Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых профилей на профилегибочных станах, с применением наложения одной заготовки на другую в процессе профилирования,
Цель изобретения - сокращение коли чества технологических проходов и расширение технологических возможностей за счет изготовления профилей одинаковой конфигурации.
На чертеже изображена схема формообразования швеллерных профилей. ,
Перед формообразованием профилей отдельные листовые заготовки размещают на разных уровнях по обе стороны от плоскости профилирования.
При изготовлении двух швеллеров из двух плоских заготовок 1 и 2, в первом формующем проходе производят подгибку полок 3 будущих профилей путем смешения их центральных участков в направлении плоскости профилирования до наложения друг на друга. Подгибку полок 3 каждого профиля осуществляют в разные стороны относительно плоскости профилирования Х-Х, в которой выдерживаются наложенные друг на друга заготовки стенки 4 будущих профилей. Для возможности одновременной подгибки полок, предупреждения смятия кромок профилей при их разъединении для подгибки, наложение одной заготовки на другую производят в первом формующем проходе одновременно с подгибкой полок обоих профилей.
При этом заготовки 1 и 2 из исходных плоскостей соответственно Xi-Xi и Х2-Х2, удаленных от плоскости профилирования Х-Х на расстояние, равное высоте формовки в первом проходе Vi, сводятся в калибре валков стенками будущих профилей и соприкасаются в плоскости Х-Х. В последующих технологических переходах производится одновременно подгибка по«
Ё
О
о о
v| 00
ч
лок обоих профилей в разные стороны относительно наложенных в плоскости Х-Х друг на друга стенок 5 и 6 профилей. При этом наложенные друг на друга стенки профилей взаимодействуют между собой. После подгибки полок на заданные углы производится разделение упомянутых профилей по длине.
Следует отметить, что для упрощения формы и уменьшения габаритов валков в первом задающем проходе расстояние между плоскостью профилирования Х-Х и плоскостями размещения заготовок Xi-Xi и Ха-Ха выдерживается равным соответственно высоте формовки профилей в первом формующем проходе.
Предлагаемый способ может быть реализован при формообразовании профилей в валках профилегибочного стана, снабженного двухпозиционным разматывателем и содержащего четырехвалковые универсальные клети.
По разработанной на основе предлагаемого способа технологии на профилеги- бочном стане 1...4x50...300 изготавливают гнутые швеллеры 180x50x2 мм. Профили формуют непрерывным способом с применением углов подгибки по переходам 0-20-40-60-80-90°. Радиус кривизны в местах изгиба составляет 2 мм. Согласно расчетным данным и опытной проверки на стане 1„.4x50...300 предлагаемый способ изготовления гнутых профилей по сравнению с известным обладает следующими преимуществами: обеспечивает сокращение количества технологических проходов в 2 раза, так по предлагаемому способу необходимо 5 проходов, в то время как по известному 10; позволяет расширить технологические возможности за счет одновременного изготовления профилей одинаковой конфигурации, в том числе полузакрытой и
5 закрытой формы.
Формула изобретения 1. Способ изготовления гнутых профилей проката с горизонтальной стенкой и
полками, включающий формообразование профилей из отдельных заготовок путем последовательной по переходам подгибки их элементов с наложением заготовок одну на другую, продольным перемещением и последующим разделением, отличающий- с я тем, что, с целью сокращения количества технологических переходов и расширения технологических возможностей за счет одновременного изготовления нескольких
профилей одинаковой конфигурации, перед формообразованием профилей отдельные заготовки размещают на разных уровнях по обе стороны от плоскости профилирования, подгибку элементов каждой заготовки на
первом переходе и наложение производят путем смещения центральных участков, соответствующих горизонтальной стенке, в направлении плоскости профилирования до наложения их друг на друга, после чего
профили доформовывают подгибкой их периферийных элементов относительно наложенных одна на другую стенок в разные стороны относительно плоскости профилирования.
2. Способ по п, 1, отличающийся тем, что первоначально заготовки размещают от плоскости профилирования на расстоянии высоты формовки в первом проходе.
I переход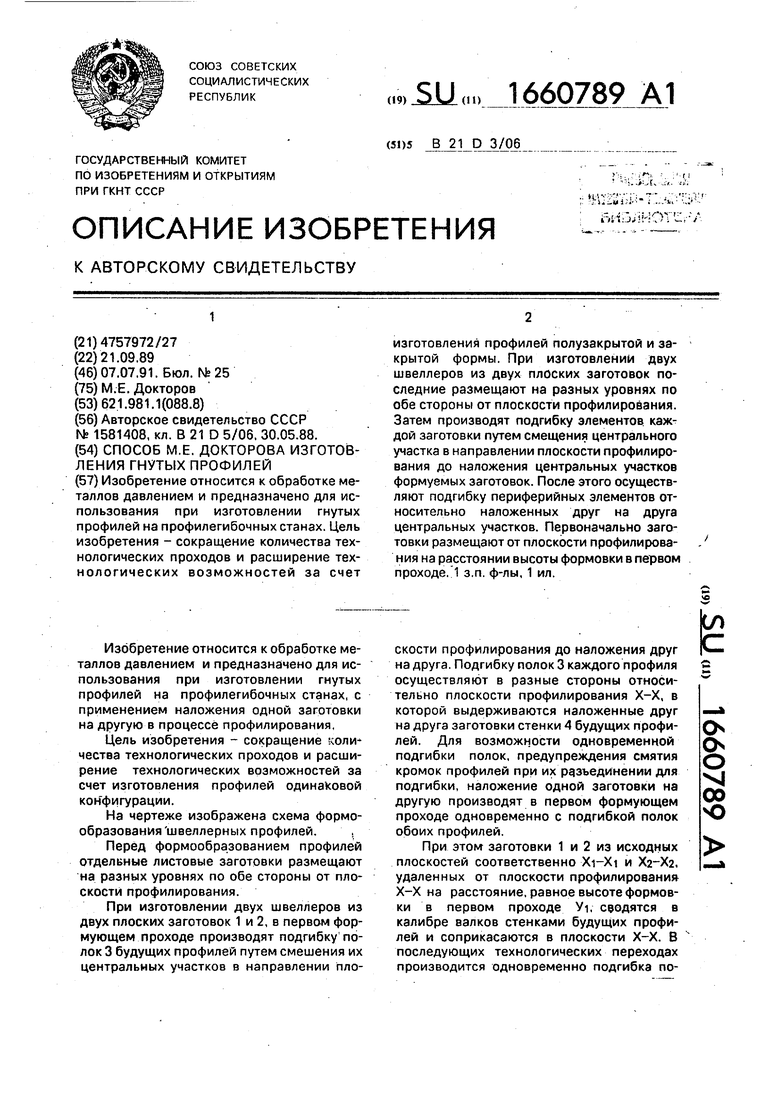

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ М.Е.Докторова изготовления гофрированных профилей | 1990 |
|
SU1759501A1 |

Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых профилей на профилегибочных станах. Цель изобретения - сокращение количества технологических проходов и расширение технологических возможностей за счет изготовления профилей полузакрытой и закрытой формы. При изготовлении двух швеллеров из двух плоских заготовок последние размещают на разных уровнях по обе стороны от плоскости профилирования. Затем производят подгибку элементов каждой заготовки путем смещения центрального участка в направлении плоскости профилирования до наложения центральных участков формируемых заготовок. После этого осуществляют подгибку периферийных элементов относительно наложенных друг на друга центральных участков. Первоначально заготовки размещают от плоскости профилирования на расстоянии высоты формовки в первом проходе. 1 з.п. ф-лы,1 ил.
| Способ М.Е.Докторова изготовления из отдельных заготовок нескольких гнутых профилей | 1988 |
|
SU1581408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
