Изобретение относится к промышленности стройматериалов и может быть использовано при изготовлении гнутого листового стекла, применяемого для остекления автомобилей и других транспортных средств.
Цель изобретения - повышение качества моллирования и производительности.
Способ заключается в том, что на боковой секции шарнирно закрепляют лимб, а на основании формы неподвижно закрепляют указательную стрелку. Измеряют прогиб в процессе моллирования.
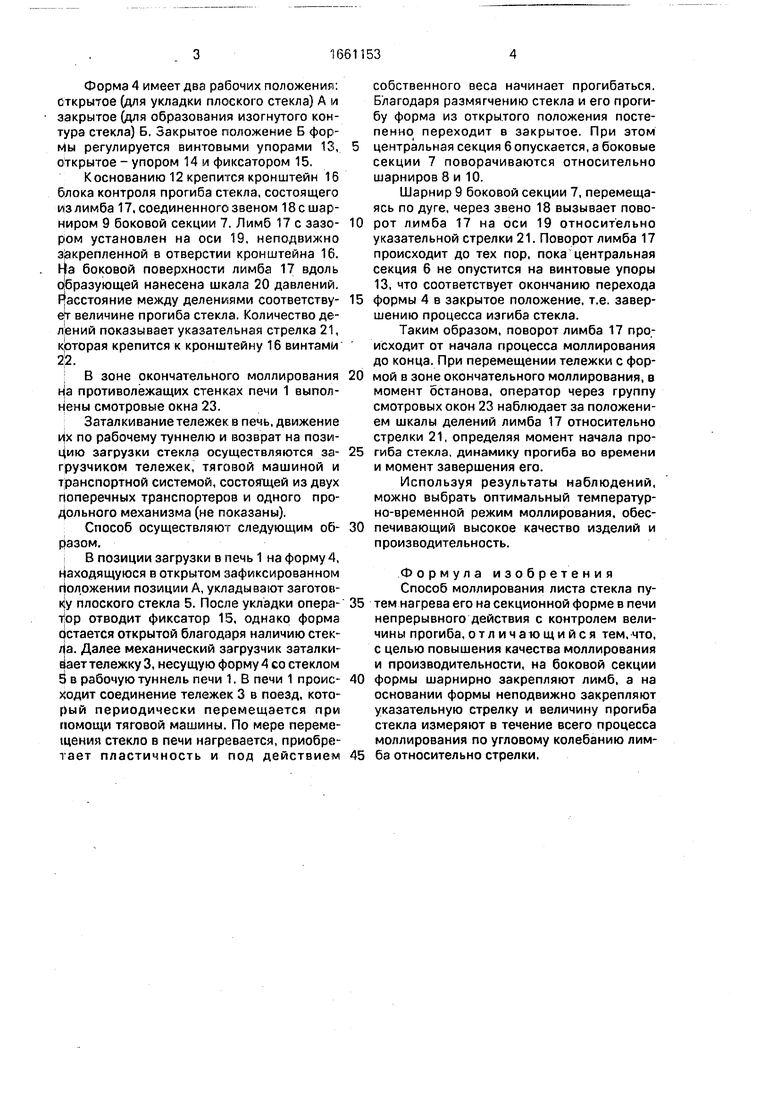
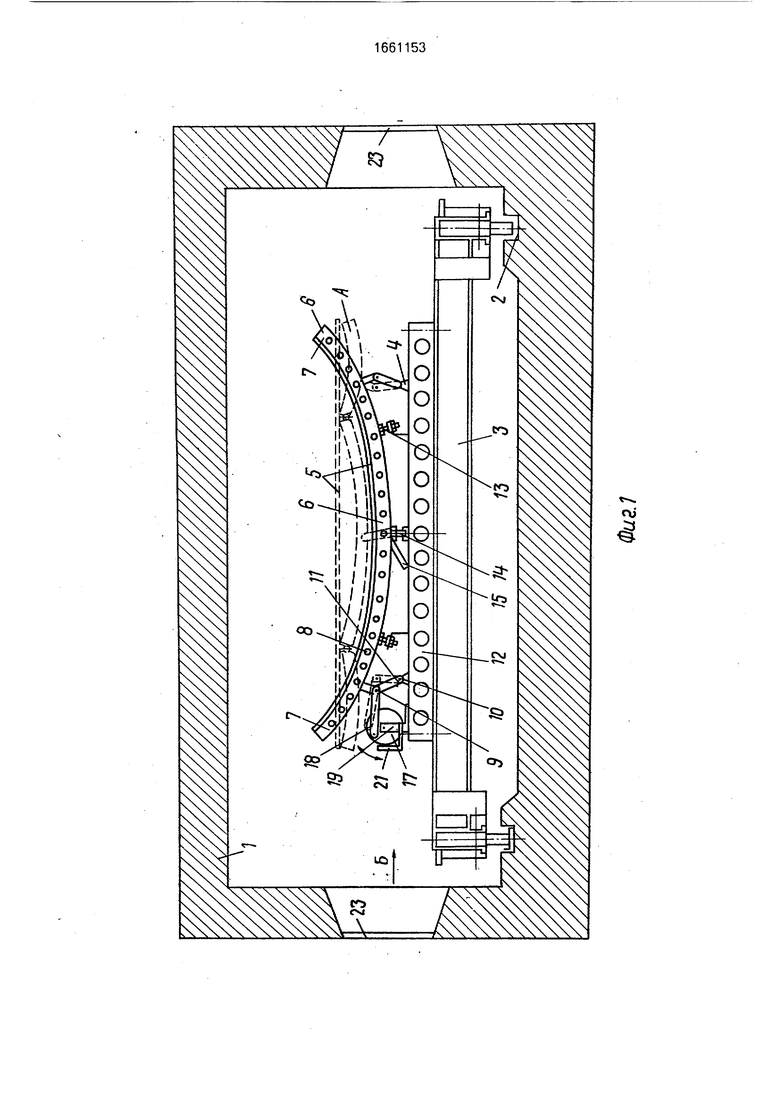
На фиг.1 представлено устройство, с помощью которого осуществляют способ, общий вид; на фиг.2 - блок контроля прогиба, вид сбоку; на фиг.З - схема контроля прогиба через смотровые окна печи (I - начало
моллирования, И, 111-промежуточные фазы контроля, IV- конец процесса).
Устройство содержит печь 1 с нагревателями, разделенную на пять тепловых технологическихзон:нагрева, предварительного моллирования, окончательного моллирования, выравнивания температур и отжига, охлаждения. На поду печи 1 смонтированы рельсы 2, по которым периодически перемещаются соединенные в поезд тележки 3, несущие разъемные секционные формы 4, на которых производится моллирование стекол 5. Форма 4 состоит из трех секций: центральной 6 и двух боковых 7, соединенных шарнирами 8. Секции 7 шарнирами 9,10 и звеньями 11 соединены с основанием 12. Секции 6, 7 изогнуты соответственно требуемому профилю стекла.
О- Ov
(Я W
Форма 4 имеет два рабочих положения: открытое (для укладки плоского стекла) А и закрытое (для образования изогнутого контура стекла) Б. Закрытое положение Б формы регулируется винтовыми упорами 13, открытое - упором 14 и фиксатором 15.
К основанию 12 крепится кронштейн 16 блока контроля прогиба стекла, состоящего из лимба 17, соединенного звеном 18 с шарниром 9 боковой секции 7. Лимб 17 с зазором установлен на оси 19, неподвижно закрепленной в отверстии кронштейна 16. На боковой поверхности лимба 17 вдоль образующей нанесена шкала 20 давлений, расстояние между делениями соответствует величине прогиба стекла. Количество делений показывает указательная стрелка 21, которая крепится к кронштейну 16 винтами 22.
В зоне окончательного моллирования йа противолежащих стенках печи 1 выполнены смотровые окна 23.
Заталкивание тележек, в печь, движение их по рабочему туннелю и возврат на позицию загрузки стекла осуществляются загрузчиком тележек, тяговой машиной и транспортной системой, состоящей из двух Поперечных транспортеров и одного продольного механизма (не показаны).
Способ осуществляют следующим образом.
В позиции загрузки в печь 1 на форму 4, находящуюся в открытом зафиксированном Положении позиции А, укладывают заготовку плоского стекла 5. После укладки оператор отводит фиксатор 15, однако форма остается открытой благодаря наличию стек- ла. Далее механический загрузчик зата л кивает тележку 3, несущую форму 4 со стеклом 5 в рабочую туннель печи 1. В печи 1 происходит соединение тележек 3 в поезд, который периодически перемещается при помощи тяговой машины. По мере перемещения стекло в печи нагревается, приобретает пластичность и под действием
собственного веса начинает прогибаться. Благодаря размягчению стекла и его прогибу форма из открытого положения постепенно переходит в закрытое. При этом
центральная секция 6 опускается, а боковые секции 7 поворачиваются относительно шарниров 8 и 10.
Шарнир 9 боковой секции 7, перемещаясь по дуге, через звено 18 вызывает поворот лимба 17 на оси 19 относительно указательной стрелки 21. Поворот лимба 17 происходит до тех пор, пока центральная секция 6 не опустится на винтовые упоры 13, что соответствует окончанию перехода
формы 4 в закрытое положение, т.е. завершению процесса изгиба стекла.
Таким образом, поворот лимба 17 происходит от начала процесса моллирования до конца. При перемещении тележки с формой в зоне окончательного моллирования, в момент останова, оператор через группу смотровых окон 23 наблюдает за положением шкалы делений лимба 17 относительно стрелки 21. определяя момент начала прогиба стекла, динамику прогиба во времени и момент завершения его.
Используя результаты наблюдений, можно выбрать оптимальный температур- но-временной режим моллирования, обеспечивающий высокое качество изделий и п роиз водител ьность.
Формула изобретения Способ моллирования листа стекла путем нагрева его на секционной форме в печи непрерывного действия с контролем величины прогиба,отличающийся тем,что, с целью повышения качества моллирования и производительности, на боковой секции
формы шарнирно закрепляют лимб, а на основании формы неподвижно закрепляют указательную стрелку и величину прогиба стекла измеряют в течение всего процесса моллирования по угловому колебанию лимба относительно стрелки.
го
Ј
17
21
16
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моделирования стеклоизделий | 1975 |
|
SU551266A1 |
| МОЛЛИРОВАНИЕ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2465225C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2356858C2 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU791663A1 |
| Форма для моллирования листового стекла | 1976 |
|
SU710991A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
| Устройство для транспортирования изделий | 1987 |
|
SU1470628A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении гнутого листового стекла для остекления автомобилей. Цель изобретения - повышение качества моллирования и производительности. Это достигается тем, что осуществляют контроль прогиба листа стекла в процессе моллирования при перемещении тележки с формой через печь. Через группу смотровых окон печи оператор наблюдает за положением шкалы делений лимба, шарнирно закрепленного на боковой секции формы, относительно стрелки. Определяет момент начала прогиба стекла, динамику прогиба во времени и момент завершения его. Это дает возможность выбрать оптимальный температурно-временный режим моллирования. 2 ил.
Риг. 2
| Устройство для моделирования стеклоизделий | 1975 |
|
SU551266A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
