Изобретение относится к прокатному производству, в частности к подготовке про катных валков перед завалкой в клети.
Цель изобретения - улучшение качества и ускорение процесса тепловой подготовки валков.
Пример . Вываленные прокатные валки из чистовой клети VIII стана 2000 имеют температуру середины бочки 75-77°С, температуру края бочки 46-48°С. Валки помещают в установку для тепловой подготовки валков. Первый этап - мойка валков - продолжается 15 мин. На этом этапе используется горячая вода с температурой 80- 85°С.
Второй этап - выравнивание теплового профиля валков-длился 1,5ч. Используется
теплая вода с температурой 36-38°С (если валки имеют более высокую температуру, то необходимо на этапе охлаждения валков использовать воду с температурой до 45- 48°С).
Этап подогрева валков перед завалкой в клеть длился 1,5 ч. Используется горячая вода с температурой 80-85°С. В результате нагрева получают необходимый завалочный профиль валков. Данные опытной проверки показывают, что подготовленный таким образом валок соответствует технологическим требованиям. В процессе мойки, когда происходит мягкое выравнивание температуры по длине бочки и небольшое (5-10°С) уменьшение ее максимальной температуры, уровень тангенциальных напряжений в приOs
о о VI
vj 45
поверхностных слоях валков не превышает 5-15 МПа.
В табл. 1 представлены значения тангенциальных напряжений егц.ц в теле валка (МПа), на поверхности и глубине-до 105 мм, от поверхности. Расчет производится при охлаждении водой с температурой 20°С, время охлаждения до 10 мин, Максимальная температура в середине бочки вываленного из клети валка 95°С.
В табя. 2 представлены аналогичные значения, только температура поверхности вываленного из клети валка составляет 80°С.
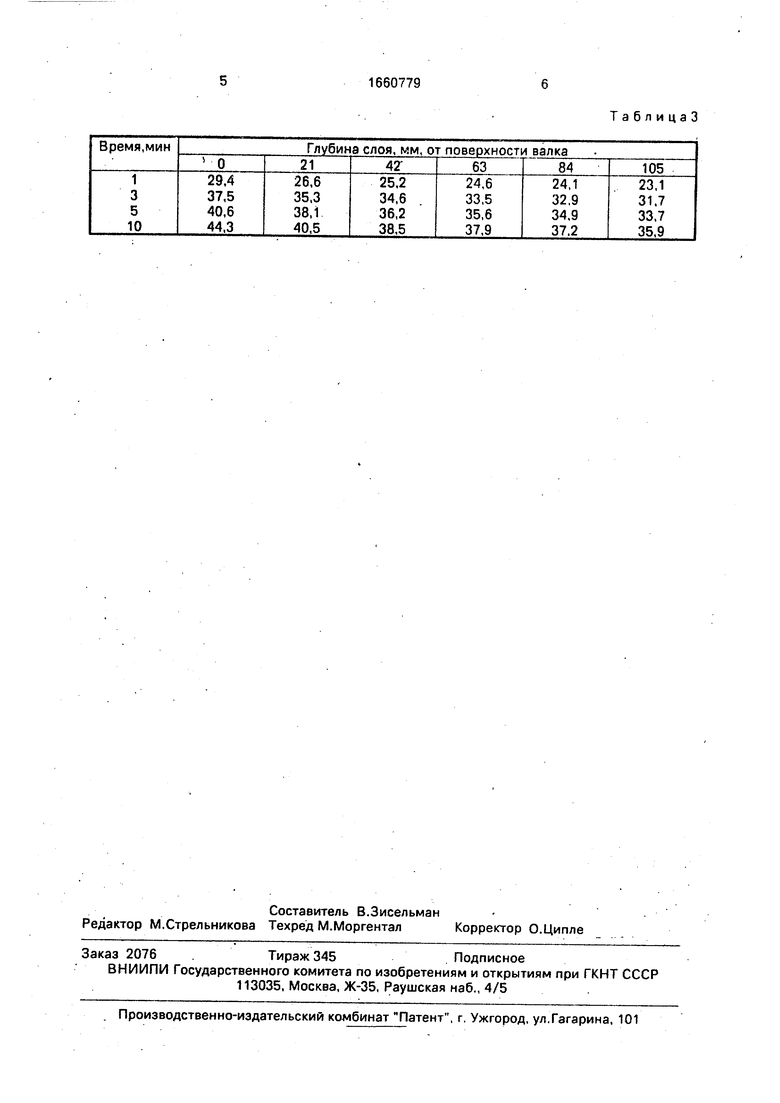
В табл. 3 представлены результаты значений тангенциальных напряжений при охлаждении валка с начальной до максимальной температуры 95°С (вариант 1), однако валок подвергается мойке 8 мин (происходит частичное выравнивание температур по длине и сечению бочки, а также уменьшение максимальной температуры).
Из приведенных данных следует, что процесс мойки валков благоприятнейшим образом сказывается на последующем этапе - охлаждении. Термонапряжения значительно уменьшаются и не выходят за допустимые пределы прочности.
Мойка валка способствует более эффективному охлаждению и быстрому уменьшению тепловой выпуклости валка. Что касается общих затрат времени, то расчеты
на ЭВМ показывают, чтобы получить валок с тепловой выпуклостью 78 мкм, не прибегая к мойке, требуется 35 мин на охлаждение против 26 мин по предлагаемому
способу, т.е операция мойки сокращает процесс охлаждения и выравнивания теплового профиля валка (снятия тепловой выпуклости).
Таким образом, последовательность
технологических операций - мойка, а затем охлаждение - способствует как ускорению процесса подготовки валков, так и повышению качества их подготовки.
Способ тепловой подготовки прокатных валков к эксплуатации позволяет повысить производительность станов за счет сокращения времени стабилизации теплового профиля валков после завалки их в клеть, улучшить качество полосы за счет
уменьшения выхода II сорта металла, повысить стойкость валков.
Формула изобретения Способ тепловой подготовки прокатных валков, включающий охлаждение валков
жидкостью, перешлифовку и разогрев жидкостью перед последующей эксплуатацией, отличающийся тем, что, с целью улучшения качества и ускорения процесса подготовки путем интенсификации теплообмена, перед охлаждением валки обрабатывают моющим раствором и все операции осуществляют в одной ванне
Таблица t

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕПЛОВОЙ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ | 1993 |
|
RU2065334C1 |
| Способ эксплуатации прокатных валков | 1990 |
|
SU1764727A1 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1993 |
|
RU2021048C1 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1989 |
|
RU2095167C1 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1989 |
|
RU2095168C1 |
| Способ подготовки прокатных валков к эксплуатации | 1986 |
|
SU1419773A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННЫХ РАБОЧИХ ВАЛКОВ | 2013 |
|
RU2533471C1 |
| Способ автоматизированной термической подготовки прокатных валков | 1987 |
|
SU1514801A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| Способ подготовки рабочих валков для холодной прокатки | 1984 |
|
SU1251990A1 |
Изобретение относится к прокатному производству, в частности к подготовке прокатных валков перед завалкой в клети. Цель изобретения - улучшение качества и ускорение процесса подготовки. Прокатные валки после вывалки из клети обрабатывают моющим раствором, охлаждают, шлифуют и перед завалкой в клеть подогревают. Все операции производятся на одной установке. 3 табл.
Таблица2
ТаблицаЗ
| Трейгер Е.И | |||
| и Приходько В.П | |||
| Повышение качества и эксплуатационной стойкости валков листовых станов | |||
| М.: Металлургия, 1988, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Авторское свидетельство СССР N: 923853, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
