Изобретение относится к обработке металлов давлениемГа именно к конструкциям штампов для горячей объемной штамповки.
Целью изобретения является повышение производительности путем уменьшения времени нагрева, снижение энергозатрат и повышение стойкости штампа.
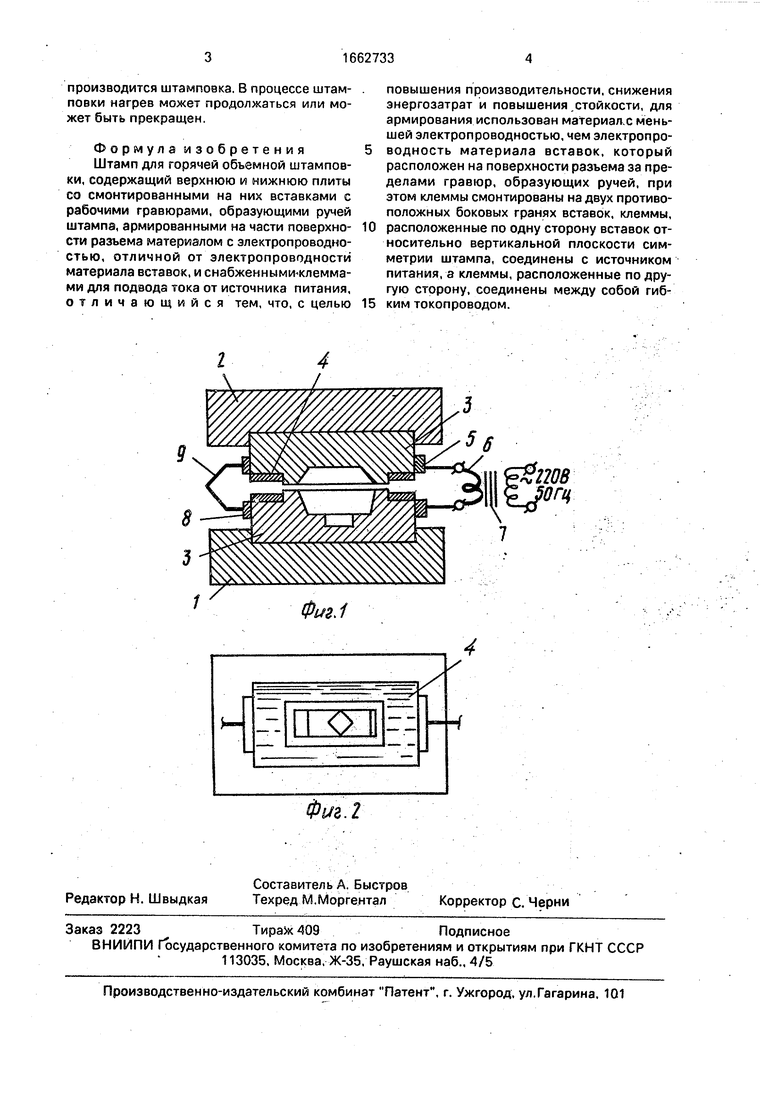
На фиг.1 представлен штамп для горячей объемной штамповки, общий вид; на фиг.2 - нижняя часть штампа, вид сверху.
Штамп состоит из нижней 1 и верхней 2 плит, вставок 3, армированного на вставках материала 4 с электропроводностью меньшей, чем материал вставок, размещенного на поверхностях разъема вставок за пределами гравюры ручья, клемм, 5 соединенных токопроводом 6 с преобразователем напряжения 7, и клемм 8, соединенных гибким токопроводом 9. В качестве армированного материала 4 может быть, например, использован чугун, электропроводность которого в 4-5 раз меньше материала вставок.
Штамп работает следующим образом.
Верхняя плита 2 со вставкой 3 опускается в крайнее нижнее положение таким образом, чтобы между вставками оставался зазор, равный высоте мостика заусенечной канавки. Затем от преобразователя напряжения 7, питаемого переменным напряжением 220- 380 В, частотой 50 Гц ток по токопроводам 6 подается на клеммы 5, проходит по вставкам 3, клеммам 8 и токопроводу 9. Так как направление тока в верхней и нижней вставках 3 противоположное, то вследствие наличия эффектов поверхностного кольцевого и близости ток концентрируется в тонком слое поверхностей разъема вставок 3. За счет высокой плотности тока поверхности разъема вставок нагреваются. Наиболее интенсивному нагреву подвергается поверхность, армированная материалом меньшей электропроводности. Нагрев вставок осуществляется за счет передачи тепла теплопроводностью от нагретого поверхностного слоя внутрь вставок. После нагрева вставок штамп возвращается в исходное положение, на нижнюю вставку укладывается заготовка и
ы
GJ
производится штамповка. В процессе штамповки нагрев может продолжаться или может быть прекращен.
Формула изобретения Штамп для горячей объемной штамповки, содержащий верхнюю и нижнюю плиты со смонтированными на них вставками с рабочими гравюрами, образующими ручей штампа, армированными на части поверхности разъема материалом с электропроводностью, отличной от электропроводности материала вставок, и снабженными-клемма- ми для подвода тока от источника питания, отличающийся тем, что, с целью
0
5
повышения производительности, снижения энергозатрат и повышения,стойкости, для армирования использован материал с меньшей электропроводностью, чем электропроводность материала вставок, который расположен на поверхности разъема за пределами гравюр, образующих ручей, при этом клеммы смонтированы на двух противоположных боковых гранях вставок, клеммы, расположенные по одну сторону вставок относительно вертикальной плоскости симметрии штампа, соединены с источником питания, а клеммы, расположенные по другую сторону, соединены между собой гибким токопроводом.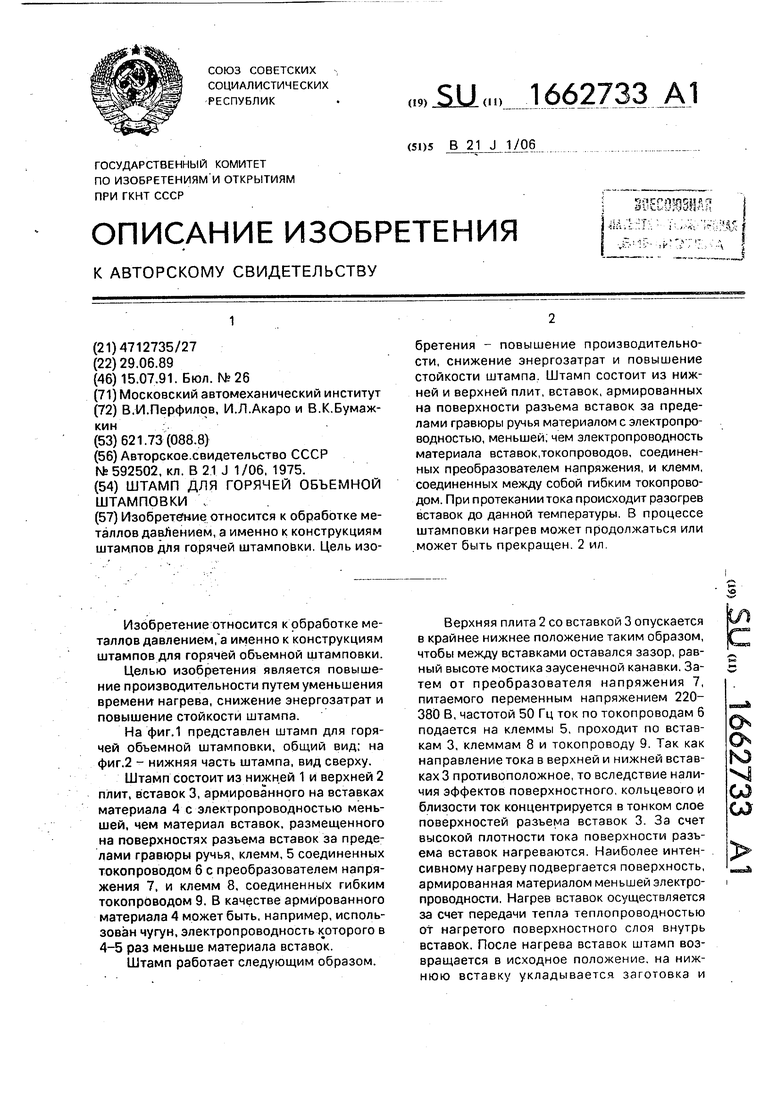
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для объемной штамповки | 1976 |
|
SU608599A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU837537A1 |
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для горячей штамповки. Цель изобретения - повышение производительности, снижение энергозатрат и повышение стойкости штампа. Штамп состоит из нижней и верхней плит, вставок, армированных на поверхности разъема вставок за пределами гравюры ручья материалом с меньшей электропроводностью, чем электропроводность материала вставок, токопроводов, соединенных преобразователем напряжения, и клемм, соединенных между собой гибким токопроводом. При протекании тока происходит разогрев вставок до данной температуры. В процессе штамповки нагрев может продолжаться или может быть прекращен. 2 ил.
Л20В
Угц
| Штамп для горячей штамповки деталей | 1975 |
|
SU592502A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
