(54) АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ СТЕКЛОИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия по производству сварочных электродов | 1978 |
|
SU921738A1 |
| Разгрузчик сушильных вагонеток | 1982 |
|
SU1057292A1 |
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Поточно-механизированная линия для производства сварочных электродов | 1982 |
|
SU1061963A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
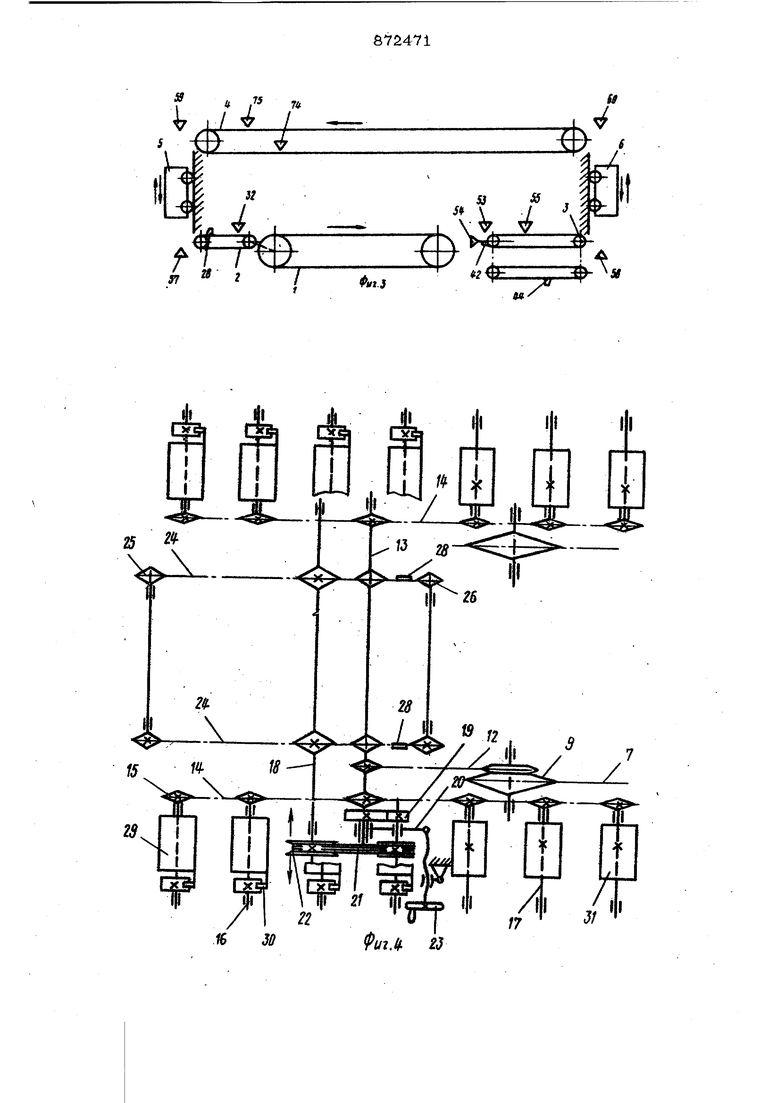
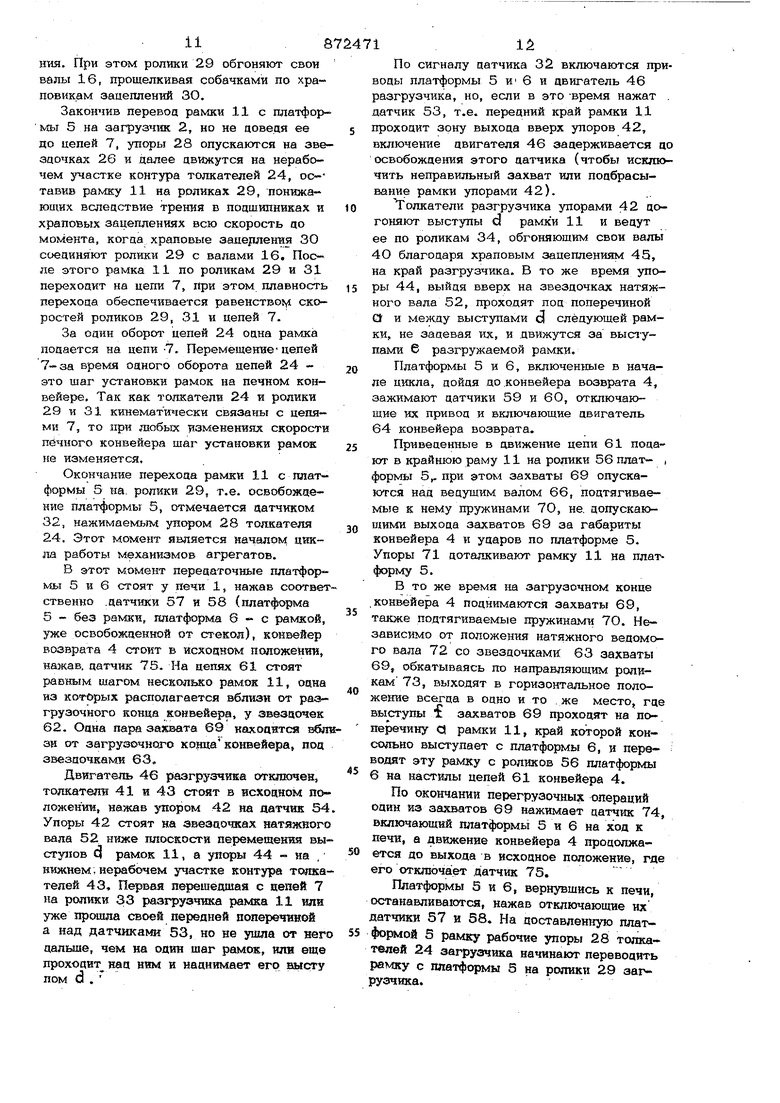
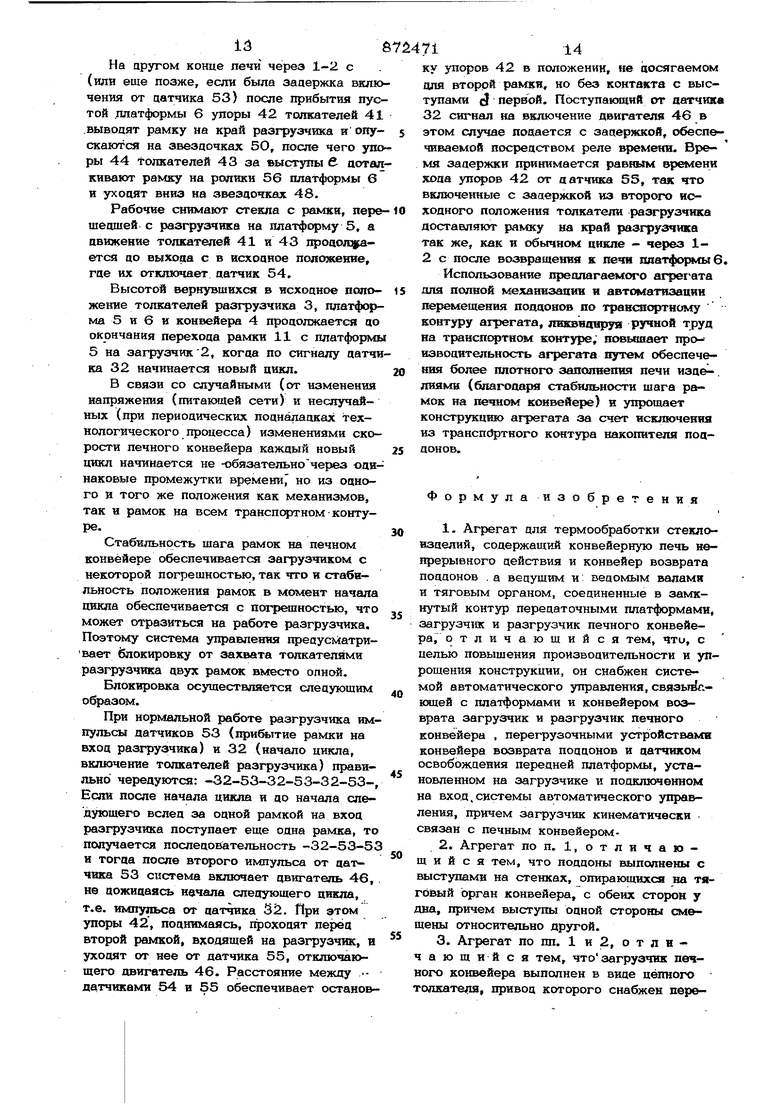
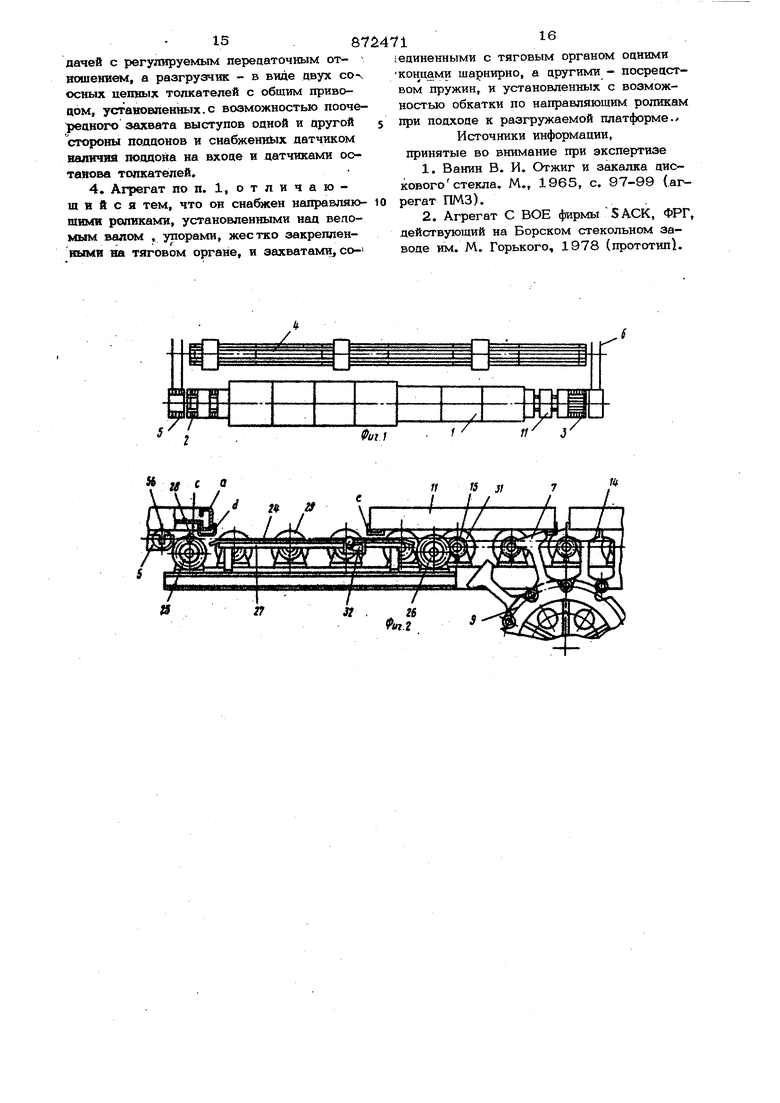
Изобретение относится к оборудованию прамышпеншлх. печей для нагрева и термообработки, в частности в агрегатам лпя термообработки стекпсжздепий, преимущественно -К агрегатам моппирования и оп жига автомобильных стекол. Известны агрегаты моллярования и от жига (или закалки) автс лобильных стекол, в которых моллироваиие (гнутье) и последующая термообрабсугка стекол производит. ся на поддон, выполненных в виде рвмсж (форм, соответствукшшх по очертаниям и обрабатываемым стеклам. Рамки движутся по замкнутся контуру, состоящему из проходной печи и конвейера возврата рамок, связанного с печью двумя перюдаточными платформами. Печи применяются туннельные и конвейерные. В первых рамки транспортируются ка проталкиваемых через туннель тележках, во втоуялл - конвейером с грузсяесупим тягоиык органом l . В тележечных агрегатах при язменеввв типоразмера вырабатываемых стекол все рамки изменяются, а тележки для всех видов рамки используются одни и те же. Так как размеры и шаг тележек в печи тележечного агрегата обусловлены габаритами наибольшего из номенклатуры вырабатываемых стекол, то пря выработке стекол меньших размеров зазоры между стеклами в туннеле печи увеличиваются я заполнение печи стеклами ухудшается. Наиболее близким к изобретению по технической суншости и достигаемому результату является агрегат для термообработки стёкловэцелий, содержащий конвейерную печь непрерывного действия и конвейер возврата поддонов с ведущим и ведомым валами и тяговым органом, соединенные в замкнуоый контур передаточньпищ платформами, загрузчик я разгрузчик печ- . ного конвейер. На таком конвейере щж изменении размеров рамок между ннми можно не менять, так что при пере- хрде с выработки больших стекоп на меньшие заполнение печи стеклами не ухудшается, как в тележечн ых агрегатах, а улучшается и производительность агрегата увеличивается. Печной конвейер и конвейер возврата в этом агрегете движутся не прерывно, а передаточные платформы -периодически. За печным конвейером установ лен неприводной рольганг-накопитепь. Для загрузки печного конвейера между его цепями установлен подъемно-опускной стол с отдельным приводом. Управление всеми приводами агрегата только ручное f 2 J. Перемещение рамок в .этом .агрегате механизировано не полностью, не на всем транспортном контуре: передаточные платформы катают рабочие вручную, рамки с передней тележки на подъемно-опускной стол, а также по рольгангу-накопителю, и на заднюю платформу проталкивают вручную, загрузку и разгрузку рамками конвейера возврата производят также вручную Задача обеспечения полной механизации И автоматизации перемещения рамок по всему транспортному контуру решена в те лежечных агрегатах. В первом агрегате передаточные тележки снабжены гидроприводом, конвейер возврата оснащен пере- грузочными устройствами с отдельным приводом, а загрузка тележек в печь, перемещение их в печи и разгрузка :на передаточную платформу прс5изводится шаговым цепным транспортёром с гидроприво- дом, периодически перемещающим тележки на один шаг. Решение этой же задачи для бесконтактного агрегата- затрудняется в связи с тем, что в печи тележечного агрегата перемещаются периодически с неизменны шагом, а в бестележечном движутся непрерывно с постоянной скоростью и непостоя 1ным шагом. Изменения скорости печного конвейера вызываются как изменением напряжения питающей электро ти, так и ручным регулированием скорости при периодических поднападках технологического процесса. Непостоянство шага рамок в печи бестележечного агрегата, вызванное ручной загрузкой, не устраняется введением меха низированной загрузки посредством извест ных загрузчиков. Изменение скорости печ ного конвейера в этом случае приводит к изменению шага рамок, загруженных на печной конвейер, потому что известные загрузчики имеют собственный привод и подают рамку в печь с постоянной скоростью, не зависящей от скорости печного конвейера. Загружаемая рамка при этом догоняетранее загруженную, и, если скорость догоняемой рамки изменяется, то изменяется и зазор между ними в конце загрузки, так что шаг рамок на печном конвейере получается непостоянным. В связи с нестабильностью шага получается нестабильным и количество рамок на печном конвейере. Поскольку в замкнутом транспортном контуре количество рамок должно быть постоянным,лишние рамки не умещаются на печном конвейере, должны переходить на накопитель. В случае применения для печного конвейера непрерывного действия автоматического загрузчика и разгрузчика, имеющих собственные приводы, нестабильность . шага рамок приводит к тому, что загрузчик и разгрузчик будут вынуждены работать с разной частотой включений, потому что, когда после .какого-либо случайного или неслучайного изменения скоро - сти печного конвейера изменяется шаг загружаемых рамок, к разгрузчику еще поступают рамки со старым щагом, но уже с новой скоростью. В связи с этим после разгрузчика в контуре должен быть накопитель. Поскольку на передаточных платформах больше одной тележки не умещается, в качестве накопителя придется использовать конвейер возврата. Придание конвейеру возврата функции автоматического накопителя значительно усложняет его конструкцию. В этом случае потребуется конвейеру работать непрерывно; на выходе конвейера-накопителя установить отсекатель накапливающихся рамок и снабдить его собственным приводом; установить загрузчик и разгрузчик конвейера возврата, имеющие собственные приводы; iустановить на тяговых цепях . конвейера возврата, несущих рамки, такой настил, например роликовый, чтобы позволить загружат1ь и разгружать ксмвейер на ходу и позволить ему свободно:проходить под остановленными отсекателем рамками; установить загрузчик и разгрузчик конвейера возврата, имеющих собственные приводы; установить на тяговых цепях конвейера возврата, несущих рамки, такой настил, например роликовый, чтобы позволить загружать и разгружать конвейер на ходу и позволить ему свобоцно,проходить под остановленными отсекателем рамками. Кроме такого усложнения конструкции, нестабильность шага рамок на печном конвейере приводит еще и к тому, что основное преимущество бестележечного агрегата перед тележечным - повьпиение производительности за счет более плотного заполнения печи рамками - реализуется не полностью, потому что. если загрузчик загружает рамки на печной конвейер с не постоянным шагом, то шаг рамок в печи придется заранее завышать на величину колебаний ntara, обеспечиваемого загручиком. Цепь изобретения - упрощение конструкнии. Указанная цепь достигается тем, что агрегат для термообработки стекпоиздеЛИЙ, содержащий конвейерную печь не прерывного действия и конвейер возврата поддонов с ведущим и ведомым валами и тяговым органом, соединенные в замкнутый контур передатрчнуыми платформами, загрузчик и разгрузчик печного конвейера, снабжен системой автоматического уп равления, связывающей с платформами и конвейером возврата загрузчик и разгрузчик печного конвейера, перегрузочными ус ройствами конвейера возврата поддонов и датчиком освобождения передней платформы, установленным на загрузчике и подключенном на вход системы автомати-чес- кого управления, причем загрузчик кинематически связан с печным конвейером. Поцаокы выполнены с выступами на стенках, опирающихся на. тяговый орган) .конвейера, с обеих сторон у цна, причем выступы одной стороны смешены относительно другой. Загрузчик печного конвейера выполнен в виде цепного толкателя, привод которого снаблсен передачей с регулируемым пе- редаточным отношением, а разгрузчик - в виде двух соосных цепиых толкателей с общим приводом, установленных с возможностью поойередного захвата выступов од ной и другой стороны поддонов и снабжен ных датчиком наличия поддона на входе и датчиками для останова толкателей. Агрегат снабжен направляющим роликами, установленными над ведомым валом упором, жестко закрепленным на тяговом органе, и захватами, соединенными с тяговым органом одними концами щарнир но, а другими - посредством пружин, и установленных с возможностью обкатки по направляющим роликам при подходе к разгружаемой платформе. На фиг. 1 - схематически изображен агрегат, общий вид в плане; на фнг. 2 узел загрузчика; на фиг. 3 - схема раз- мешеиия датчиков на агрегате; на фиг. 4 кинематичесЕая схема загрузчика ; на фяг. 5 кинематическая схема разгр зчика; на фаг. 6 и 7 - кинематическая схема конвейера возврата; на фиг. 8 схема перегрузки поддона с конвейера воз врата на переднюю передаточную платформу; на фиг. 9 - схема перегрузки поддона с задней передаточной платформы на кон- . ©ейер возврата. Агрегат для термообработки стеклонзделий включает конвейерную электропечь 1 непрерывного действия с загрузчиком 2 и разгрузчиком 3 печного ксивейера, конвейера возврата 4, установленного параллельно печи 1 и соединенного с ней в замкнутый контур приводными передаточными платформами передней 5 и заднейб. По поду рабочего туннели печи 1 в ка- налах кладки проходят цепи 7 печного конвейера, огибающие ведущие 8 и ведомые 9 звездочки. Печной конвейер приводится в непрерывное движение от электро-двигателя Юс регулируемой скоростью. На гребнях цепей 7 могут устанавливаться рамки 11, служащие формами для моллирования стекол. Основание рамки представляет в плане прямоуготшник, состояошй из двух поперечин О и двух связей Ъ, между которыми натянута сетка С. К поперечинам Q приварены снизу по две скобы-упора, образующие выступыq иве симметрично относительно середины поперечины и со смещением одних относительно других. Размеры выступов d и 6 и расположение их на поперечинах Q одинаковы для всех видов рамок. Загрузчик 2 приводится в движение от ведомой звездочки 9 печного конвейера, соединенной пепной передачей 12 с распределительным валом 13, передающим авижение авум цепным контурам 14, огибаю лим звезцочки 15, закрепленные на валах 16 и 17 привопных poaviKoe, -а валу -4 18 - через зубчатую передачу 19, смон- тгировйнную на серьге 2О, а вариаторклиноременную передачу 21 с раздвижным 1ШСИВОМ 22. Настройка вариатора производится поворотом серьги 20 с помощью щарнирного винта с маховичком 23. От вала 18 получают движение полно- оборотные цепные толкатели - два параллельных замкнутых контура цепей 24, огибающих звездочки 25 и 2б, между которыми горизонтально располагается рабочий участок контура толкателей, опираю1Ш{йся на направляющие 27. На цепях 24 жестко закреплены упоы 28. Расстояние между этими упорами араллельных цепей равно расстоянию выступами 3 на поперечине 3 рамки 11. Звездочки 25 располагаются под поеречиной а рамки 11, консольно выстуающей с передней передаточной платфоры 5,
Расположенные рядом с толкателями 24 ролики 29 установлены на валах 16 с возможностью одностороннего вращения для чего они соединены с ними посредством храповых зацеплений 30, а остальные ролики 31 жестко закреплены с валами 17. Передаточные отношения цепных передач от звездочки 9 печного конвейера до звездочки 15 и циаметр роликов выбраны из условияобеспеченияравенства линейной скорости на рабочей поверхности роликов 29 и 31 и скорости цепи 7 печного конвейера.
Верхние образующие роликов 29 и 31 лежат в одной горизонтальной плоскости однородными поверхностями гребней верх.- ней ветви цепей 7 печного конвейера. Рамки 11 могут опираться на ролики 29 и 31 своими связями Ь. при этом цепи 24 располагаются ниже, так что упоры 28 толкателей могут контактировать с выступами d рамок 11, но не задевают их поперечин О .
Рядом с цепью 24 толкателя на направляющей 27 установлен датчик 32, нажимаемый упором 28 в момент окончания перехода рамки 11 на ролики 29 и освобождения передней платформы 5. Положение датчика 32 вдоль направляющей 27 можно измен51ть соответственно размеру рамки 11.
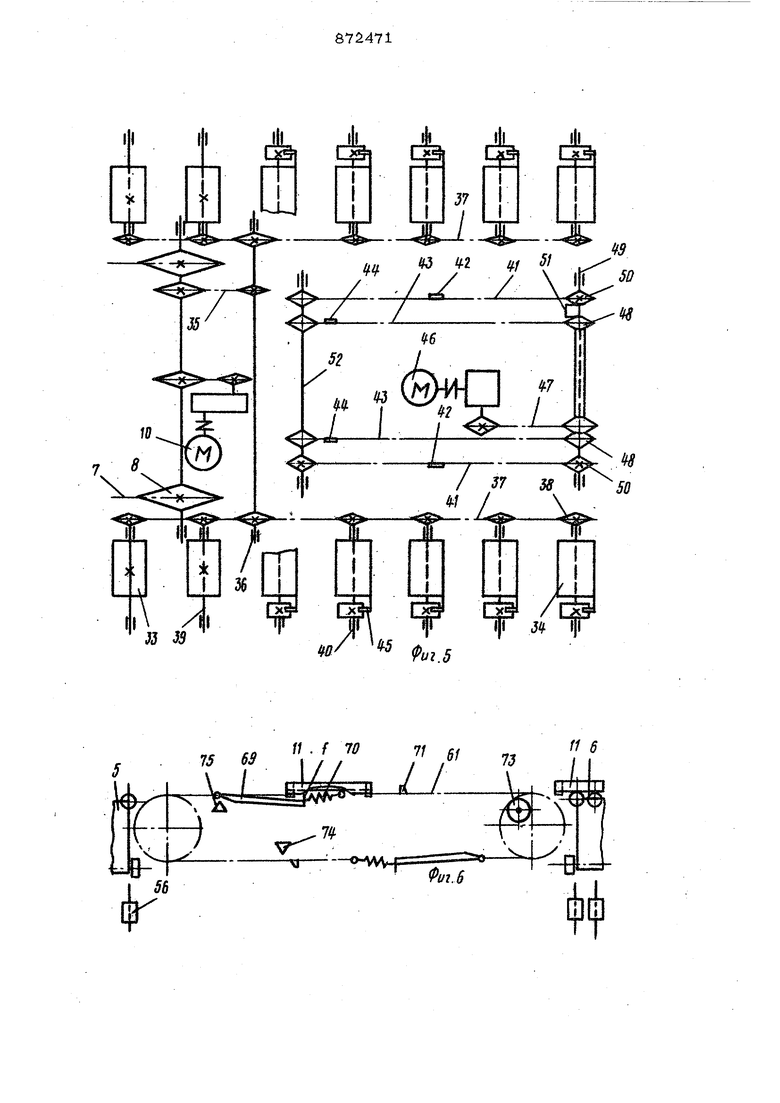
Разгрузчик 3 подобно загрузчику 2 содержит два ряда приводных роликов 33 и 34, приводимых в движение от вала ведущих звездочек-8 печного конвейера через цепную передачу 35 на распреаел№тельный вал 36, и два цепных контура 37, охватывающих звездочки 38, закрепленные на валах 39 и 4О приводных роликов. Как и в загрузчике верхние образующие роликов 33 и 34 и опорные поверхности гребней верхней ветви цепей 7 печного.конвейера, расположенные в од« ной горизонтальной плоскости, имеют одинаковую линейную скорость.
Между роликами размещены две лары соосных полнооборотных цепных толкателей. Одна пара толкателей размещена снаружи, состоит из цепей 41 i с жестко закрепленныь и упорами 42, могущими контактировать с выступами d рамок 11,, Вторая пара, размещенная внутри, состоит из цепей 43 с жестко заиреплен- ными упорами 44, могущими контактировать с выступами в X рамок 11. Как и в загрузчике, улоры 42 и 44 тогекателей не задевают поперечины «1/ рамок 11, а рамки 11 могут опираться на родики
33 и 34 своими связями Ь. Ролики 33, располагающиеся рядом с цепями 7, соединены со своими валами 39 жестко, а остальные ролики 34 соединены со свб- . ими валами 40 посреаством храповых зацеплений 45..
Привод толкателей разгрузчиков - от электронагревателя 46 через редуктор и цепную передачу 47 на блок ведущих звездочек 48 внутренних толкателей 43. Бло звездочек 48 свободно оцет на вал 49 с жестко закрепленными на нем звездочками 50 наружных толкателей 41 и соединен с одной из них выдвижным пальцем 51, допускающим изменение при необходимости сдвига упоров 42 и 44 на наружных и внутренних толкателях соответ ственно размеру рамки 11.
Натяжной вал 52 - общий для всех толкателей разгрузчика. Над ниК установлен цатчик; 53, нажимаемый выступом d ,рамки 11 все время, пока рамка 11 вхоцит на толкатель разгрузчика, т.е. проходит выступом d зону выхода вверх упоров 42 на звездочках натяжного вала 52.
Ряцом с валом 52 установлен датчик 54, нажимаемый упором 42 толкателя 41 и отключающий двигатель 46 при выходе толкателей разгрузчика в основное исходное положение, в котором упор 42 располагается на звездочке натяжного вала 52 . не выходя в зону движения выступов а рамок 11, а упор 44 - на нижней ветви контура толкателя 43.
Еще один датчик 55, нажимаемый упором 42 и могущий отключать двигатель 46, сдвинут по ходу цепи,41 относительно датчика 54.
Приводные передаточные платформы 5 н 6 имеют роликовые настилы, у которых верхние образующие роликов 56 лежат в одной горизонтальной плоскости с опорными гребнями и верхней ветви цепей 7 печного конвейера. Крайние положения плат формы ограничиваются отключающими их привод датчиками 57 и 58 - у печи и 59 и 60 - у конвейера возврата для передней 5 и задней 6 платформ соответственно.
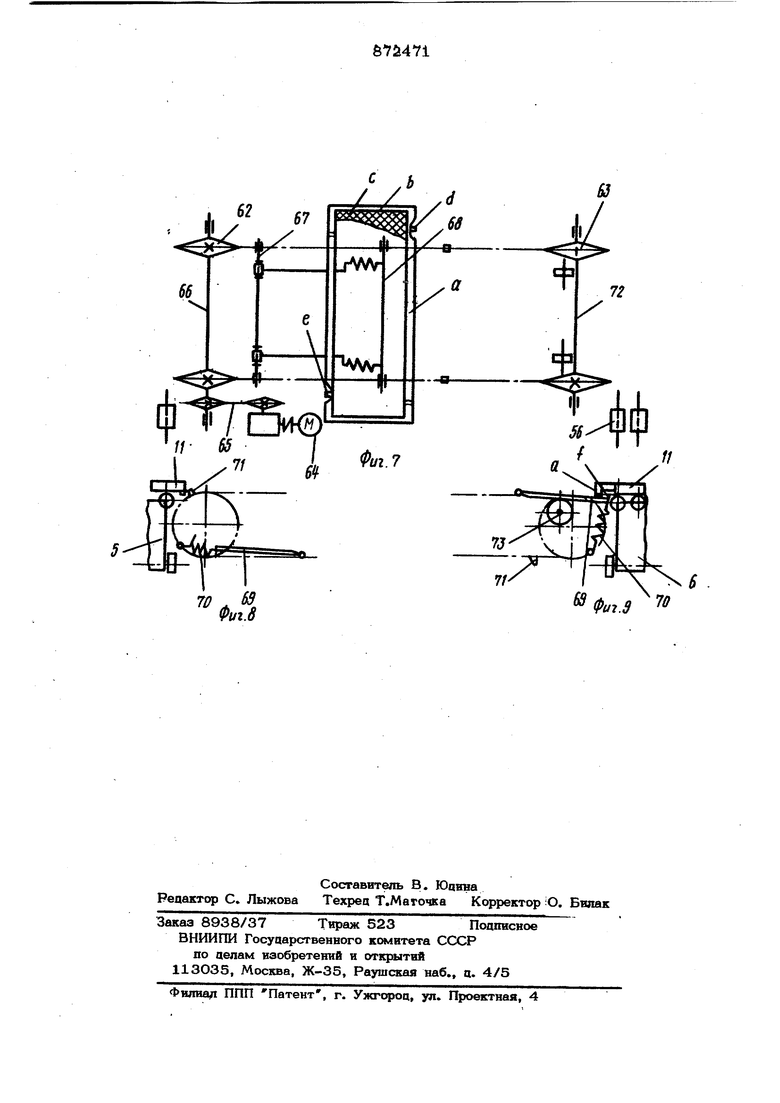
Конвейер возврата 4 - цепей, грузонесущий. Пластинчатые тяговые цепи 61, образующие посреаством прикрепленных к ним пластин два параллельных настила, огибают ведущие 62 и ведомые 63 звездочки. Привод конвейера - от двигателя 64 через рецуктор и цепную передачу 65 на ведущий вал 66.
В нескольких местах с равным шагом и с четным числом шагов цепи 61 соединены осями 67 и 68. На осях 67 шарнирно установлены по два Г-образных захвата 69, свободные концы которых соединены с осями 68 посредством пружнн 7О, которые на прямолинейных участках контура цепей 61 подтягивают захваты 69 к плоскости цепей 61. За каждым захватом 69 на цепях 61 на расстоянии размера наибольшей рамки жестко закреплены упоры 71.
Плоскость настилов верхних участков цепей 61 совпадает с плоскостью настилов платформы 5 и 6. Рамки 11 опирают ся на настилы цепей 61 своими попере чинами С , не касаясь настилов выступами d и С . Захваты 69 и упоры 71 могут контактировать с поперечинами О рамок 11,
Над ведомым валом 72 со звездочкам 63 установлены нап равляющие ролики 73, по которым могут обкатываться зах-ваты 69 во время подъема их на звездочках 63 и выхода в горизонтальное положение, В конце этого выхода выступы захватов 69 заходят внутрь основания рамки 11, консольно выступающей с плат формы 6, за поперечину О . На конвейере возврата установлены датчики 74 и 75, нажимаемые захватами 69. Датчик 74 дает сигнал об окончании -перегрузочных операций на входе и выходе конвейера возврата, а датчик 75 отключает конвейер возврата 4 в исходном положении по окончании перемещения цепей 6.1 на один шаг захватов 69, Все приводы и датчики агрегатов связаны системой автоматического управления, выполненной в виде релейной электросхемы с датчиком 32, подключенным на ее вход, т.е. подающим в нее для каждого цикла начальный импульс, после ко-торого система обеспечивает установленную, последовательность включения и отключения приводов. Электросхема, кроме того, предусматривает предупредительную сигнализацию о включении платформ, о начале загрузки печного конвейера, аварийную сигнализацию об останове или неправильной работе транспортных механизмов и блокировки, предотвращающие поломку механизмов при недопустимых отклонениях от установленной последовательности их работы. Величины и скорости перемещений передаточных платформ, конвейера возврата и толкателей разгрузчика выбраны из условия, чтобы время хода упоров 42 от ис
ходного положения на звездочках натяжного вала 52 до оп скания на звездочках 5О на 1-2 с превышало сумму времен хода платформы 6 к конвейеру возврата 4, выстоя у него, равного времени перегрузочных операций на конвейере 4, и времени хода платформы 6 к печному конвейеРУ 1Агрегат работает следующим образом.
Электропечь 1 включена и автоматиче-. ски поддерживает в рабочем туннеле установленный температурный режим. По рабочему туннелю непрерывно движутся цепи 7 печного конвейера, приводимые постоянно включенным двигателем Ю.
На гребнях цепей 7 с равным шагом установлены рамки 11 с уложенными на них стеклами, проходяшими в печи моллирование и отжиг. Рамки опираются на гребни поперечинами (3 . В случае разру, шения стекол бой выносится сетками рамок 11.
Кинематически связанные с цепями 7 печного конвейера непрерывно вращаются ролики 29 и 31, причем линейные скорости этих роликов равны скорости цепей 7. Так же непрерывно движутся кинематически связанные с цепями 7 печного конвейера толкатели загрузчика - цепи 24 с упорами 28. Их скорость больше скорости цепей 7, по отношению этих скоростей постоянно и определяется настройкой вариатора 21. Остальные механизмы - передаточные платформы 5 и 6, конвейер возврата 4 и толкатели 41 и 45 разгрузчика - работают периодически, включаясь и выключаясь в каждом цикле. Укладка стекол на рамку 11 производится вручную во время выстоя платформы 5 у печи 1. При этом передний край рамки 11, опирающейся связями Ь на ролики 56 платформы 5, консольно выступает с нее, располагаясь поперечиной Q с выступами d над звездочками 25 загрузчика. Поднимаясь по этим звездочкам, упоры 28 толкателей загрузчика вводят в контакт с выступами d и переводят рамку 11 с роликов 56 платформы 5 на ролики 29 загрузчика. Плотность движения рамки, необходимая для сохранения положения стекол на рамке, обеспечивается благодаря малой скорости толкателей 24. Плавности движения при этом способствует также и то, что во время этого аерехода рамка 11, двигаясь быстрее цепей 17, не скользит по роликам 29, а передает им движение посредством трения. При этом ролики 29 обгоняют свои валы 16, прощелкивая собачками по хра повикам зацеплений ЗО. Закончив перевоа рамки 11 с платформы 5 на загрузчик 2, но не доведя ее до цепей 7, упоры 28 опускаются на звеэаочках 26 и далее движутся на нерабочем участке контура толкателей 24, ос-тавив рамку 11 на роликах 29, понижаюпщх вследствие трения в подшипниках и храповых зацеплениях всю скорость до момента, когда храповые заце;шенвя 30 соединяют ролики 29 с валами 16. После этого рамка 11 по роликам 29 и 31 переходит на цепи 7, при этом плавность перехода обеспечивается равенство1у скоростей роликов 29, 31 и цепей 7. За ошш оборот цепей 24 одна подается на цепи П, Перемещение- цепей время одного оборота непей 24 это шаг установки рамок на печном конвейере. Так как толкатели 24 и ролики 29 и 31 кинематически связаны с цепями 7, то при Л1обь с изменениях скорости печного конвейера шаг установки рамок не изменяется. Окончание перехода рамки 11 с платформы 5 на. ролики 29, т.е. освобождение платформы 5, отмечается датчиком 32, нажимаем. упором 28 толкателя 24. Этот момент является началом цшсла работы механизмов агрегатов. В этот момент передаточные платформы 5 и 6 стоят у печи 1, нажав соответ ственно .датчики 57 и 58 (платформа 5 - без рамки, платформа 6 - с рамкой, уже освобожденной от стекол), конвейер возврата 4 стоит в исхоцном положении, нажав, датчик 75. На цепях 61 стоят равным шагом несколько рамок 11, одна из которых {исполагается вблизи от разгрузочного конца конвейера, у звездочек 62. Одна пара захвата 69 нахоцится вбл зи от загрузочного конца конвейера, под звездочками 63, Двигатель 46 разгрузчика отключен, толкатели 41 и 43 стоят в нсхоцном положенгш, нажав упором 42 на датчик 54 Упоры 42 стоят на эвезцочках натяжного вала 52 ниже шюскости перемещения вы ступов м рамок 11, а уйоры 44 - на , нижнем, нерабочем участке контура тояка тепей 43, Первая перешедшая с цепей 7 на ролики 33 разгрузчика ракоса И или уже прошла своей передней поперечиной а над датчиками 53, но не ушла от нег дальше, чем на один шаг рамок, шш еще проходит над нвм и надиимает его высту лом d ., По сигналу датчика 32 включаются приводы платформы 5 И 6 и двигатель 46 разгрузчика, но, если в это -время нажат . .датчик 53, т.е. передний край рамки 11 проходит зону выхода вверх упоров 42, включение двигателя 46 задерживается до освобождения этого датчика (чтобы исключить неправильный захват или подбрасывание рамки упорами 42). Толкатели разгрузчика упорами 42 дого шют выступы d рамки 11 и ведут ее по роликам 34, обгоняющим свои валы 4О благодаря храповым зацеплениям 45, на край разгрузчика. В то же время упоры 44, выйдя вверх на звездочках натяжного вала 52, проходят под поперечиной CS и между выступами d следующей рамки, не задевая их, и .движутся за выступами 6 разгружаемой рамки. Платформы 5 и 6, включенные в начале цикла, цойдя до .конвейера возврата 4, зажимают датчики 59 и 6О, отключающие их привод и включающие двигатель 64 конвейера возврата. Приведенные в движение цепи 61 подакуг в крайнюю раму 11 на ролики 56 плат- , формы 5,. при этом захваты 69 опускаются над ведущим валом 66, подтягиваемые S нему пружинами 70, не. допускающими выхода захватов 69 за габариты конвейера 4 и ударов по платформе 5. Упоры 71 доталкивают рамку 11 на платформу 5. В то же время на загрузочном конце .конвейера 4 поднимаются захваты 69, также по.дтягиваемые пружинами 7О. Независимо от положения натяжного ведомого вала 72 со звездочками: 63 захваты 69, обкатываясь шэ направляющим роликам 73, ВЫХО.ЦЯТ в горизонтальное положение всегда в одно и то .же место, где выступы € захватов 69 проходят на поперечину а рамки 11, край которой консольно выступает с платформы 6, и переводят эту рамку с роликов 56 Ш1ат({юрмы 6 на настилы цепей 61 конвейера 4. По окончании перегрузочных операций один КЗ захватов 69 нажимает датчик 74, включающий платформы 5 и 6 на ход к печи, а движение конвейера 4 продолжается до выхода в исходное положение, где его откшоча ет датчик 75. Платформы 5 и 6, вернувшись к печи, останавливаются, нажав отключающие их датчики 57 и 58 На доставленную платФормой 5 рамку рабочие упоры 28 толкателей 24 загрузчика начинают переводить рамку с платформы 5 на ролики 29 загрузчика. На другом конце печи через с (или еще позже, если была задержка вклю чения от датчика 53) после прибытия пустой .платформы 6 упоры 42 толкателей 41 .выводят рамку на край разгрузчика и оиускаются на звезаочках 50, после чего уно ры 44 толкателей 43 за выступы в аотал кивают рамку на ролики 56 платформы 6 и ухоцят вниз на звездочках 48, Рабочие снимают стекла с рамки, пере шедшей с разгрузчика на платформу 5, а овшкение толкателей 41 и 43 проаол ется до выхода с в исходное положение, где их отключает датчик 54, Высотой вернувшихся в исходное положесте толкателей разгрузчика 3, платформа 5 и 6 и конвейера 4 продолжается до окончания перехода рамки 11 с платформы 5 на загрузчик2, когда по сигналу датчи ка 32 начинается новый цикл. В связи со случайными (от изменения напряжения {питакядей сети) и неслучайных (при периодических поднадаоках технологического процесса ) изменениями скорости печного конвейера каждый новый цикл начинается не -обязательночерез одинаковые промежутки времени но из одного и того же положения как механизмов, так и рамок на всем транспс этном контуре. Стабильность шага рамок на печном конвейере обеспечивается загрузчиком с некоторой погрешностью, так что и стабильность положения рамок в момент начала пшша обеспечивается с пет-реапностью, что может отразиться на работе разгрузчика. Поэтому система управления преаусгЛатривает блокировку от захвата толкателями разгрузчика двух рамок вместо опной. Блокировка осуществляется следуюшим образом. При нормальной работе разгрузчика импульсы датчиков 53 (прибытие рамки на вход разгрузчика) и 32 (начало цикла, включение толкателей разгрузчика) правильно чередуются: -32-53-32-53-32-53-, Если после начала цикла и до начала следующего вслед за одной рамкой на вход разгрузчика поступает еще одна рамка, то получается последовательность -32-53-53 и тогда после второго импульса от датчика 53 система включает двигатель 46, не дожидаясь начала следующего цикла, т.е. импульса от датчика 32. При этом упоры 42, поднимаясь, гфохоаят перед второй рамкой, входящей на разгрузчик, и уходят от нее от датчика 55, отключающего двигатель 46. Расстояние между датчиками 54 и 55 обеспечивает останов7114ку упоров 42 в положении, не досягаемом ОЛЯ второй рамки, но без контакта с выступами о1 первой. Поступающий от датчике 32 сигнал на включение двигателя 46 в этом случае подается с задержкой, обеспечиваемой посредством реле времени. Время задержки принимается равным времени хода упоров 42 от датчика 55, так что включенные с зааержкой из второго исходного положения толкатели разгрузчика доставляют рамку на край разгрузчика так же, как и обычном цикле - через 12 с после возвращения к печя пяатфо жолб. Использование преалагаемого агрег ата для полной механизации и автоматпзаиии перемещения поддонов по транспортному контуру агрегата, лвквнцвруя ручной труд на транспортном контуре; повышает про-изводительность агрегата путем обеспечеаяя более плотного заполнепия печи изде-. лнякш (благодаря стабильности шага рамок на печном конвейере) и упрощает конструкцюо агрегата за счет исключения из трансп(5ртного контура накопителя поддонов. Формула изобретения 1.Агрегат для термообработки стеклоизделий, содержащий конвейерную печь непрерывного цействия и конвейер возврата поддонов . а ведущим и ведомым валами и тяговым органом, соединенные в замкнутый контур передаточными платформами, загрузчик и разгрузчик печного конвейера, отличающийся тем, чти, с целью повышения производительности и упрощения конструкции, он снабжен системой автоматического управления, связыйг.ющей с платформами и конвейером возврата загрузчик и разгрузчик печного конвейера . перегрузочными устройствами конвейера возврата поддонов и датчиком освобождения передней платформы, установленном на загрузчике и подключенном на ВХО.Д. системы автоматического управления, причем загрузчик кинематически связан с печным конвейером2.Агрегат по п. 1, отличающий с я тем, что поддоны выполнены с выступами на стенках, опирающихся на тягошлй орган конвейера, с обеих сторон у дна, причем выступы одной стороны смещены относительно другой. 3.Агрегат по пп. 1 и 2, отличающийся тем, чтозагрузчик печного конвейера выполнен в виде цепного толкателя, привод которого снабжен передачей с регулируемым передаточным отношением, а разгрузчик - в виде двух со-ч осных цепных толкателей с общим приводом, усггановпенных. с возможностью пооче|)еаного захвата выступов одной и другой стороны подцонов и снабженных датчиком наличия поддона на входе и датчиками останова толкателей.
Источники информации, принятые во внимание при экспертизе
f /« 7«
J7 I 7 4 I
St
S2
I
IФигЗ
/
:
W/
fS J/
f/.4t J 11 . f 70 7J 63 7/ 5/ Фиг.в ФигЗ 7/7
