Изобретение относится к литейному производству, конкретно к производству многоприбыльных отливок.
Цель изобретения - повышение качества отливок.
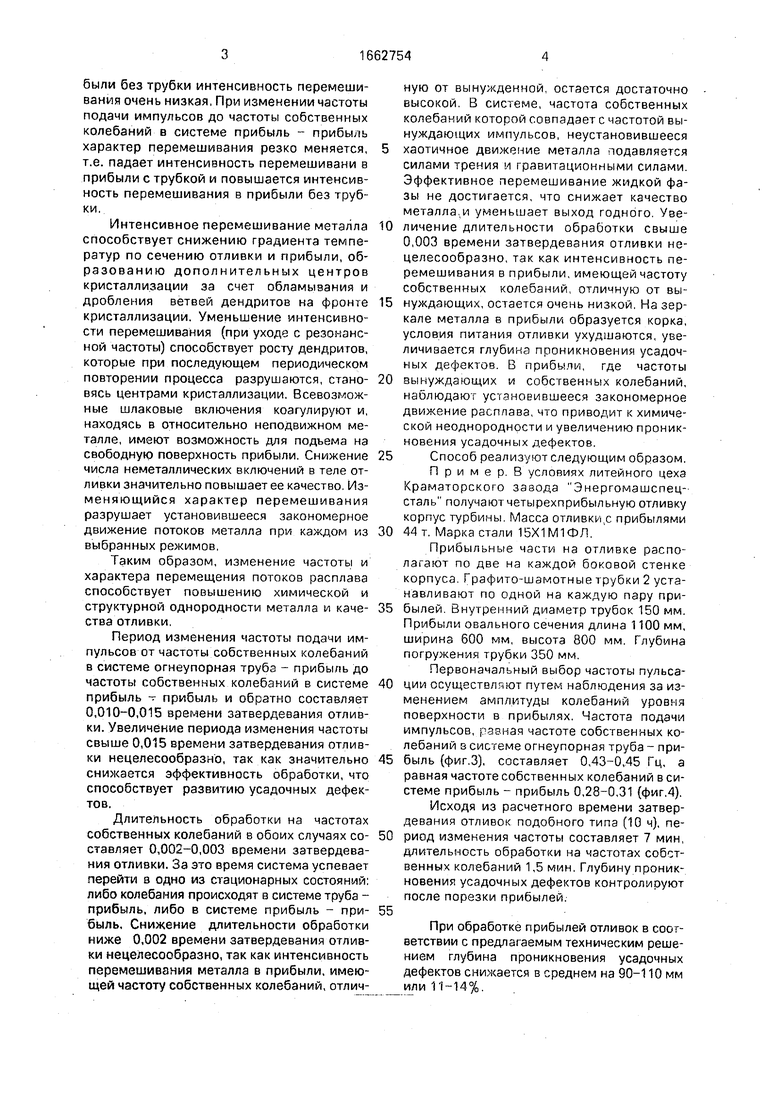
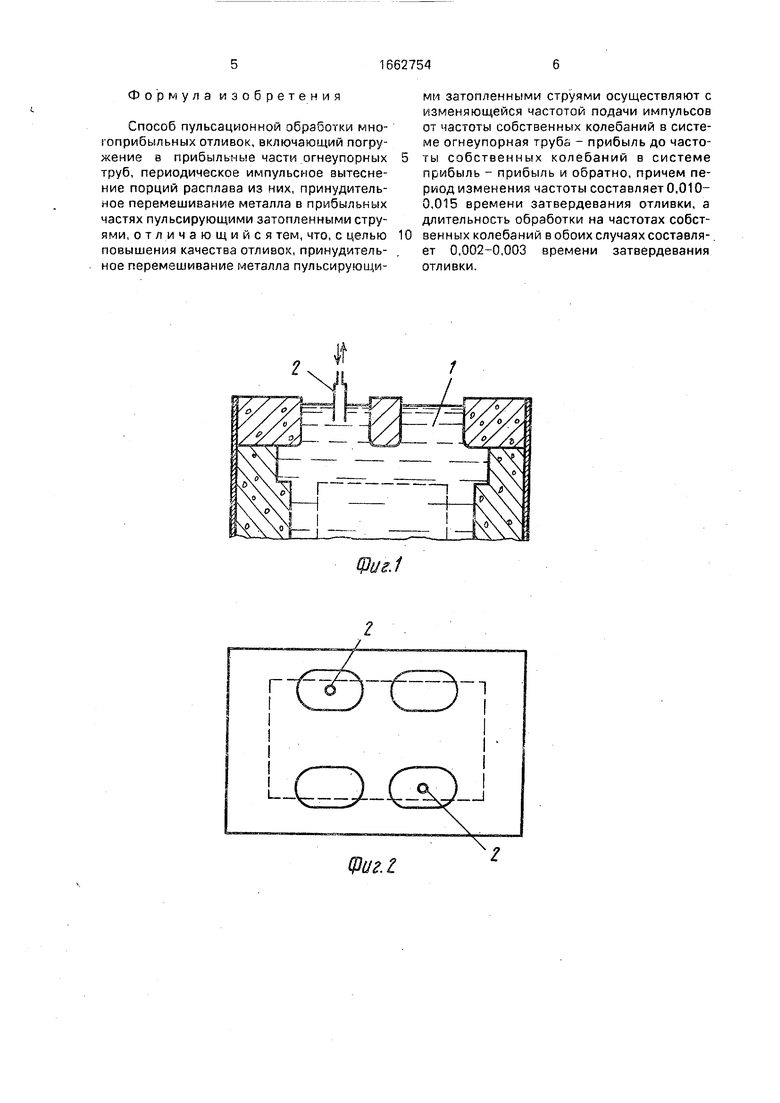
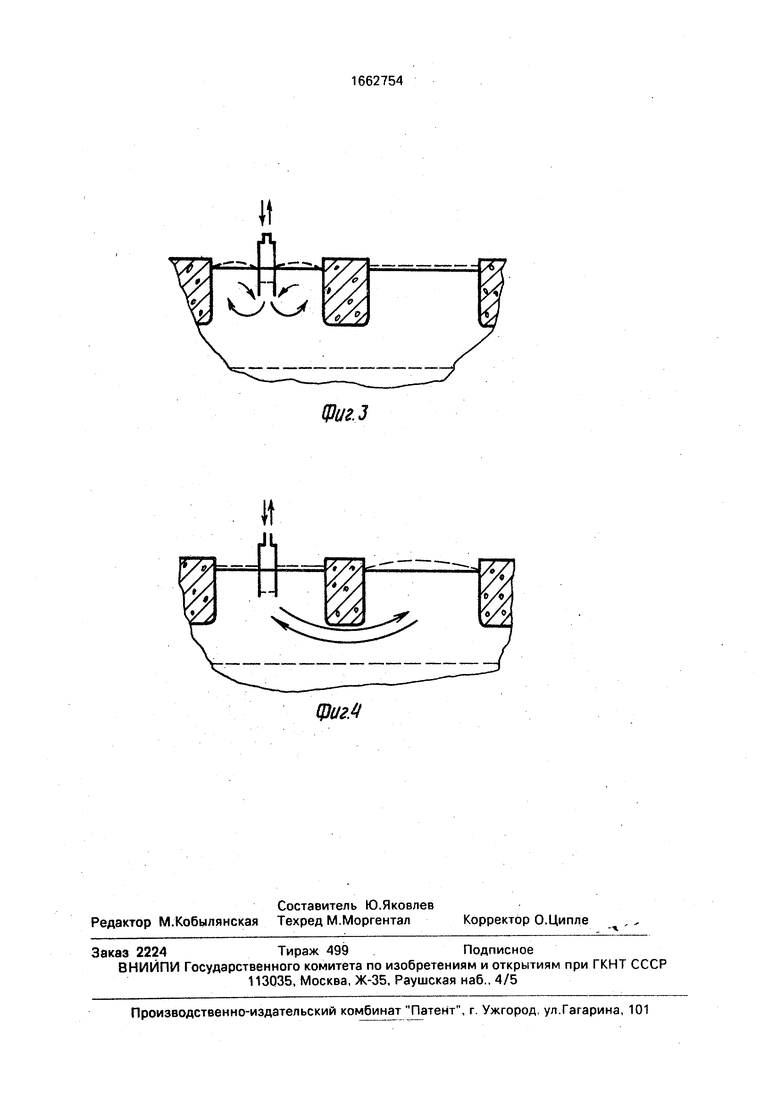
На фиг.1 приведен продольный разрез по двум прибылям; на фиг.2 - вид сверху; на фиг.З - схема собственных колебаний в системе огнеупорная труба - прибыль; на фиг.4 - схема собственных колебаний в системе прибыль - прибыль.
В способе включающем принудительное перемешивание металла в прибыльных частях отливки пульсирующей затопленной струей, формируемой посредством периодического вытеснения порций расплава из погружаемой в прибыльную часть огнеупорной трубы в процессе обработки, частоту подачи импульсов изменяют от частоты собственных колебаний в системе огнеупорная труба - прибыль до частоты собственных колебаний в системе прибыль - прибыль и обратно, причем период изменения частоты составляет 0,010-0,015 времени затвердевания отливки, а длительность обработки на частотах собственных колебаний в обоих случаях составляет 0,002-0,003 времени затвердевания отливки.
Изменение частоты подачи импульсов от частоты собственных колебаний в системе огнеупорная труба - прибыль до частоты собственных колебаний в системе прибыль - прибыль обуславливает изменение характера перемешивания в прибылях. Подача импульсов с частотой собственных колебаний в системе огнеупорная труба - прибыль вызывает максимальную интенсивность перемешивания в прибыли с трубкой. В приО
о ю VJ
ел
были без трубки интенсивность перемешивания очень низкая, При изменении частоты подачи импульсов до частоты собственных колебаний в системе прибыль - прибыль характер перемешивания резко меняется, т.е. падает интенсивность перемешивани в прибыли с трубкой и повышается интенсивность перемешивания в прибыли без трубки.
Интенсивное перемешивание металла способствует снижению градиента температур по сечению отливки и прибыли, образованию дополнительных центров кристаллизации за счет обламывания и дробления ветвей дендритов на фронте кристаллизации. Уменьшение интенсивности перемешивания (при уходе с резонансной частоты) способствует росту дендригов, которые при последующем периодическом повторении процесса разрушаются, становясь центрами кристаллизации. Всевозможные шлаковые включения коагулируют и, находясь в относительно неподвижном металле, имеют возможность для подъема на свободную поверхность прибыли. Снижение числа неметаллических включений в теле отливки значительно повышает ее качество. Из- меняющийся характер перемешивания разрушает установившееся закономерное движение потоков металла при каждом из выбранных режимов,
Таким образом, изменение частоты и характера перемещения потоков расплава способствует повышению химической и структурной однородности металла и качества отливки.
Период изменения частоты подачи импульсов от частоты собственных колебаний в системе огнеупорная труба - прибыль до частоты собственных колебаний в системе прибыль - прибыль и обратно составляет 0,010-0,015 времени затвердевания отливки. Увеличение периода изменения частоты свыше 0,015 времени затвердевания отливки нецелесообразно, так как значительно снижается эффективность обработки, что способствует развитию усадочных дефектов.
Длительность обработки на частотах собственных колебаний в обоих случаях составляет 0,002-0,003 времени затвердевания отливки. За это время система успевает перейти в одно из стационарных состояний: либо колебания происходят в системе труба - прибыль, либо в системе прибыль - прибыль. Снижение длительности обработки ниже 0,002 времени затвердевания отливки нецелесообразно, так как интенсивность перемешивания металла в прибыли, имеющей частоту собственных колебаний, отличную от вынужденной, остается достаточно высокой. В системе, частота собственных колебаний которой совпадает с частотой вынуждающих импульсов, неустановившееся
хаотичное движение металла подавляется силами трения и гравитационными силами. Эффективное перемешивание жидкой фазы не достигается, что снижает качество металла,и уменьшает выход годного. Уве0 личение длительности обработки свыше 0,003 времени затвердевания отливки нецелесообразно, так как интенсивность перемешивания в прибыли, имеющей частоту собственных колебаний отличную от вы5 нуждзющих, остается очень низкой. На зеркале металла в прибыли образуется корка, условия питания отливки ухудшаются, увеличивается глубина проникновения усадочных дефектов. В прибыли, где частоты
0 вынуждающих и собственных колебаний, наблюдают установившееся закономерное движение расплава, что приводит к химической неоднородности и увеличению проникновения усадочных дефектов.
5Способ реализуют следующим образом.
Пример В условиях литейного цеха
Краматорского завода Энергомашспецсталь получаютчетырехприбыльную отливку
корпус турбины. Масса отливки,с прибылями
0 44т. Марка стали 15Х1М1ФЛ.
Прибыльные части на огливке располагают по две на каждой боковой стенке корпуса Графито-шамотные трубки 2 устанавливают по одной на каждую пару при5 былей Внутренний диаметр трубок 150 мм. Прибыли овального сечения длина 1100 мм, ширина 600 мм, высота 800 мм. Глубина погружения трубки 350 мм.
Первоначальный выбор частоты пульса0 ции осуществляют путем наблюдения за изменением амплитуды колебаний уровня поверхности в прибылях. Частота подачи импульсов, разная частоте собственных колебаний в системе огнеупорная труба - при5 быль (фиг.З), составляет 0,43-0,45 Гц, а равная частоте собственных колебаний в системе прибыль - прибыль 0,28-0,31 (фиг.4). Исходя из расчетного времени затвердевания отливок подобного типа (10 ч), пе0 риод изменения частоты составляет 7 мин, длительность обработки на частотах собственных колебаний 1,5 мин. Глубину проникновений усадочных дефектов контролируют после порезки прибылей.
5
При обработке прибылей отливок в соответствии с предлагаемым техническим решением глубина проникновения усадочных дефектов снижается в среднем на 90-110 мм или 11-14%.
Формула изобретения
Способ пульсационной обработки многоприбыльных отливок, включающий погружение в прибыльные части огнеупорных труб, периодическое импульсное вытеснение порций расплава из них, принудительное перемешивание металла в прибыльных частях пульсирующими затопленными струями, отличающийся тем, что, с целью повышения качества отливок, принудительное перемешивание металла пульсирующи
ми затопленными струями осуществляют с изменяющейся частотой подачи импульсов от частоты собственных колебаний в системе огнеупорная труби - прибыль до частоты собственных колебаний в системе прибыль - прибыль и обратно, причем период изменения частоты составляет 0,010- 0,015 времени затвердевания отливки, а длительность обработки на частотах собственных колебаний в обоих случаях составляет 0,002-0,003 времени затвердевания отливки.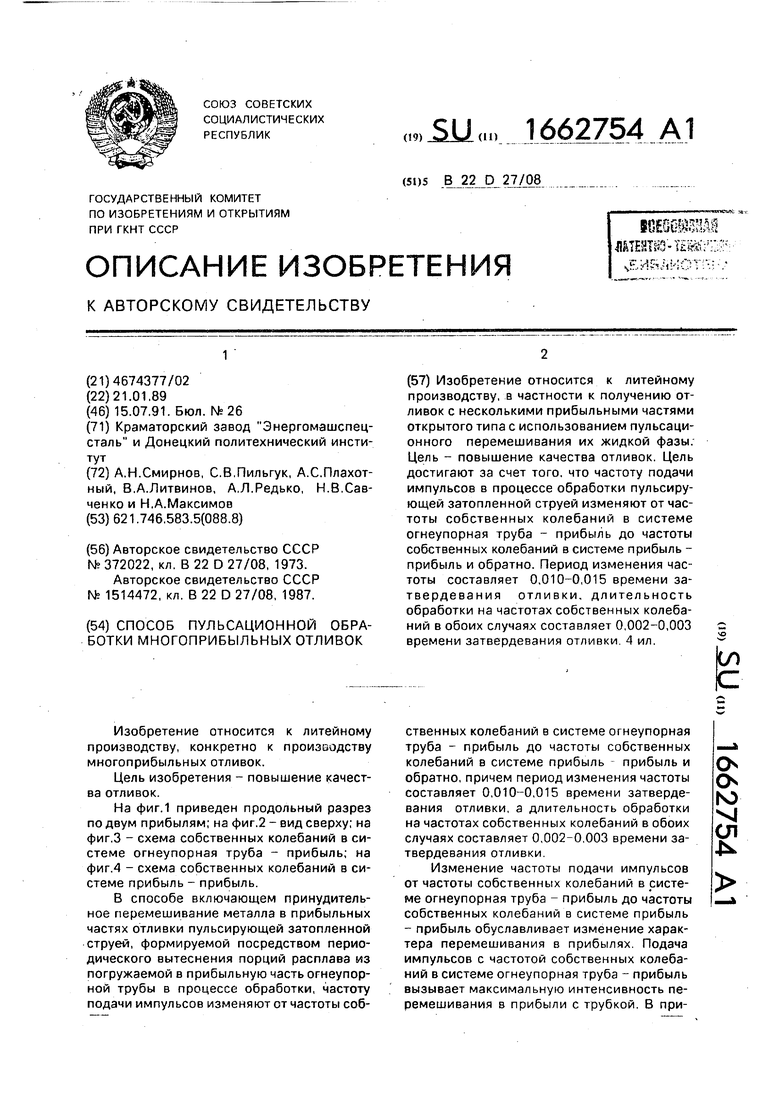
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пульсационной обработки расплава | 1990 |
|
SU1764782A1 |
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| Способ получения слитка | 1983 |
|
SU1148697A1 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
Изобретение относится к литейному производству, в частности к получению отливок с несколькими прибыльными частями открытого типа с использованием пульсационного перемешивания их жидкой фазы. Цель - повышение качества отливок. Цель достигается за счет того, что частоту подачи импульсов в процессе обработки пульсирующей затопленной струей изменяют от частоты собственных колебаний в системе огнеупорная труба - прибыль до частоты собственных колебаний в системе прибыль - прибыль и обратно. Период изменения частоты составляет 0,010...0,015 времени затвердевания отливки, длительность обработки на частотах собственных колебаний в обоих случаях составляет 0,002...0,003 времени затвердевания отливки. 4 ил.
Щиг.1
It
Щиг.З
ЩигА
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 0 |
|
SU372022A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 1514472, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
