
-частота вынужденных колебаний; частота свободных колебаний грузоприемного устройства.
Ле
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования сыпучего материала | 1983 |
|
SU1137328A1 |
| Устройство для управления процессом порционного дозирования сыпучих материалов | 1991 |
|
SU1833844A1 |
| Дозатор | 1983 |
|
SU1117456A1 |
| Способ весового порционного дозирования и устройство для его осуществления | 1990 |
|
SU1755058A1 |
| Устройство управления весовым дискретным дозированием сыпучих материалов | 1986 |
|
SU1425463A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАССЫ НЕТТО | 1990 |
|
RU2036440C1 |
| Весовой порционный дозатор | 1985 |
|
SU1318798A1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТЕХНИЧЕСКИ ОПТИМАЛЬНЫМ УГЛОМ НАКЛОНА НЕПОДВИЖНОЙ НАПРАВЛЯЮЩЕЙ ПОВЕРХНОСТИ ДВИЖЕНИЯ ВЗВЕШИВАЕМОЙ И ДОЗИРУЕМОЙ СЫПУЧЕЙ СМЕСИ САМОТЕКОМ ЗА СЧЕТ СИЛЫ ЗЕМНОГО ТЯГОТЕНИЯ ПРИ ПРИГОТОВЛЕНИИ И РАЗДАЧЕ КОРМОВ И КОРМОВЫХ СМЕСЕЙ В ЖИВОТНОВОДСТВЕ И ПТИЦЕВОДСТВЕ | 2014 |
|
RU2597437C2 |
| Способ весового дозирования сыпучих материалов и дозатор сыпучих материалов | 1987 |
|
SU1516792A1 |
| Измеритель активной мощности | 1979 |
|
SU864160A1 |
Изобретение относится к весоизмерительной технике и позволяет повысить точность дозирования. Грузоприемному устройству во время дозирования сообщают неконтактным способом, например с помощью пневмосопла, вынужденные гармонические колебания заданной частоты. Синфазно с вынужденными колебаниями формируют две последовательности стро- бирующих импульсов, длительность которых равна полупериоду вынужденных колебаний. Сигнал весоизмерительной системы сравнивается с сигналами задания дозы и части дозы. В периоды времени между двумя моментами равенства сигнала весоизмерительной системы заданному сигналу вырабатываются отсчетные сигналы, длительность которых измеряют и сравнивают с длительностью строб-импульсов. Если длительность отсчетного сигнала не менее длительности строб-импульса первой последовательности, а длительность интервала между отсчетными сигналами будет не больше длительности строб-импульса второй последовательности, вырабатывают сигнал на корректировку производительности питателя . 1з. п, ф -лы, 2ил . сл с
| Способ автоматического взвешивания сыпучих материалов и устройство для его осуществления | 1981 |
|
SU987401A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ весового дозирования сыпучих материалов | 1985 |
|
SU1307241A1 |
